GUDEL roboLoop уникальный робот с нелинейной транспортной системой
Впервые представленный на выставке в Гановере в 1998 году, остается единственным на рынке портальным роботом-манипулятором с криволинейной транспортной системой. Замкнутая в кольцо транспортная система позволяет разместить на себе несколько независимых манипуляторов работающих одновременно в последовательных технологических операциях.
Система обеспечивает:
· множество независимых носителей манипуляторов на одной транспортной системе;
· подключение пневматических магистралей и электропитания к манипулятору;
· радио управление;
Система перемещения через зубчатую рейку и шестерню обеспечивает точность позиционирования и высокую динамику.
Концепция roboLoop позволяет нескольким носителям манипуляторов циркулировать по замкнутой криволинейной траектории, создавая тем самым новые возможности для автоматизации предприятия.

Рисунок 7 - GUDEL roboLoop
Выбор транспортной системы
5.1. Межоперационный транспорт
Транспортер пластинчатый КПМ
Конвейер пластинчатый представляет собой транспортирующий механизм непрерывного действия, используется там, где по каким-либо причинам невозможно применение ленточных конвейеров.
Технические характеристики КПМ:
| Ширина рабочей поверхности, мм
| от 50 до 1600
| | Длина транспортирования, (мах) м
|
| | Скорость движения тяговой цепи, м/с
| 0, 3
| | Тяговый элемент
| цепь пластинчатая
| | Количество тяговых цепей, шт
|
| | Установленная мощность, (мах) кВт
|
|

Рисунок 8 - Транспортер пластинчатый КПМ
5.2. Уборка стружки
Конвейеры скребковые типа КСД
Конвейеры скребковые типа КСД с широкими скребками предназначены для транспортирования отходов деревообрабатывающей промышленности (опилки, стружка, щепа размером до 250мм)
Трасса конвейера может быть горизонтальной, наклонной до 450, горизонтально-наклонной с углом подъема 150-600.
Технические характеристики
| Наименование параметра
| Типоразмер транспортера
| | КСД-500
| КСД-650
| КСД-800
| КСД-1000
| | Ширина короба в свету, мм
|
|
|
|
| | Скорость движения тяговой цепи, м/с
| 0, 16
| 0, 2
| 0, 25
| 0, 4
| | Угол подъема трассы, град
| до 600
| | Длина транспортирования (max), м
| до 75
| до 50
| | Угол наклона транспортера, град
| до 30
| до 15
| | Производительность (max)
-горизонтального конвейера, м3/ч, при скорости:
0, 16м/с
0, 2 м/с
0, 25м/с
0, 4м/с
|
|
|
|
| | Производительность (max) -наклонного конвейера, м3/ч, при скорости 0, 4 м/с:
-при угле наклона 150
-при угле наклона 300
-при угле наклона 450
-при угле наклона 600
|
|
|
|
| | Привод транспортера (на выбор)
| Эл/двигатель+муфта+редуктор, мотор-редуктор отечественного производства, мотор-редуктор Danfoss BAUER/BONFIGLIOL/NORD/SEW-EURODRIVE
| | Мощность привода, кВт
| от 3 до 30
| | Тяговый орган
-тип цепи
-шаг цепи
-высота скребка
-количество рядов
-шаг установки скребков
|
тяговая пластинчатая
| | двухрядная
| |
| | Материал скребка
| полимерный, деревянный
|

Рисунок 9 - Конвейер скребковый КСД
Компоновка
Компоновка 1
Структура ГАК
1. Токарный станок 1740РФ3
2. Токарный станок 1740РФ3
3. Токарный станок 1740РФ3
4. Сверлильно-фрезерный станок ЛФ-260МФ3
5. Шлифовальный Paragon RIG-150
6.1.2. Составление алгоритма работы ГАК
Алгоритм работы ГАК приводится в таблице 6.1.
Здесь:
Сji - состояние системы
С1 - положение схвата
С2 - состояние схватов
С2 = 0 – пустой
С2 = 1 – заготовка
С2 = 2 – деталь
СЗ - состояние оборудования
СЗ = 0 – простаивает
СЗ = 1 – работает
Lji – протяженность траектории
tj – время перехода
Загрузка станка включает в себя следующую последовательность действий:
- вход в рабочую зону станка;
- заведение схвата с заготовкой;
- зажим заготовки в приспособлении;
- разжим схвата;
- съём захвата;
- выход из рабочей зоны станка;
Разгрузка станка включает в себя следующую последовательность действий:
- вход в рабочую зону станка;
- заведение схвата на заготовку;
- захват заготовки;
- съём заготовки с приспособления;
- выход из рабочей зоны станка
Таблица 6.1.
