|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Кафедра «Станки инструменты»Стр 1 из 6Следующая ⇒
МИНОБРНАУКИ РОССИИ Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования «МОСКОВСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ЛЕСА» (ФГБОУ ВПО «МГУЛ») Факультет технологий и дизайна Кафедра «Станки инструменты» УТВЕРЖДАЮ Зам. председателя Научно-методического совета, Проректор _________________________ КОНСПЕКТ ЛЕКЦИЙ ( Часть 2 )
заведующий кафедрой, к.т.н., доцент Кохреидзе М.В.
председатель научно-методической секции, профессор, к.т.н., доцент Кохреидзе М.В. Методические рекомендации рассмотрены и одобрены на заседании Научно-методического совета протокол №___ от «__»_______ 201_ г. Отдел мониторинга методического обеспечения образовательного процесса: к.с.н. Маковская И.В.
Москва 2013
Общие сведения о подготовке дереворежущего инструмента И инструментальных материалах. Подготовка режущего инструмента к работе – это комплекс технологических процессов, обеспечивающих оптимальные рабочие параметры инструмента при минимальных трудозатратах. Состав технологических процессов подготовки конкретного типа режущего инструмента к работе определяется его конструкции и условиями работы. В технологический процесс подготовки входят операции заточки, балансирования, правки, выверки, установки в станок и т. д. Инструментальные материалы. Дереворежущий инструмент работает в условиях совместного механического, химического и абразивного изнашивания при высоких скоростях резания до 100м/с, малых углах заточки b = 90…60°, наличии влаги в древесине и частиц связывающего в древесных материалов. Картина износа сложная. Отсюда вытекает комплекс жестких требований к инструментальным материалам. Они должны быть прочными, пластичными, твердыми, теплостойкости, устойчивыми к коррозии. Для изготовления современного дереворежущего инструмента применяют углеродистые, легированные, быстрорежущие стали и твердые сплавы. Инструментальные стали. Углеродистые инструментальные стали представляют собой сплав железа с углеродам. Чем выше содержащие углерода, тем выше у стали прочность, твердость, но ниже пластичность и способность сопротивления ударной нагрузки. Для изготовления дереворежущего инструмента используют высокоуглеродистые высококачественные стали с содержанием углерода 0.8…1.3%: У8А, У9А, У10А. Из этих сталей изготовляют инструменты для обработки древесины мягких пород или работающие на малых скоростях резания, например ручные инструменты. Легированные инструментальные стали кроме железа и углерода содержат специальные легирующие добавки для повышения износостойкости и прокаливания. Из этих сталей-9ХФ, 9Х5ВФ, Х6ВФ, - изготавливают большинство станочных инструментов для обработки натуральной древесины. Быстро режущие инструментальные стали содержат те же легирующие добавки, но в значительно больших количествах. Основная легирующая добавка - вольфрам(до 10…25%). Он обеспечивает сохранение твердости и режущей способности инструмента при нагреве до 500-550°С. Из быстрорежущих сталей Р6М5, Р6М3, Р9, Р18 изготавливают только наварные пластинки или вставные зубья для режущих инструментов, интенсивно нагревающихся при резании, например, при обработке клееных деталей и ДСтП. В современных условиях дефицита вольфрама перспективны разработки безвольфрамовых легированных марок инструментальных сталей, предназначенных для высокопроизводительного дереворежущего инструмента, как, например, 8М3Ф3С. При меньшей теплостойкости по сравнению со сталью Р6М5 она имеет большую прочность, ударную вязкость. Все положительные свойства легированных и быстрорежущих сталей проявляются только при условиях их правильной термической обработки с целью измельчения структуры металла путем его нагрева, до определенной температуры и последующего охлаждения. Легированные стали маркируют по буквенной – цифровой системе. Первое число стоящее в индексе, означает содержание углерода в десятых (если число однозначное) или сотых долях (если число двухзначное) процента. Если перед буквенным обозначением число отсутствует, значит, содержание углерода в стали более 1%. Далее следует буквы, обозначающие основные легирующие добавки, и цифры, обозначающие средние содержание легирующего элемента в целых процентах. Если содержание легирующего элемента менее 1%, цифры после буквы не ставят. Приняты следующие буквальное обозначения легирующих элементов в маркировке сталей: B-вольфрам, Г-марганец, K-кобальт, H-никель, M-молибден, С-кремний, Т-титан, Ф-ванадий, Х-хром. Буква А в конце индекса обозначает высококачественную сталь. Высоколегированные стали выделены в отдельные группы, каждой из которых присвоена отдельная буква, которую ставят первой: Ж - нержавеющие стали, Р-быстрорежущие и д.