|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Функциональные сборочные единицы и механизмы деревообрабатывающего оборудования
Для осуществления движений в рабочих машинах существует три вида механизмов: двигательные, передаточные и исполнительные. Двигательный механизм в виде электро-, гидро-, пневмо- или другого привода снабжает двигательной энергией рабочую машину. Передаточный механизм служит для передачи энергии от двигательного механизма к исполнительному с помощью механических, гидравлических, пневматических или других передач. Исполнительный механизм осуществляет перемещение тех элементов машины, которые выполняют основные и вспомогательные движения, необходимые для выполнения рабочего процесса. Кроме того, современная машина имеет еще ряд механизмов потока информации, осуществляющих управление, контроль или регулирование процесса. Они либо управляются человеком, либо работают без его участия (автоматические машины). В машину входят также самостоятельные элементы: станина, устройства безопасности, опорные элементы и т. д. Совместно с рассмотренными выше механизмами они образуют так называемые функциональные механизмы и сборочные единицы машин, основными из которых являются: механизмы резания, подачи, базирования, вспомогательных движений, двигательные, передаточные, регулирующие и безопасности. Двигательные механизмы Электрический привод включает электродвигатель, аппаратуру управления и передаточные элементы, связывающие электродвигатель с передаточным механизмом, а при отсутствии последнего – непосредственно с рабочими органами машины. Электродвигатель – универсальный механизм, поэтому его применяют во всех функциональных механизмах (главного движения, подачи и др.), и компактный, поэтому его можно устанавливать вблизи рабочих органов. Электрический привод может быть нерегулируемым – с постоянной скоростью передаваемого движения и регулируемым. Основной частью нерегулируемого электропривода являются асинхронные электродвигатели трехфазного тока. Регулируемый электропривод применяется в деревообрабатывающем оборудовании преимущественно в механизмах подачи. По характеру регулирования они подразделяются на приводы со ступенчатым и бесступенчатым изменением скорости. При работе приводов механизмов подачи и вспомогательных устройств требуется снижение частоты вращения выходного вала по сравнению с частотой вращения вала электродвигателя. В этом случае двигатели заменяют моторами-редукторами, а для регулируемого по скорости привода используют моторы-вариаторы-редукторы. Эти приводы компактны и удобны в эксплуатации. Моторы-редукторы компонуются из стандартных фланцевых электродвигателей и редукторов на лапах или с фланцем, которые могут быть цилиндрического, планетарного или волнового типов. Моторы-вариаторы-редукторы включают еще дополнительное промежуточное звено – клиноременный вариатор, что позволяет регулировать величину скорости. Гидравлический привод обладает рядом достоинств: малые габариты и масса гидроагрегатов, возможность передавать большие усилия и моменты, высокое быстродействие, бесступенчатость и широкий диапазон регулирования скоростей. В гидроприводах в качестве рабочей жидкости применяются минеральные масла индустриальное или турбинное, а также синтетические. В состав гидропривода входят насосы, устройства подготовки и передачи масла, распределительная и контрольно-регулирующая аппаратура, исполнительные механизмы (гидродвигатели). В деревообрабатывающем оборудовании применяют в основном нерегулируемые гидравлические насосы постоянной производительности: шестеренные, лопастные и плунжерные. Иногда для повышения производительности машины применяют комбинированный привод с двумя насосами разной характеристики. В этом случае сочетается работа насоса высокой производительности и небольшого давления для выполнения быстрого холостого хода и насоса малой производительности, но большого давления – для выполнения рабочего хода. Устройства подготовки масла включают гидробаки; фильтры – для очистки масла от загрязнения; магнитные улавливатели – для удаления из масла металлических частиц; охладители масла – для водяного охлаждения или обдува; аккумуляторы – для снижения производительности насоса при чередующихся циклах большого и малого расходов масла. В гидросистемах оборудования масло подается