Алгоритм работы ГАК с компоновкой 1
| №
| Содержание алгоритма
| Состояние системы, Сj n
| С1
| С2
| СЗ
| Lji, мм
| tj, с
| |
| Заведение схвата робота на заготовку в таре
| Сj1
| j1
|
|
|
| 0, 3
| |
| Захват заготовки в таре
| Сj2
| j1
|
|
| -
| 0, 2
| |
| Отвод схвата робота
| Сj3
| j2
|
|
|
| 0, 3
| |
| Подход ко входу оборудования
| Сj4
| j3
|
|
|
| 1, 32
| |
| Вход в рабочую зону станка 
| Сj5
| j4
|
|
|
| 1, 3
| |
| Заведение схвата на изделие
| Сj6
| j5
|
|
|
| 0, 26
| |
| Захват изделия
| Сj7
| j5
|
|
| -
| 0, 2
| |
| Съем изделия с j-го оборудования
| Сj8
| j7
|
|
|
| 0, 26
| |
| Поворот схвата
| Сj9
| j8
|
|
| 180 
| 0, 2
| |
| Заведение заготовки в j-е оборудование
| Сj10
| j9
|
|
|
| 0, 26
| |
| Опускание заготовки схватом
| Сj11
| j9
|
|
| -
| 0, 2
| |
| Снятие схвата с заготовки
| Сj12
| j10
|
|
|
| 0, 26
| |
| Выход из зоны
| Сj13
| j11
|
|
|
| 1, 3
| |
| Уход от j-го оборудования к 
| Сj14
| j12
|
|
|
|
| |
| Подход к j-му оборудованию
| Сj15
| j13
|
|
|
|
| | Загрузка и разгрузка оборудования роботом 1
| |
| Вход в рабочую зону станка
| Сj16
| j14
|
|
|
| 1, 3
| |
| Заведение схвата на изделие
| Сj17
| j15
|
|
|
| 0, 26
| |
| Захват изделия
| Сj18
| j15
|
|
| -
| 0, 2
| |
| Съем изделия с j-го оборудования
| Сj19
| j16
|
|
|
| 0, 26
| |
| Поворот схвата
| Сj20
| j17
|
|
| 180
| 0, 2
| |
| Заведение заготовки в j-е оборудование
| Сj21
| j18
|
|
|
| 0, 26
| |
| Опускание заготовки схватом
| Сj22
| j18
|
|
| -
| 0, 2
| |
| Снятие схвата с заготовки
| Сj23
| j19
|
|
|
| 0, 26
| |
| Выход из зоны
| Сj24
| j20
|
|
|
| 1, 3
| |
| Уход от j-го оборудования к 
| Сj25
| j21
|
|
|
|
| |
| Подход к j-му оборудованию
| Сj26
| j22
|
|
|
|
| Загрузка и разгрузка оборудования  роботом 1 роботом 1
| |
| Вход в рабочую зону станка
| Сj27
| j23
|
|
|
| 1, 3
| |
| Заведение схвата на изделие
| Сj28
| j24
|
|
|
| 0, 26
| |
| Захват изделия
| Сj29
| j24
|
|
| -
| 0, 2
| |
| Съем изделия с j-го оборудования
| Сj30
| j25
|
|
|
| 0, 26
| |
| Поворот схвата
| Сj31
| j27
|
|
| 180
| 0, 2
| |
| Заведение заготовки в j-е оборудование
| Сj32
| j28
|
|
|
| 0, 26
| |
| Опускание заготовки схватом
| Сj33
| j28
|
|
| -
| 0, 2
| |
| Снятие схвата с заготовки
| Сj34
| j29
|
|
|
| 0, 26
| |
| Выход из зоны
| Сj35
| j30
|
|
|
| 1, 3
| |
| Уход от j-го оборудования к 
| Сj36
| j31