р. Твердые сплавы. В свези с повышенными требованиями к износостойкости инструмента при обработке клееной древесины, ДСтП, ДВП, ДСП в деревообработке нашли применение литые и вольфрамокобальтовые металлокерамические твердые сплавы. Из литых твердых сплавов распространены стеллиты (В3К, В3КР), представляющие собой сплав на кобальтовой, сормайты (N1, N2) - на железистой основе. Их износостойкость в 3…7 раз выше, чем у легированных сталей. Литые твердые сплавы наплавляют электродугой или газовая сваркой на зубья ленточных, ременных и круглых пил. Металлокерамические твердые сплавы получают спеканием прессованных порошков карбидов вольфрама (WC) с металлическим кобальтом (С○ ) в качестве цементирующей связи. Этот тип твердого сплава обозначает “BK”и цифрой, показывающей содержание кобальта а %. ВК15 содержит 85% WС и 15% С○. Если после цифры, показывающей содержание кобальта, стоит буква М, то сплав мелкозернистый, если В-крупнозернистый. Инструменты из твердого сплава группы ВК имеют твердость HRC 85 …90 и сохраняют работоспособность до температур 800…900°С. Износостойкость в 20…50 раз выше, чем у быстрорежущих сталей. Титановольфрамокобальтоые, минералокерамические и безвольфрамовые твердые сплавы в деревообработке не применяют из-за их хрупкости. По причине хрупкости твердых сплавов угол заточки β таких инструментов должен быть ≥ 40…50% ВК-15 используют для обработки древесины хвойных пород; ВК-10-ДСП и ДВП; ВК8, ВК6М-для обработки твердолиственных пород древесины и ДСтП.
Подготовка к работе рамных пил. Подготовка полотен рамных пил состоит из следующих операций: выявления и правка дефектов формы полотна; контроля напряженного состояния полна; вальцевание; заключительного контроля плоскостности и напреженного состояния полотна пилы.
Напряженное состояние полотна оценивают величиной стрелы прогиба ƒ пилы 3, изогнутой по окружности с R=1.75м.
Оптимальное ƒ зависит от размеров пилы и лежит в диапазоне 0.05…0.35м Вальцевание рамных пил предназначено для повышения жесткости и устойчивости пил в работе. В процессе работы рамная пила нагревается, особенно у зубчатого венца. Режущая кромка удлиняется, что приводит к потере пилой устойчивости и снижению точности распиловки. Только за счет натяжения пил не удается обеспечить необходимую жесткость пил из-за ограниченной прочности захватов и пильной рамки, воспринимающей силы натяжения всех пил постава. Среднюю часть полотна пилы прокатывают между бочкообразными роликами. В месте прокатки пила удлиняется и растягивается смежные невальцованные части полотна. В результате натяжения вальцованной пилы в пильной рамке в крайних частях пилы будет достаточные растягивающие напряжения при относительно небольших растягивающих усилиях. После вальцевания снова оценивают плоскостность и напряженное состоянии пилы, как ранее описано. При необходимости проводят дополнительные правку и вальцевания. Со стороны древесины силы резания, действуют в основном на зубья пилы: Рациональнее поэтому предавать большую жесткость части пилы, прилегающем к зубьям. Для этого перераспределяют напряжения по ширине полотна пилы путем эксцентрического приложения сил натяжения по отношению к оси полотна пилы. В случии смещения линии натяжения L(мм) называется абсолютным эксцентриситетом. Для пил разной ширине влияние одного и того же абсолютного эксцентриситете L различно. Поэтому для сравнения введено понятия относительно эксцентриситета і = L/а. При внецентренном растяжении эпюра напряжений имеет форму трапеций (иногда невыпуклой). Напряжение у зубьев Gmax = Gcp ( 1+6i ) – всегда растягивающие, Gmin = Gcp ( 1-6i ) ( где Gcp = Nэ/( aв ) ) могут быть любого знака. При этом, если Gmin сжимающие, могут возникнуть поперечные колебания и трение полотна о стенки пропила. Поэтому рекомендуется i = 0.1 или немного больше. Условия натяжения пилы, установленной в рамке с уклоном, ухудшаются, поэтому уклон желательно предавать рамке в целом и применять подачу за рабочий ход, не требующего большого уклона.
Выверка пил в пильной рамке заключается в проверке уклона, параллельности пил направлено подачи и направлению движению рамки.