по стальным трубам или гибким шлангам. Распределительная аппаратура предназначена для направления масла к соответствующим узлам машины и отвода его в резервуар. К ней относятся клапаны (обратные, предохранительные), гидрораспределители (напорные, реверсивные) и др. Регулирующая аппаратура служит для регулирования давления, числа и скорости потоков масла и выдержки времени срабатывания отдельных механизмов. Наиболее распространены редукционные клапаны и дроссели. Гидродвигатели – это машины для преобразования энергии потока жидкости в механическую энергию вращательного или поступательного движения рабочего органа. Гидродвигатели с неограниченным ходом называют гидромоторами, а с ограниченным ходом – гидроцилиндрами. Первые предназначены для придания рабочему органу вращательного движения. Они могут быть низкомоментными (быстроходными) и высокомоментными (тихоходными). Быстроходные гидромоторы характеризуются малым отношением крутящего момента Мкр и частоты вращения n Мкр/n = 0, 001...1 Н·м/мин–1. Для тихоходных это отношение достигает 20000 Н·м/мин–1. В гидроприводах вращательного движения поворотных устройств агрегатных станков и автоматических линий, а также в приводах вращения ходовых винтов силовых узлов применяют шестеренные МНШ, аксиально-поршневые Г 15–2 и аксиально-радиальные МР–Ф гидромоторы. Для преобразования энергии потока жидкости в механическую энергию возвратно-поступательного или возвратно-поворотного движения выходного звена применяют силовые гидроцилиндры в качестве двигателей ограниченного хода.
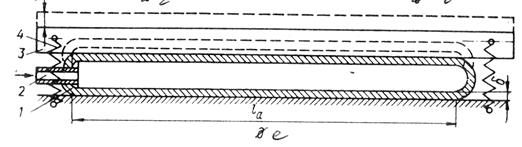
Рис. Конструкция гидроцилиндров: а, б, в, г, е, з – двустороннего действия; д, ж – одностороннего действия; и – диафрагменный одностороннего действия Гидроцилиндры (рис) могут быть одно- и двустороннего действия. У гидроцилиндров двустороннего действия с односторонним штоком или различными по площади поперечного сечения штоками движения в противоположных направлениях будут осуществляться с различными скоростями. При небольших перемещениях, но с большими усилиями, применяют мембранные (диафрагменные) гидроцилиндры (рис. и). В гидросистемах деревообрабатывающих станков гидронасосы создают давление до 6, 5 МПа, а в системах гидравлических прессов до 40 МПа. Для обеспечения равномерности хода поршня в штоковой полости цилиндра создают давление 0, 3...0, 5 МПа дросселированием или установкой подпорного клапана на сливной части. Пневматический привод получил в деревообрабатывающем оборудовании широкое распространение благодаря простоте конструкций, быстродействию, высокой надежности и долговечности, пожаро- и взрывобезопасности. Пневмопривод обычно состоит из следующих элементов: источника сжатого воздуха, узла подготовки воздуха, воздухопроводов, распределительных и исполнительных (пневмодвигателей) устройств. Источник сжатого воздуха преобразует механическую работу в потенциальную энергию сжатого воздуха до давления 0, 4…1, 0 МПа. В деревообработке в качестве источника сжатого воздуха используются поршневые компрессорные установки. Для нормальной работы элементов пневмомеханизмов сжатый воздух должен быть очищен от механических частиц и влаги. Это осуществляется в узле подготовки воздуха, состоящем из фильтра-влагоотделителя, редукционного клапана и маслораспылителя. Воздухопроводы осуществляют подвод сжатого воздуха от компрессорной установки к пневмодвигателям. В качестве воздухопроводов применяют резиновые и пластмассовые гибкие шланги, стальные и латунные трубы. Распределительные устройства предназначены для переключения потоков воздуха из магистрали к пневмодвигателям и от них в атмосферу. Управляющие устройства через распределительные устройства обеспечивают нужную последовательность срабатывания пневмоприводов в соответствии с заданными условиями работы. В конструкциях деревообрабатывающих станков наиболее широко применяются поршневые и диафрагменные пневматические двигатели. Поршневые пневмодвигатели имеют цилиндр, шток и поршень, но конструкция несколько проще, чем гидравлических двигателей, так как меньше рабочее давление в системе. Поршневые пневматические двигатели (пневмоцилиндры) наиболее распространены. По конструкции они аналогичны гидравлическим рабочим цилиндрам, но в связи с меньшим давлением воздуха имеют более простые уплотнительные устройства.