|
|
|
|
| |
| Подход к j-му оборудованию
| Сj37
| j32
|
|
|
|
| | Загрузка и разгрузка оборудования роботом 1
| |
| Вход в рабочую зону станка
| Сj38
| j33
|
|
|
| 0, 9
| |
| Заведение схвата на изделие
| Сj39
| j34
|
|
|
| 0, 26
| |
| Захват изделия
| Сj40
| j34
|
|
| -
| 0, 2
| |
| Съем изделия с j-го оборудования
| Сj41
| j35
|
|
|
| 0, 26
| |
| Поворот схвата
| Сj42
| j36
|
|
| 180
| 0, 2
| |
| Заведение заготовки в j-е оборудование
| Сj43
| j37
|
|
|
| 0, 26
| |
| Опускание заготовки схватом
| Сj44
| j37
|
|
| -
| 0, 2
| |
| Снятие схвата с заготовки
| Сj45
| j38
|
|
|
| 0, 26
| |
| Выход из зоны
| Сj46
| j39
|
|
|
| 0, 9
| |
| Уход от j-го  оборудования к таре 2 оборудования к таре 2
| Сj47
| j40
|
|
|
| 0, 9
| |
| Поворот к таре 2
|
|
|
|
| 180°
| 0, 2
| |
| Заведение схвата робота в тару 2
| Сj48
| j41
|
|
|
| 0, 3
| |
| Опускание заготовки в тару 2
| С49
| j41
|
|
| -
| 0, 2
| |
| Отвод схвата робота
| Сj50
| j42
|
|
|
| 0, 3
| |
| Проход мимо j-х оборудование к таре 1
| Сj51
| j43
|
|
|
| 14, 15
| |
|
| Загрузка и разгрузка оборудования  роботом 2 роботом 2
| |
| Заведение схвата робота на заготовку в таре
| Сj1
| j1
|
|
|
| 0, 7
| |
| Захват заготовки в таре
| Сj2
| j1
|
|
| -
| 0, 2
| |
| Отвод схвата робота
| Сj3
| j2
|
|
|
| 0, 7
| |
| Поворот от тары 2 к j-му оборудованию
| Сj4
| j3
|
|
| 180°
| 1, 3
| |
| Заведение схвата на изделие
| Сj5
| j4
|
|
|
| 0, 26
| |
| Захват изделия
| Сj6
| j4
|
|
| -
| 0, 2
| |
| Съем изделия с j-го оборудования
| Сj7
| j5
|
|
|
| 0, 26
| |
| Поворот схвата
| Сj8
| j6
|
|
| 180°
| 0, 2
| |
| Заведение заготовки в j-е оборудование
| Сj9
| j7
|
|
|
| 0, 26
| |
| Опускание заготовки схватом
| Сj10
| j7
|
|
| -
| 0, 2
| |
| Снятие схвата с заготовки
| Сj11
| j8
|
|
|
| 0, 26
| |
| Уход от j-го  оборудования к таре 3 оборудования к таре 3
| Сj12
| j9
|
|
| 90°
| 0, 6
| |
| Заведение схвата робота с заготовкой в тару
| Сj13
| j10
|
|
|
| 0, 4
| |
| Опускание заготовки схватом
| Сj14
| j10
|
|
| -
| 0, 2
| |
| Отвод схвата робота
| Сj15
| j11
|
|
|
| 0, 4
| |
| Поворот от тары 3 к таре 2
| Сj16
| j12
|
|
| 90°
| 0, 6
| | | | | | | | | | | |
Определение временных параметров циклограммы:
Время входа в цикл: 22, 24 сек. Или 0, 37 мин.
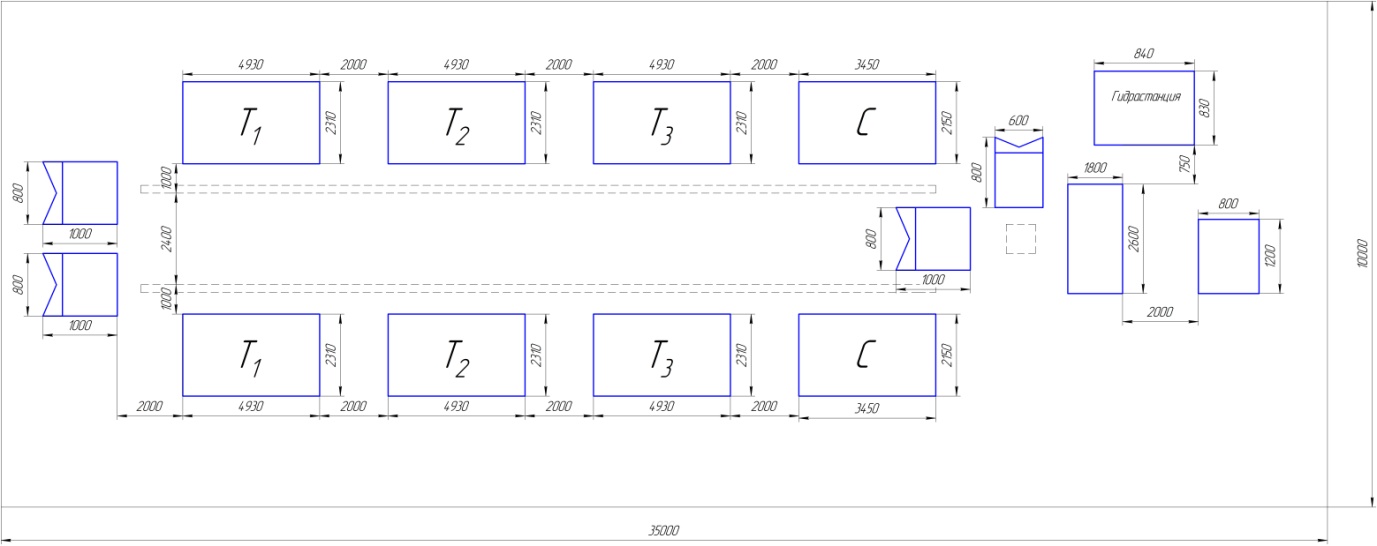
Чертеж компоновки 1 приведен в Приложении 4.