Подготовка к работе ленточных пил. Подготовка полотен ленточных пил включает соединение концов ленты сваркой или пайкой, контроль напряженного состояния полотна, правку дефектов формы полотна, вальцевание, заключительный контроль состояния полотна. При сварке встык концов ленты производят обрезку и выравнивание концов, сварку отпуск и зачистку шва. Конца ленты при сварке обрезают под угол 90° к кромке пилы, зачищают и обезжиривают. При спайки концов ленты внахлестку производят разметку шва и обрезку концов, скашивание концов на клин ( снятие фасок ), зачистку фасок, спайку, закалку, отпуск и опиловку ( зачистку ) шва, толщина которого должна равняться толщине пилы или быть меньше нее на 0.1…0.2 мм. Местные дефекты ( выпучены, тугие и слабые участки ) и общие дефекты ( скручивание, покоробленность, крыловатость, продольная волнистость, непрямолинейность кромок, отгиб задней кромки полотна ) ленточных пил устраняют подобно дефектам рамных пил ( сначала общие, затем местные ). Напряженное состояние полотна ленточных пил контролируют по стреле прогиба на ширине ленты специальном шаблоне и по величине выпуклости задней кромки полотна. Оба показателя, диапазоны нормальных значений которых соответственно 0.1…0.23 мм и 0.05…0.1 мм, измеряют на каждом полотна. Если величина стрелы прогиба меньше нормативной, пилу вальцуют симметрично или на “конус”. Вальцевание симметричным способом применяют при выпуклых шкивах станка, когда необходимо удлинить среднюю часть пилы. Сначала вальцуют середину пилы, а затем, отступая 10…15 мм делают новые проходы, посменно уменьшая давление роликов. Заканчивая вальцевание в 15…20 мм от линии впадин и задней кромки. Вальцевание на “кону” производят при наклоне верхнего шкива во избежание сползания пилы. Заднюю кромку пилы удлиняют для компенсации ее более сильного натяжения. Вальцевание начинают в 15…20 мм от линии впадин и заканчивают в 10…12 мм от задней кромки, постепенно увеличивая давления роликов через каждые 10…15 мм. Ремонт полотен ленточных пил включает локализацию трещин, вырезку дефектных зон и подготовку отрезку вставок. Локализация производится сверлением отверстий Φ 2…2.5 мм в конце одиночных трещин, длина которых не более 15 мм и 10…15%ширина пилы. При наличии длинных одиночных трещин или групповых трещин ( 4…5 шт. не 400…500 мм длины ) и выломанных подряд 2 и более зубьев вырезают отрезок длинной не менее 500 мм, чтобы избежать затруднений при вставке. При установке пил в станок необходимо соблюдать следующие правила: 1. Режущая кромка пилы должна выступать за край шкива на высоту зуба. 2. Смещение ленты со шкивов предотвращают регулированием положения верхнего шкива наклоном ( вперед – назад ) и разворотам ( влево – вправо ). Угол наклона шкива вперед 0.2…0.3°. 3. Усилие натяжения пилы P(H), суммарное для обоих ветвей, устанавливают равным P = 2Gав, где G = 50…60МПа – напряжения растяжения a и в – ширина и толщина ленты (мм). 4. Зазор между направляющими устройствами и полотном пилы должен быть 0.1…0.15 мм. Соприкосновение пилы с направляющими допускаются только при выпиливании криволинейных деталей.
Подготовка к работе круглых плоских пил.
Подготовка к работе круглых плоских пил включает в себя оценку плоскостности и напряженного состояния полотна, правку полотна, проковку и вальцевание диска.
Превышение нормативов неплоскостности говорит о наличии дефектов полотна: общих (тарельчатость, крыловатость, изгиб по окружности) и местных (слабое или тугое место, выпучина, изгиб). Все дефекты исправляют правкой полотна с помощью проковочного полотна, наковальни и специальных картонных или кожаных прокладок.