Типовой пневмопривод изображен на рис. Поршень 1 перемещается в рабочем цилиндре 2 под действием сжатого воздуха, поступающего попеременно в обе полости цилиндра из магистрали через распределитель 6. В конце хода заданной величины, что определяется положением выключателей, кулачок 3 штока нажимает на рычаг одного из выключателей 4 или 5 системы управления распределителя. В положении, изображенном на рис. 29.4 поршень перемещается вправо, приводя в рабочее положение выключатель 5. Когда он займет крайнее правое положение, переключится выключатель 4. Сигнал в виде давления сжатого воздуха поступит на вход распределителя 6, и золотник переместится в правое положение. Сжатый воздух из магистрали через распределитель поступит в правую полость цилиндра 2, и поршень 1 переместится влево. В конце обратного хода кулачок на штоке нажмет на конечный выключатель 5, золотник переключится, и цикл повторится. Для передачи движений с небольшим ходом (10...30 мм) в пневматических системах вместо двигателей-цилиндров применяют пневматические диафрагменные двигатели, отличающиеся от цилиндров простотой устройства и отсутствием утечки воздуха. Диафрагменный двигатель имеет разъемный корпус, состоящий из двух частей. Внутри корпуса расположена эластичная (обычно резиновая) диафрагма с пружинами, расположенными соосно со штоком и зажимаемыми между частью корпуса и шайбой штока. Во внештоковой полости корпуса имеется патрубок для подвода и отвода сжатого воздуха. При подаче в полость сжатого воздуха диафрагма выпрямляется и перемещает шток. Обратный ход штока при снятии давления совершается под действием пружин. Роторные двигатели применяются в качестве привода легких шпинделей, в том числе особо быстроходных (например, сверлильных малого диаметра).
Камерные пневматические двигатели представляют собой эластичную удлиненную камеру 1 (рис.), часто изготовляемую из прорезиненного шланга, в которую подводится сжатый воздух через патрубок 2. При повышении давления размеры камеры увеличиваются, в результате чего брусок 3 перемещается на величину S. Камерные двигатели, как и диафрагменные, одностороннего действия. После снятия давления подвижная деталь возвращается в исходное положение под действием пружин 4. В тех случаях, когда необходима стабилизация скорости перемещения рабочего органа машины, применяют комбинированные пневмогидравлические механизмы, в которых энергоносителем служит сжатый воздух, а гидравлическое устройство применяется для стабилизации и регулирования скорости движения. Механизмы главного движения Механизмами главного движения называются рабочие органы машины, осуществляющие главное движение обрабатывающего органа или заготовки для достижения требуемого технологического результата. В большинство механизмов главного движения входит инструмент, реже главное движение придается заготовке (например, в лущильных, токарных и строгальных станках). Механизмы главного движения разделяются на три группы: вращательного, поступательного и возвратно-поступательного движения. Механизмы вращательного движения различают следующие: рабочие валы, шпиндели, центры и патроны. Рабочими называются валы, между опорами которых монтируют режущий инструмент. Они могут быть цельными и составными. Для ужесточения и повышения виброустойчивости валов большой протяженности, вращающихся с высокой частотой, их, как правило, устанавливают на станину неподвижно, реже с однокоординатной настройкой по вертикали. Распространено крепление режущего инструмента на консольной части вала. Такие устройства называются шпинделями. Они меньших размеров, чем рабочие валы и, как правило, имеют настроечные перемещения по двум (трем) координатным осям. Часто они бывают наклонными. Частота вращения шпинделей – 3000…10000 мин–1 и выше. Вместе с опорами они образуют шпиндельный узел. Шпиндели могут приводиться в движение непосредственно от двигателей, через ременную передачу и через сложную кинематическую цепь. В первом случае двигатель с режущим инструментом устанавливается на суппорте, который имеет двух- или трехкоординатную настройку. Большую группу составляют шпиндели, приводимые во вращение через ременную передачу. Они могут быть составными, цельными, полыми и телескопическими. Для получения изделий цилиндрической формы применяют полые шпиндели, устанавливаемые на круглопалочных станках. Для перемещения режущего инструмента в процессе работы вдоль оси вращения применяют составные шпиндели с телескопическим соединением. Некоторые механизмы вращательного движения приводят во вращение не инструмент, а заготовку. Примерами таких механизмов являются центры и патроны токарного станка.