Компоновка 2
Структура ГАК
1. Токарный станок 1740РФ3
2. Токарный станок 1740РФ3
3. Токарный станок 1740РФ3
4. Сверлильно-фрезерный станок ЛФ-260МФ3
5. Шлифовальный Paragon RIG-150
6.2.2. Составление алгоритма работы ГАК
Алгоритм работы ГАК приводится в таблице 6.2.
Таблица 6.2.
Алгоритм работы ГАК с компоновкой 2
| №
| Содержание алгоритма
| Состояние системы, Сj n
| С1
| С2
| СЗ
| Lji, мм
| tj, с
| |
| Заведение схвата робота на заготовку в таре
| Сj1
| j1
|
|
| 119
| 0, 5
| |
| Захват заготовки в таре
| Сj2
| j1
|
|
| -
| 0, 2
| |
| Отвод схвата робота
| Сj3
| j2
|
|
| 119
| 0, 5
| |
| Поворот от тары к конвейеру
| Сj4
| j3
|
|
| 185
| 1, 3
| |
| Приём заготовки с конвейера
| Сj5
| j4
|
|
| 158
| 1, 14
| Обслуживание станков  и и  роботом 2 роботом 2
| |
| Переход к  от от 
| Сj1
| j1
|
|
|
|
| |
| Ожидание окончания работы 1-го станка
| Сj2
| j2
|
|
| -
|
| |
| Разгрузка 1-го станка
| Сj3
| j3
|
|
|
| 0, 55
| |
| Переход к конвейеру от 1-го станка
| Сj4
| j4
|
|
|
|
| |
| Помещение детали на конвейер
| Сj5
| j5
|
|
| 158
| 1, 14
| |
| Приём заготовки с конвейера
| Сj6
| j6
|
|
|
|
| |
| Переход к 1-му станку от конвейера
| Сj7
| j7
|
|
|
|
| |
| Загрузка 1-го станка
| Сj8
| j8
|
|
|
| 0, 55
| |
| Переход к конвейеру от 1-го станка
| Сj9
| j9
|
|
|
|
| |
| Приём заготовки с конвейера
| Сj10
| j10
|
|
| 158
| 1, 14
| |
| Переход к 2-му станку от конвейера
| Сj11
| j11
|
|
|
|
| |
| Загрузка 2-го станка
| Сj12
| j12
|
|
|
| 0, 55
| Обслуживание станков  и и  роботом 3 роботом 3
| |
| Переход к  от от 
| Сj1
| j1
|
|
|
|
| |
| Ожидание окончания работы 3-го станка
| Сj2
| j2
|
|
| -
|
| |
| Разгрузка 3-го станка
| Сj3
| j3
|
|
|
| 0, 55
| |
| Переход к конвейеру от 3-го станка
| Сj4
| j4
|
|
|
|
| |
| Помещение детали на конвейер
| Сj5
| j5
|
|
| 158
| 1, 14
| |
| Приём заготовки с конвейера
| Сj6
| j6
|
|
| 50
| 0, 4
| |
| Переход к 3-му станку от конвейера
| Сj7
| j7
|
|
|
|
| |
| Загрузка 3-го станка
| Сj8
| j8
|
|
|
| 0, 55
| |
| Переход к конвейеру от 3-го станка
| Сj9
| j4
|
|
|
|
| |
| Приём заготовки с конвейера