При вальцевании среднюю часть пилы ослабляют за счет ее удлинения при прокатке между двумя роликами под давлением. В результате пила приобретает поперечную устойчивость зубчатого венца при работе. Вальцуют пилу обычно по одной окружности радиусом 0, 8 радиуса пилы без зубьев за 3…4 оборота. Сила прижима роликов при этом для новых непрокованных пил устанавливается в зависимости от диаметра и толщины пильного диска в диапазоне 15, 5…24, 0 кН для пил Æ 315…710 мм и толщиной 1, 8…3, 2 мм. Правильно провальцованная пила приобретает равномерную вогнутость (тарельчатость) порядка 0, 2…0, 6мм на расстоянии 10…15 мм от края центрального отверстия для диаметров пил соответственно 315…710 мм. После вальцевания проверяют плоскостность и правят полотно пилы. Проковка пил не механизирована, в отличие от вальцевания на специальных станках ПВ-5 или ПВ-20, и требует высокой квалификации рабочего. Она заключается в нанесении ударов проковочным молотком по центральной предварительно размеченной части пилы, лежащей на наковальне. Степень ослабления средней части пилы проверяют так же, как и при вальцевании, при тех же нормативах. Если средняя часть ослаблена недостаточно, проковку повторяют. При установке круглых пил соблюдают следующие условия: 1. 2. Оси вращения пилы и вала должны совпадать. Диаметр посадочного отверстия пилы не должен превышать диаметр вала более чем 0, 1…0, 2 мм. При большем зазоре посадочное отверстие растачивают и вставляют в него втулку. Более рационально применение фланцев с центрирующим конусом 7, поджимаемым пружиной 6. 3. Для надежной фиксации пилы зажимные фланцы 2 и 4 контактируют с ней только наружными ободками шириной 20…25 мм. Диаметр фланцев выбирают в зависимости от диаметра пилы. Во избежание разворачивания гайки в ходе работы ее резьба должна быть обратная направлению вращения вала. 4. При пилении вдоль волокон позади пилы в ее плоскости устанавливают расклинивающий нож. Для конических пил нож имеет форму клина, максимальная толщина которого на 3..4 мм больше толщины центральной части пилы. 5. Для пил диаметра более 400…500 мм устанавливают боковые направляющие из текстолита, фторопласта или др. антифрикционных материалов, ограничивающие отклонение пилы в осевом направлении. Зазор между пилой и направляющей зависит от диаметра пилы, его величина лежит в диапазоне от 0, 22 мм для пил Æ 125…200 до 0, 55 мм для пил Æ более 800 мм. 6. Выступ зубьев а1 над распиливаемым материалом не должна превышать 10…20 мм, если конструкция станка позволяет регулировать его величину.
Подготовка зубьев пил к работе. Подготовка к работе дисковых пил с пластинками из твердого сплава. В подготовку пил при работе входят насечка зубьев, измерение зубчатого венца, заточка и фуговка зубьев. Насечка зубьев выполняется на ручных (ПШ) или механических (ПШП-2) пилоштампах, когда требуется изменить профиль зуба, если на пиле сломаны 3 (всего) или 2 зуба подряд. Окончательная форма зубьев достигается на заточных станках. Уширение зубчатого венца (на сторону) зависит от породы и состояния распиливаемой древесины и лежит в диапазоне от 0, 3 мм для твердых пород до 1, 0…1, 3 мм для мягких пород при высокой влажности. У строгальных пил уширение пропила не требуется благодаря форме диска, сужающегося от периферии к центру. У твердосплавных пил уширение пропила достигается свесом пластинки твердого сплава. Все остальные пилы требуют периодического уширения зубчатого венца разводом или плющением. Развод зубьев – наиболее универсальный метод, применяемый для пил продольного и поперечного пиления с прямой и косой заточкой. Развод заключается в поочередном отгибании зубьев в левую и правую сторону на 1/3…1/2 высоты зуба от его величины. Разводить зубья пил можно как до, так и после заточки.
Плющение зубьев применяют для уширения зубчатого венца пил для продольной распиловке с прямой заточкой. К кончику зуба 1 со стороны передней грани прижимают плющильный валик 3, а с задней грани – упор-наковальню. 2. При повороте плющильного валика он внедряется в материал зуба пилы за счет плавного увеличения радиуса его рабочего участка. Кончик зуба упирается в обе стороны (I). Затем ему придают правильную форму формованием, обжимая его плашками (II) и затягивают (III). Двухстороннее уширение зуба обеспечивает симметричное действие сил при работе пилы, а поверхности пропила формируются каждым зубом. Качество пропила выше, устойчивость пилы большая. Плющеные зубья сохраняют достаточное уширение в течение 3…4 переточек. За счет большей устойчивости пилы с плющеными зубьями могут быть на 0, 2…0, 4 мм тоньше, допускают большую на 15…20% подачу на зуб и на 0, 1 мм меньше уширение зубчатого венца, чем пил с разведенными зубьями. Для плющения зубьев применяют полуавтомат для холодного плющения и формирования зубьев ПХФК8 (ПХФД) для диаметров пил до 800 мм, ручную плющилку ПКЦ, ручную формовку ФКЦ, приспособление для установки пилы при плющении и формовании. При наличии большого количества пил для продольной распиловки рационально использовать станки для плющения и формования зубьев в холодном и горячем (разогрев до 800…600 оС в поле ТВЧ) состоянии. Заточка зубьев пил абразивным кругом заключается в сошлифовывании с граней зубьев слоя металла, толщина которого достаточна для восстановления их остроты и правильной формы. За один проход сошлифовывают слой толщиной 0, 02…0, 05 мм, поэтому пилы затачивают за несколько проходов. При этом: 1. Все зубья после заточки должны иметь одинаковый профиль, шаг, высоту, углы и пр. 2. Вершины всех зубьев должны располагаться на одной прямой (рамные и ленточные) или окружности (круглые пилы). 