Механизмы поступательного движения. Отличительным признаком этих механизмов является наличие гибкого удлиненного инструмента, надетого на два и более шкивов. Он представлен в ленточнопильных, ленточношлифовальных, цепно-фрезерных и некоторых других станках. В машинах с двумя шкивами один шкив приводной, второй – натяжной. Кроме того, натяжной шкив имеет ряд регулировочных и вспомогательных движений, позволяющих регулировать положение ленты. Механизмы резания ленточных шлифовальных станков могут быть выполнены с двумя или с тремя шкивами. Механизм с тремя шкивами характерен для широколенточных шлифовальных станков (рис. а). Обрезиненные вальцы 1 и 7 приводятся во вращение от одного электродвигателя через ременную передачу 5. Валец 3 создает натяжение шлифовальной ленты 2 с помощью пружинного или пневматического устройства 4. Для осуществления процесса шлифования рабочая поверхность шлифовальной ленты под действием утюжка 6 прижимается к верхней поверхности перемещаемой заготовки 8.
На узколенточных шлифовальных станках (рис. б) механизм резания состоит из двух шкивов: ведущего 1 и ведомого 2, которые объединены шлифовальной лентой 5. Ведущий шкив получает вращение от электродвигателя 6, а ведомый шкив, установленный на суппорте 3, может перемещаться при вращении маховика 4 для натяжения ленты. Во всех механизмах резания с поступательным перемещением режущего инструмента скорость главного движения зависит от частоты вращения ведущего шкива (вальца) и его диаметра. Механизмы возвратно-поступательного движения. Характерное отличие этих механизмов – переменная скорость движения, причем в зависимости от вида привода изменение скорости может быть неравномерным на протяжении всего хода (кривошипно-шатунная схема) или только в периоды реверсирования (например, реечный привод). Второй отличительный признак этих механизмов – наличие значительных инерционных сил и их неуравновешенность, для снижения которой требуются специальные расчеты и конструктивные решения. Механизмы с кривошипно-шатунным приводом делятся на механизмы с пильной рамкой и суппортом (рис). Пильные рамки представляют собой рамную конструкцию, внутри которой натянут инструмент (чаще всего полосовые пилы), приводимую в движение кривошипно-шатунным механизмом.