| Сj10
| j6
|
|
| 158
| 1, 14
| |
| Переход к 4-му станку от конвейера
| Сj11
| j15
|
|
|
|
| |
| Загрузка 4-го станка
| Сj12
| j16
|
|
|
| 0, 55
| Обслуживание станков  и и  роботом 4 роботом 4
| |
| Переход к от
| Сj1
| j1
|
|
|
| 4, 2
| |
| Ожидание окончания работы 1-го станка
| Сj2
| j2
|
|
| -
|
| |
| Разгрузка 1-го станка
| Сj3
| j3
|
|
|
| 0, 55
| |
| Переход к конвейеру от 1-го станка
| Сj4
| j4
|
|
|
| 2, 2
| |
| Помещение детали на конвейер
| Сj5
| j5
|
|
| 158
| 1, 14
| |
| Приём заготовки с конвейера
| Сj6
| j6
|
|
| 158
| 1, 14
| |
| Переход к 1-му станку от конвейера
| Сj7
| j7
|
|
|
| 2, 2
| |
| Загрузка 1-го станка
| Сj8
| j8
|
|
|
| 0, 55
| |
| Переход к конвейеру от 1-го станка
| Сj9
| j9
|
|
|
| 2, 2
| |
| Приём заготовки с конвейера
| Сj10
| j10
|
|
| 158
| 1, 14
| |
| Переход к 2-му станку от конвейера
| Сj11
| j11
|
|
|
| 2, 2
| |
| Загрузка 2-го станка
| Сj12
| j12
|
|
|
| 0, 55
| | Загрузка и разгрузка оборудования роботом 5
| |
| Заведение схвата робота на заготовку на конвейере
| Сj1
| j1
|
|
|
| 0, 7
| |
| Захват заготовки сконвейера
| Сj2
| j1
|
|
| -
| 0, 2
| |
| Отвод схвата робота
| Сj3
| j2
|
|
|
| 0, 7
| |
| Поворот от тары 2 к j-му оборудованию
| Сj4
| j3
|
|
| 180°
| 1, 3
| |
| Заведение схвата на изделие
| Сj5
| j4
|
|
|
| 0, 26
| |
| Захват изделия
| Сj6
| j4
|
|
| -
| 0, 2
| |
| Съем изделия с j-го оборудования
| Сj7
| j5
|
|
|
| 0, 26
| |
| Поворот схвата
| Сj8
| j6
|
|
| 180°
| 0, 2
| |
| Заведение заготовки в j-е оборудование
| Сj9
| j7
|
|
|
| 0, 26
| |
| Опускание заготовки схватом
| Сj10
| j7
|
|
| -
| 0, 2
| |
| Снятие схвата с заготовки
| Сj11
| j8
|
|
|
| 0, 26
| |
| Уход от j-го оборудования к таре 3
| Сj12
| j9
|
|
| 90°
| 0, 6
| |
| Заведение схвата робота с заготовкой в тару
| Сj13
| j10
|
|
|
| 0, 4
| |
| Опускание заготовки схватом
| Сj14
| j10
|
|
| -
| 0, 2
| |
| Отвод схвата робота
| Сj15
| j11
|
|
|
| 0, 4
| |
| Поворот от тары 3 к таре 2
| Сj16
| j12
|
|
| 90°
| 0, 6
| Определение временных параметров циклограммы:
Время входа в цикл: 32, 97 сек. Или 0, 55 мин.