3. Во избежание образования трещины в плоскости и облома зубьев дно впадин должно иметь плавное закругление. 4. Зубья пил не должны иметь заворотов, засинения кончиков и др. дефектов. 5. Заточенные зубья не должны блестеть на уголках, образованных пересечением кромок. Блеск указывает на недостаточную остроту зуба. Различают способы заточки по передней, по задней грани, по передней и задней граням. Заточка по передней грани допускает максимальное число переточек, но требует больше времени. Заточка по задней грани неэкономична в отношении расхода пил. Поэтому стальные пилы затачивают по пердней и задней граням. Имеются заточные станки для рамных, круглых, ленточных и дисковых с пластинками твердого сплава пил: ТчПР, ТчПК (ТчПД), ТчЛ и ТчПТ и другие. Фуговка зубьев пил – это процесс сошлифовывания металла с кончиков наиболее выступающих зубьев для выравнивания зубчатого венца по высоте и ширине. Это позволяет уменьшить глубину кинематических неровностей и обеспечить участие всех зубьев в формировании пропила. Фуговка бывает боковой и радиальной и осуществляется с помощью фуговальных брусков вручную и на заточном станке (статическая) или на валу круглопильного станка (динамическая). В результате на кончиках зубьев образуются фуговочные площадки. В их пределах задний угол равен 0, поэтому их размер не должен быть более 0, 3 мм, чтобы исключить большие силы трения. Алмазная заточка и доводка увеличивает стойкость инструмента в 2..3 раза и умешает расход твердых сплавов в 1, 5…2 раза.
Основную заточку ведут по задней грани 4, вспомогательную – по передней 3.Заточка по задней грани включает заточку по стальной части 1 зуба под углом a+6о, чистовую заточку по пластинке 2 под углом a+2о и доводку пластинки (части) под углом a. Заточка по передней грани (при необходимости) состоит из предварительной заточки по всей грани под углом g. Заточку ведут только по пластинке (a+2о) с припуском < = 0, 2 мм, доводку по фаске (a) припуск < =0, 05 мм.
Подготовка к работе ножей
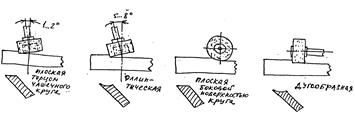
Заточка ножей с прямолинейным лезвием производится на специализированных станках. С задней грани затупленного ножа 5 сошлифовывается слой металла, достаточный для восстановления формы лезвия и рабочих граней. Движение резания осуществляется вращением шлифовального круга 6. Каретка 3 несет суппорт 2 и шлифовальную головку 1. Возвратно-поступательное движение подачи каретки со скоростью Uпр позволяет снять слой металла с ножа, закрепленного на столе 4. Для поступательного сошлифовывания слоев металла шлифовальной головке сообщается периодическое движение подачи врезания со скоростью Uпоп в направлении, перпендикулярном задней грани ножа. В зависимости от формы шлифовального круга и его положения относительно ножа различают четыре вида заточки, среди которых наибольшее применение имеют два первых. Существуют заточные станки, в которых продольное движение подачи со скоростью Uпр придается ножу. Доводка ножей производится после заточки вручную оселками или на заточном станке мелкозернистым кругом. Для ручной доводки используют оселки из электрокорунда или карбида кремния – высоко твердые (ВТ) или чрезвычайно твердые (ЧТ) на керамической основе. После заточки и доводки непрямолинейность режущей кромки должна ножей быть не более 0, 25 мм на 100 мм длины фрезерующих ножей и не более 0, 005 мм на 100 мм длины лущильных ножей. Острота лезвия должна быть такой, чтобы радиус затупления был не более 5…6 мкм.
Балансирование ножей выполняют для совпадения центра масс ножа с серединой его длины. Если комплектные ножи имеют одинаковую массу, а центры масс их находятся на разных расстояниях от торца ножевого вала, последний при вращении будет испытывать вибрации и перекосы. Уравновешивание ножей – попарная комплектная подгонка их по массе, - необходимо, чтобы при вращении ножевого вала не возникала неравномерная центробежная сила, которая может вызвать вибрацию вала и его изгиб. Для балансирования и уравновешивания ножей необходимы технические весы. Для тонких коротких ножей типа I к балансированию можно не прибегать. При установке ножей ножевой вал фиксируют стопорным устройством: ослабляют винты крепления ножей; вынимают затупившиеся ножи и клинья; очищают пазы корпуса и клинья от стружки; устанавливают заточенные ножи. Лезвие ножа должно выступать за кромку стружколомателя (губку ножевого вала или зажимного клина) не более чем на 0, 75…1, 0 мм (остальная величина 0, 5 мм). Зазор между ножами и губками не допускается. Допускается отклонение радиусов резания лезвий всех ножей, установленных в ножевом валу – 0, 04..0, 06 мм. Для обработки древесины со скоростями подачи выше 20 м/мин обязательна динамическая фуговка ножей с нормальной скоростью для выравнивания радиусов резания. Фугуют ножи абразивным кругом из белого электрокорунда на керамической связке. Uпрод=1…2 м/мин, поперечная подача на двойной ход 0, 001 мм. При заднем угле ножа 15о ширина фуговальной фаски не должна превышать 0, 15…0, 2 мм.