Суппорты механизмов с возвратно-поступательным движением служат для перемещения инструмента (горизонтальный строгальный станок), см. рис. или заготовки (вертикальный строгальный станок). Суппорт 2, приводимый от кривошипно-шатунного механизма 3, перемещается по направляющим 1 станины. На суппорте закреплены нож и прижимная линейка. Для улучшения условий строгания нож суппорта или заготовка расположены под углом по отношению к направлению движения резания. Механизмы с реверсированием имеют рабочий цикл, состоящий из рабочего хода с постоянной скоростью vр.х, холостого хода со скоростью vх.x и двух периодов реверсирования в конце и начале хода. Например, в горизонтальном строгальном станке (см. рис. в) такой механизм имеет суппорт 2 с режущим инструментом, который приводится в движение реечным механизмом 4 по направляющим 1. Механизмы подачи Механизмами подачи называются устройства машин, осуществляющие движение подачи, т. е. движение, необходимое для повторения главного движения. В современных машинах используются механизмы, придающие движение подачи инструменту или заготовке. Все механизмы подачи делятся на две группы: с жесткой и фрикционной связью. Механизмы подачи с жесткой связью. Связь между подающими органами и объектом перемещения обеспечивает строго определенное (без проскальзывания) перемещение этого объекта. Заготовка проталкивается по установочным поверхностям (подвижное базирование) или подача осуществляется специальными устройствами с закрепленными в них заготовкой или инструментом (неподвижное базирование). Перемещение осуществляется с помощью цепной, зубчато-реечной, винтовой и других передач, а также гидравлических и пневматических устройств. По характеру движения различают три вида механизмов подачи: с непрерывным или возвратно-поступательным движением и шаговые. При этом заготовка может перемещаться по прямолинейной или криволинейной (в большинстве случаев по дуге окружности) траектории. Механизмы непрерывного движения. Для прямолинейного перемещения заготовок наибольшее распространение получили конвейеры с упорами или зажимами. Реже применяется вальцовый механизм с шипами. Его используют, например, на участках четырехсторонней обработки брусковых деталей, где обрабатывают заготовки малых размеров и вальцовый механизм не может развить достаточное усилие подачи. Шипы, расположенные на образующей вальца, внедряются в древесину, за счет чего исключается вероятность проскальзывания. В отличие от использования рифленых вальцов не происходит смятия поверхностного слоя древесины. Механизмы непрерывного движения заготовок по окружности бывают карусельные и барабанные. И те и другие перемещают заготовки по окружности. Механизмы возвратно-поступательного движения могут перемещать инструмент (суппорты, шарнирно-рычажные системы) или заготовку (столы, каретки). Суппорты имеют, как правило, многокоординатную настройку и прямолинейное перемещение от пневмо- или гидроцилиндра. Они широко применяются в сверлильно-присадочных станках, линиях агрегатной обработки и другом оборудовании. Шарнирно-рычажные механизмы подачи обеспечивают прямолинейное и криволинейное движение подачи. В первом случае они выполнены в виде многозвенных шарнирных устройств с прямилами, обеспечивающими прямолинейную траекторию режущего инструмента (торцовочные, сверлильно-фрезерные станки). В механизмах криволинейного движения подачи режущий инструмент закрепляется на конце рычага, качающегося на оси. В зависимости от положения оси качения различают маятниковые механизмы (закреплен один конец рычага) и балансирные (рычаг закреплен посередине). Для перемещений заготовки на значительные расстояния в качестве механизма подачи используют каретку. Например, в шипорезном станке каретка с закрепленными на столе заготовками перемещается по направляющим качения длиной до 1, 5 м и последовательно обрабатывается пилой, шипорезными и проушечными головками. Шаговые механизмы предназначены для периодического перемещения заготовок во время их обработки. В простейшем случае, когда не предъявляется высоких требований к базированию заготовок в направлении их перемещений (например, при проходных операциях), применяют штанговые механизмы с шарнирными упорами. Привод осуществляется от гидроцилиндра, присоединяемого через систему зубчатых передач. Механизмы подачи с фрикционной связью. В механизмах подачи с фрикционной связью органы подачи (вращающиеся вальцы или движущиеся конвейеры) перемещают заготовки за счет сил сцепления поверхностей древесины и органов подачи. Этот вид подачи является специфическим для деревообрабатывающего оборудования и характеризуется тем, что заготовка может проскальзывать относительно тягового органа в зависимости от сил сопротивления подачи, конструкции тягового органа и т. д. Различают механизмы с непрерывным движением и шаговые. Механизмы с непрерывным движением наиболее распространены в деревообрабатывающем оборудовании. Это объясняется тем, что в технологии изделий из древесины широко используется проходной способ обработки, а наиболее простую и эффективную подачу при таком способе обеспечивают вальцовые, гусеничные и вальцово-гусеничные механизмы фрикционного типа. Фрикционные конвейерные тяговые органы представляют собой металлические плоские рифленые звенья, связанные в бесконечную цепь, или гибкие плоские бесконечные конвейерные ленты с поверхностью из фрикционного материала. Заготовки базируются на движущемся конвейере и прижаты к нему подпружиненным роликом Вальцовый механизм подачи состоит из нескольких (1...12) нижних и верхних вальцов, которые могут быть гладкими, рифлеными или обрезиненными, цельными или секционными. При использовании секционных вальцов можно пропускать одновременно несколько разнотолщинных заготовок по ширине. Прижим вальцов может быть пружинный или пневматический. Гусеничные и вальцово-гусеничные механизмы имеют перед вальцовыми следующие преимущества: более равномерный прижим обрабатываемой детали на большой площади, что снижает давление, благодаря чему даже рифленые звенья гусеницы не оставляют заметного отпечатка на материале; снижение возможности поперечных смещений материала, в результате чего достигается прямолинейность обработки. Основной недостаток гусеничной подачи – сравнительно быстрый износ направляющих.