Подготовка к работе фрез, сверлильного И долбежного инструмента Подготовка к работе фрез всех типов заключается в балансировании, заточке и установке их в станок. Балансирование фрез может быть статическим и динамическим. Насадные фрезы обычно балансируют статически, без вращения с рабочей скоростью. Фрезу насаживают на горизонтальную оправку, более тяжелая ее часть оказывается внизу. Проверку делают 3…4 раза. Величину неуравновешенности (дисбаланс) устанавливают, прикрепляя к легкой части фрезы пластилиновые грузики. После уравновешивания грузики взвешивают. Дисбаланс определяют как произведение добавочной массы на радиус ее прикрепления. Для фрез Æ 120…180 мм допускается дисбаланс до 3…5 (г*см). Фрезу уравновешивают удалением металла с тяжелой ее части в нерабочей зоне. Динамическая балансировка осуществляется на специальных станках и позволяет уравновесить не только силы, но и моменты с высокой сочностью (до 1г*см), что особенно важно для длинных инструментов. Балансирование выполняют на станке ДБ-10. При закалке фрез должна обеспечиваться неизменность профиля обработки, углов резания и равенство радиусов зубьев. Несущие цельные и составные затылованные фрезы затачивают по передней грани с сохранением величины переднего угла g. Насадные цельные и составные незатылованные фрезы с прямым затылком затачивают по передней и задней граням. Заточка передней грани должна обеспечить неизменность заднего угла a. Ножи сборных фрез насадных затачивают укрепленными в корпусе фрезы или отдельно. Фасонные профили ножей затягивают вручную или на универсальном оборудовании. Боковые режущие кромки концевых фрез затачивают по передней грани (с внутренней стороны) с сохранением величины g. Торцевые режущие кромки затачивают по задней грани при неизменной величине a с учетом поднутрения торцовой поверхности фрезы к центру на 1…2о. Для заточки фрез используют универсальные и специализированные станки: 3А64М, 3А64Д, 3Б642, 3В642 и ТиФ, ТиФТ, ТиФК. Наиболее простой способ установки фрез – непосредственно на шпинделе с зажимом гайкой, направление резьбы которой противоположно направлению вращения шпинделя. Для установки концевых фрез на шпиндель используют патроны. Затылованные фрезы закрепляют хвостовиком в цанговом патроне. Однорезцовые незатылованные фрезы закрепляют в специальных патронах винтом. Сверла с направляющим центром и подрезателями затачивают с задней стороны основных лезвий, с внутренней стороны подрезателей и по граням пирамиды центра. Сверло должно иметь центр с симметричными гранями и осью пирамиды, совпадающей с осью сверла, основные лезвия, расположенные на одном уровне и подрезатели одинаковой формы. При конической заточке сверл обе режущие кромки должны иметь одинаковые длину, углы наклона к оси сверла и задний (15…25о). Средняя часть поперечного ребра (перемычка) сверла должна совпадать с осью его вращения, длина перемычки не должна быть более 1, 5…2 мм. Отклонения углов сверла от номинальных значений допустимы в пределах 1о. Для заточки сверл используют заточной станок 3Б633, универсальный заточной станок 3А64, приспособления, контрольные шаблоны для проверки правильности заточки. Зубья фрезерных цепочек затягивают по передней грани с сохранением переднего угла g=15…20о. Допустимое отклонение угловых параметров ±1о. Впадины зубьев закругляются с r=1, 5 мм. Зубья после заточки доводятся. Допустимые отклонения по шагу звеньев и по высоте зубьев ±0, 1 мм. Затягивают зубья на станке ТчФК. Среднее усилие натяжения после установки фрезерной цепочки в головке цепнодолбежного станка – 100 Н. Этой силе натяжения соответствует стрела прогиба цепочки 6 мм при оттягивании ее от направляющей линейки в середине длины с силой 20 Н.
Двигательные механизмы Электрический привод включает электродвигатель, аппаратуру управления и передаточные элементы, связывающие электродвигатель с передаточным механизмом, а при отсутствии последнего – непосредственно с рабочими органами машины. Электродвигатель – универсальный механизм, поэтому его применяют во всех функциональных механизмах (главного движения, подачи и др.), и компактный, поэтому его можно устанавливать вблизи рабочих органов. Электрический привод может быть нерегулируемым – с постоянной скоростью передаваемого движения и регулируемым. Основной частью нерегулируемого электропривода являются асинхронные электродвигатели трехфазного тока. Регулируемый электропривод применяется в деревообрабатывающем оборудовании преимущественно в механизмах подачи. По характеру регулирования они подразделяются на приводы со ступенчатым и бесступенчатым изменением скорости. При работе приводов механизмов подачи и вспомогательных устройств требуется снижение частоты вращения выходного вала по сравнению с частотой вращения вала электродвигателя. В этом случае двигатели заменяют моторами-редукторами, а для регулируемого по скорости привода используют моторы-вариаторы-редукторы. Эти приводы компактны и удобны в эксплуатации. Моторы-редукторы компонуются из стандартных фланцевых электродвигателей и редукторов на лапах или с фланцем, которые могут быть цилиндрического, планетарного или волнового типов. Моторы-вариаторы-редукторы включают еще дополнительное промежуточное звено – клиноременный вариатор, что позволяет регулировать величину скорости. Гидравлический привод обладает рядом достоинств: малые габариты и масса гидроагрегатов, возможность передавать большие усилия и моменты, высокое быстродействие, бесступенчатость и широкий диапазон регулирования скоростей. В гидроприводах в качестве рабочей жидкости применяются минеральные масла индустриальное или турбинное, а также синтетические. В состав гидропривода входят насосы, устройства подготовки и передачи масла, распределительная и контрольно-регулирующая аппаратура, исполнительные механизмы (гидродвигатели). В деревообрабатывающем оборудовании применяют в основном нерегулируемые гидравлические насосы постоянной производительности: шестеренные, лопастные и плунжерные. Иногда для повышения производительности машины применяют комбинированный привод с двумя насосами разной характеристики. В этом случае сочетается работа насоса высокой производительности и небольшого давления для выполнения быстрого холостого хода и насоса малой производительности, но большого давления – для выполнения рабочего хода. Устройства подготовки масла включают гидробаки; фильтры – для очистки масла от загрязнения; магнитные улавливатели – для удаления из масла металлических частиц; охладители масла – для водяного охлаждения или обдува; аккумуляторы – для снижения производительности насоса при чередующихся циклах большого и малого расходов масла. В гидросистемах оборудования масло подается по стальным трубам или гибким шлангам. Распределительная аппаратура предназначена для направления масла к соответствующим узлам машины и отвода его в резервуар. К ней относятся клапаны (обратные, предохранительные), гидрораспределители (напорные, реверсивные) и др. Популярное:
|
Последнее изменение этой страницы: 2016-04-11; Просмотров: 847; Нарушение авторского права страницы
 Дефекты формы полотна выявляют прикладыванием контрольной линейки к поверхности пилы, уложенной на поверочную плиту. Зазор между линейкой и полотном не должен превышать 0.15мм. Правка пилы заключается в исправлении местных дефектов полотна –выпучен, тугих и слабых мест, изгиба, - ударами проковочного молотка по определенным точкам пилы, уложенной на наковальню.
Дефекты формы полотна выявляют прикладыванием контрольной линейки к поверхности пилы, уложенной на поверочную плиту. Зазор между линейкой и полотном не должен превышать 0.15мм. Правка пилы заключается в исправлении местных дефектов полотна –выпучен, тугих и слабых мест, изгиба, - ударами проковочного молотка по определенным точкам пилы, уложенной на наковальню. Стрелу прогиба в поперечном сечении поверочной линейкой и щупами или специальной линейкой 1 с индикаторами 2. ƒ определяют как среднее арифметическое двух замеров при положении пилы одной, а замен другой стороной вверх.
Стрелу прогиба в поперечном сечении поверочной линейкой и щупами или специальной линейкой 1 с индикаторами 2. ƒ определяют как среднее арифметическое двух замеров при положении пилы одной, а замен другой стороной вверх.
 Плоскостность диска оценивают по двум показаниям: по прямолинейности диска в различных сечениях и по торцовому (осевому) биению. Предельно допустимые отклонения от прямолинейности зависят от диаметра пилы: 0, 1 мм для Æ до 200 мм; 0, 6 для Æ 1600 мм. Для определения торцового биения пилу устанавливают на горизонтальный вал специального приспособления. Биение измеряют индикатором, перпендикулярно диску на расстоянии 5 мм от окружности впадин при медленном вращении пилы и вала. Допускается торцовое биение от 0, 15 мм для Æ не более 200 мм до 0, 6 мм для Æ 1600 мм.