В простейшем механизме подачи гусеница расположена над столом, по которому она перемещает заготовки. Для создания необходимого тягового усилия и компенсации разницы толщины деталей гусеница или ее звенья должны быть подпружинены. Иногда для облегчения движения заготовки нижние ролики делают гладкими. На рис. в гусеница расположена снизу, тяговое усилие обеспечивается верхними прижимными вальцами. В вальцово-гусеничных механизмах подачи для увеличения тягового усилия верхние прижимные вальцы выполнены приводными. На рис. б представлена схема с двумя гусеницами для станков, обрабатывающих очень короткие или тонкие детали, листовой материал, или для станков с особыми условиями базирования заготовок. Шаговые вальцовые механизмы применяются в лесопильных рамах с толчковой подачей. Базирующие устройства Базированием называется процесс ориентирования обрабатываемой заготовки относительно определенных, называемых установочными, поверхностей машины для обеспечения необходимого расположения заготовки при обработке. Заготовки базируются относительно главного обрабатывающего органа с помощью технологических баз заготовки по установочным поверхностям базирующих элементов машины. Технологической базой называют совокупность поверхностей, линий или точек заготовки, по отношению к которым ориентируются поверхности детали при обработке. Базирующими элементами машины называют её устройства, предназначенные для базирования заготовок. Ими могут быть столы, каретки, суппорты, направляющие линейки, угольники, упоры и другие устройства. Установочными поверхностями базирующих элементов машины называют поверхности I для базирования заготовки, соприкасающиеся с ее технологической базой II (рис. а).
Для ориентирования тела в пространстве необходимо лишить его шести степеней свободы: трех поступательных перемещений вдоль осей координат X, Y, Z и трех вращений вокруг этих же осей (рис. б). Прямоугольные заготовки ориентируют с помощью трех установочных поверхностей – главной, направляющей и упорной (рис. в). Нижняя поверхность А заготовки, несущая три базирующие точки 1, 2, 3, соприкасается с главной установочной поверхностью и называется главной базирующей поверхностью. Обычно это поверхность с наибольшими габаритными размерами, т. е. пласть призматической заготовки. Боковая поверхность B заготовки, несущая две базирующие точки 4 и 5, соприкасается с направляющей установочной поверхностью и называется направляющей базирующей поверхностью. В качестве нее выбирается поверхность, отличающаяся наибольшей протяженностью, обычно одна из кромок призматического тела. Торцевую поверхность С заготовки с опорной точкой 6, соприкасающуюся с упорной установочной поверхностью, называют упорной базирующей поверхностью. Цилиндрическое тело ориентируют с помощью трех установочных поверхностей – центрирующей и двух упорных. Цилиндрические тела большой протяженности базируют двумя способами: 1) цилиндрическая поверхность (рис. г), несущая четыре опорные точки 1, 2, 3, 4, соприкасается с центрирующими установочными поверхностями; 2) две противоположные торцовые поверхности заготовок (рис. д) соприкасаются с упорными установочными поверхностями (центрами), которые лишают заготовку пяти степеней свободы, оставляя возможность вращения вокруг продольной оси. Короткие цилиндрические тела ориентируют с помощью патронов (рис. е). Центрирующая базирующая поверхность, несущая три точки 1, 2, 3, соприкасается с центрирующими установочными поверхностями, а торцевая поверхность с тремя опорными точками 4, 5, 6 – с упорной поверхностью патрона. В этом случае заготовка также лишается