Плоскостность диска оценивают по двум показаниям: по прямолинейности диска в различных сечениях и по торцовому (осевому) биению. Предельно допустимые отклонения от прямолинейности зависят от диаметра пилы: 0, 1 мм для Æ до 200 мм; 0, 6 для Æ 1600 мм. Для определения торцового биения пилу устанавливают на горизонтальный вал специального приспособления. Биение измеряют индикатором, перпендикулярно диску на расстоянии 5 мм от окружности впадин при медленном вращении пилы и вала. Допускается торцовое биение от 0, 15 мм для Æ не более 200 мм до 0, 6 мм для Æ 1600 мм. Оценку напряженного состояния диска пилы производят по величине прогиба пилы под действием собственной массы. Пилу поочередно обеими сторонами укладывают на три опоры, отстоящие на равном расстоянии друг от друга и на расстояние 5 мм от окружности впадин зубьев. Прогиб пилы измеряют индикатором часового типа или проверочной линейкой с набором щупов в трех точках на окружности радиусом 50 мм и подсчитывают среднюю величину. Если она не соответствует нормативной, диск пилы проковывают или вальцуют.
Оценку напряженного состояния диска пилы производят по величине прогиба пилы под действием собственной массы. Пилу поочередно обеими сторонами укладывают на три опоры, отстоящие на равном расстоянии друг от друга и на расстояние 5 мм от окружности впадин зубьев. Прогиб пилы измеряют индикатором часового типа или проверочной линейкой с набором щупов в трех точках на окружности радиусом 50 мм и подсчитывают среднюю величину. Если она не соответствует нормативной, диск пилы проковывают или вальцуют. Плоскость пилы должна быть перпендикулярна оси вала 3, торцовое биение коренного фланца 2 не должно превышать 0, 03 мм на радиусе 50 мм.
Плоскость пилы должна быть перпендикулярна оси вала 3, торцовое биение коренного фланца 2 не должно превышать 0, 03 мм на радиусе 50 мм.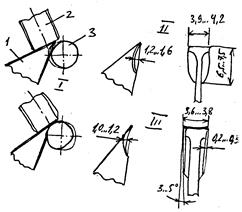 Для развода зубьев используют станки РПК8, РП8 (для Æ пил до 800 мм), ручные разводки ПИ-39, тиски для зажима пил при разводе индикаторные разводомеры и шаблоны для контроля точности развода. Достоинства развода зубьев пил состоят в относительной простоте и универсальности. Недостатки – в том, что каждая ячейка пропила формируется только половиной зубьев и в том, что на каждый зуб действует не уравновешенная сила, что снижает устойчивость пилы в пропиле.
Для развода зубьев используют станки РПК8, РП8 (для Æ пил до 800 мм), ручные разводки ПИ-39, тиски для зажима пил при разводе индикаторные разводомеры и шаблоны для контроля точности развода. Достоинства развода зубьев пил состоят в относительной простоте и универсальности. Недостатки – в том, что каждая ячейка пропила формируется только половиной зубьев и в том, что на каждый зуб действует не уравновешенная сила, что снижает устойчивость пилы в пропиле. Основные операции подготовки дисковых пил с пластинами твердого сплава: фрезерование гнезд под пластинки твердого сплава, припайка твердосплавных пластинок, заточка и доводка зубьев. Используют серебряные или медно-цинковые припои в виде тонкой проволоки и флюс прокаленную обезвоженную буру в виде мелкого порошка. Нагрев при пайке - электроконтактный; в поле ТВЧ; газовой горелкой; ацетиленокислородным пламенем. Заточку и доводку выполняют абразивными (карборундовыми) или алмазными кругами; а также комбинированно грубую заточку – абразивными кругами, а чистовую заточку и доводку – алмазными.
Основные операции подготовки дисковых пил с пластинами твердого сплава: фрезерование гнезд под пластинки твердого сплава, припайка твердосплавных пластинок, заточка и доводка зубьев. Используют серебряные или медно-цинковые припои в виде тонкой проволоки и флюс прокаленную обезвоженную буру в виде мелкого порошка. Нагрев при пайке - электроконтактный; в поле ТВЧ; газовой горелкой; ацетиленокислородным пламенем. Заточку и доводку выполняют абразивными (карборундовыми) или алмазными кругами; а также комбинированно грубую заточку – абразивными кругами, а чистовую заточку и доводку – алмазными. Основные операции при подготовке ножей к работе – заточка и установка в станок. Ножи для фрезерования, кроме того, балансируют и уравновешивают, а после установки в ножевой вал или головку – фугуют.
Основные операции при подготовке ножей к работе – заточка и установка в станок. Ножи для фрезерования, кроме того, балансируют и уравновешивают, а после установки в ножевой вал или головку – фугуют.