пяти степеней свободы. В зависимости от характера взаимодействия установочных поверхностей с базирующими поверхностями заготовки различают три способа базирования: неподвижное, подвижное и комбинированное. Неподвижным называется базирование, при котором базирующие поверхности заготовок в процессе обработки не перемещаются относительно установочных поверхностей базирующих устройств машины. Однако, заготовка, оставаясь неподвижной относительно базирующих устройств, движется вместе с ними относительно инструмента (или инструмент относительно заготовки), причем движение может быть поступательным или вращательным. При позиционной обработке заготовка неподвижна и на нее надвигается инструмент. При проходной обработке деталь перемещается вместе с базирующими устройствами. Неподвижное базирование при вращении заготовки возможно в центрах или патроне. Подвижным (скользящим) называется базирование, при котором базирующие поверхности заготовки в процессе обработки перемещаются (скользят) относительно установочных поверхностей базирующих устройств машины. Комбинированным называется базирование, прикотором часть базирующих поверхностей заготовки в процессе обработки остается неподвижной, а часть перемещается относительно установочных поверхностей базирующих устройств машины. При поступательном движении заготовки такое базирование осуществляется, например, в лесопильных рамах. Примером комбинированного базирования при вращательном движении может служить токарный станок. К системе базирующих устройств относятся: собственно базирующие элементы – установочные базы машины; зажимные и прижимные элементы и средства механизации базирования. Элементы базирующих устройств могут быть специальными и универсальными, т. е. применяться при различных случаях базирования. Часто элементы механизмов подачи (конвейеры, суппорты), а иногда и механизмы главного движения (центры, патроны) одновременно являются элементами базирования. Собственно базирующие элементы машин отличаются большим разнообразием: столы, направляющие линейки, упоры, роликовые конвейеры, каретки, конвейеры, кулачки, патроны и т. д. Во избежание отхода базирующих поверхностей заготовок от установочных поверхностей машины необходимо обеспечить их плотное и непрерывное соприкосновение силовым замыканием, которое достигается либо собственной массой, либо под действием рук рабочего, либо с помощью специальных приспособлений, прижимных или зажимных устройств. Прижимными устройствами (прижимами) называют устройства силового замыкания со скользящим контактом с заготовкой, а зажимными (зажимами) – с неподвижным контактом. В современных станках наиболее широко применяют поршневые (пневматические), эксцентриковые и пружинные прижимные и зажимные устройства. Зажимы пневматические могут быть поршневые и диафрагменные, двух- и одностороннего действия. Эти устройства являются быстродействующими, с легким ручным или автоматизированным управлением. Диафрагменные цилиндры отличаются компактностью, малой массой, отсутствием трущихся поверхностей, но имеют ограниченный ход штока (30...35 мм). Гидравлические зажимы аналогичны пневматическим, но работают при давлении в гидросети 5...6, 5 МПа.
На станках с проходной обработкой заготовки прижимают к базирующим поверхностям роликовыми элементами. В некоторых станках в качестве прижимных элементов используются плоские пружины. На форматных и шипорезных станках с проходной обработкой применяют прижимные устройства с гибкой лентой (клиновой ремень). Популярное:
|
Последнее изменение этой страницы: 2016-04-11; Просмотров: 2451; Нарушение авторского права страницы