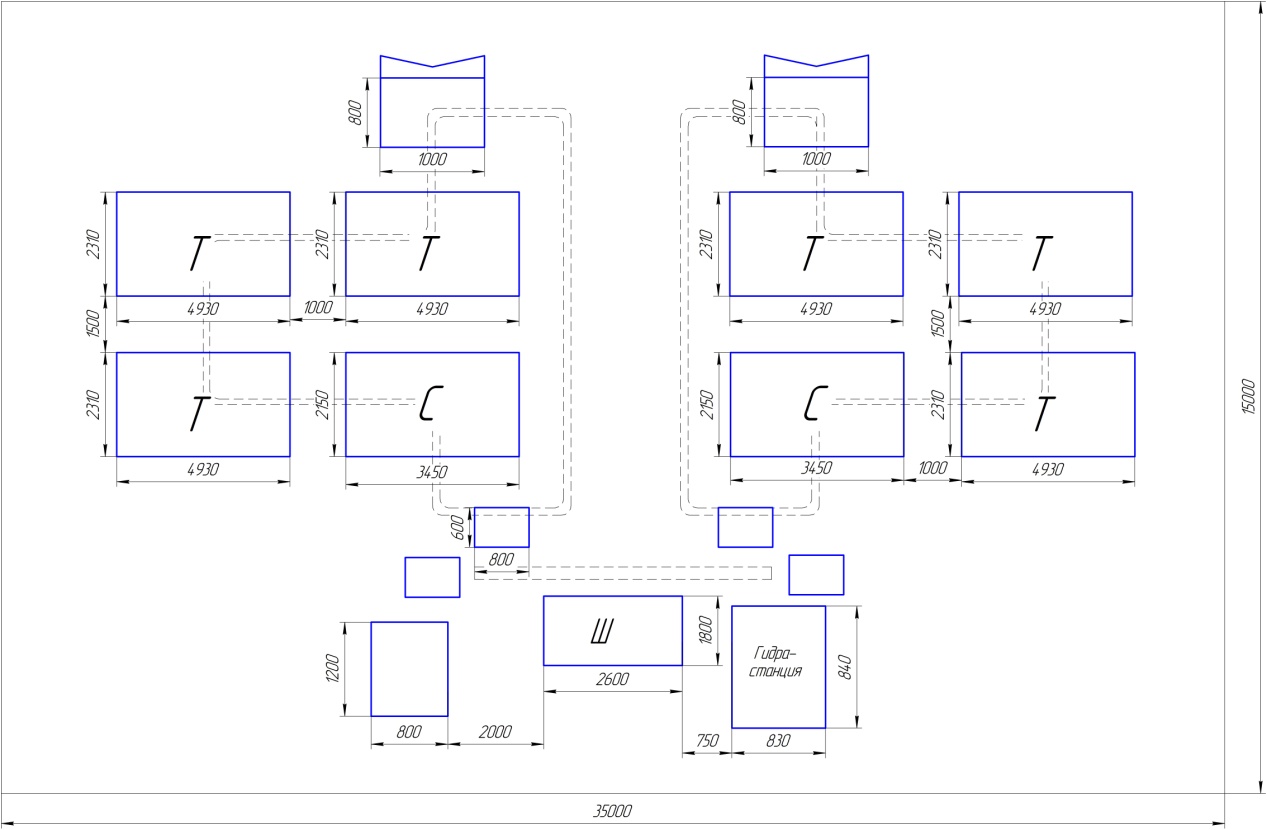
Чертеж компоновки 2 приведен в Приложении 5.
Компоновка 3
Структура ГАК
1. Токарный станок 1740РФ3
2. Токарный станок 1740РФ3
3. Токарный станок 1740РФ3
4. Сверлильно-фрезерный станок ЛФ-260МФ3
5. Шлифовальный Paragon RIG-150
6.3.2. Составление алгоритма работы ГАК
Алгоритм работы ГАК приводится в таблице 6.3.
Таблица 6.3.
Алгоритм работы ГАК с компоновкой 3
| №
| Содержание алгоритма
| Состояние системы, Сj n
| С1
| С2
| СЗ
| Lji, мм
| tj, с
| |
| Заведение схвата робота на заготовку в таре
| Сj1
| j1
|
|
|
| 0, 3
| |
| Захват заготовки в таре
| Сj2
| j1
|
|
| -
| 0, 2
| |
| Отвод схвата робота
| Сj3
| j2
|
|
|
| 0, 3
| |
| Поворот от тары к j-му оборудованию
| Сj4
| j3
|
|
| -
| -
| |
| Подход ко входу оборудования
| Сj4
| j4
|
|
|
| 0, 5
| |
| Вход в рабочую зону станка
| Сj5
| j5
|
|
|
| 1, 8
| |
| Заведение схвата на изделие
| Сj6
| j6
|
|
|
| 0, 3
| |
| Захват изделия
| Сj7
| j6
|
|
| -
| 0, 2
| |
| Съем изделия с j-го оборудования
| Сj8
| j7
|
|
|
| 0, 3
| |
| Поворот схвата
| Сj9
| j8
|
|
| 180°
| 0, 2
| |
| Заведение заготовки в j-е оборудование
| Сj10
| j9
|
|
|
| 0, 3
| |
| Опускание заготовки схватом
| Сj11
| j9
|
|
| -
| 0, 2
| |
| Снятие схвата с заготовки
| Сj12
| j10
|
|
|
| 0, 3
| |
| Выход из зоны
| Сj13
| j11
|
|
|
| 1, 3
| |
| Уход от j-го оборудования к
| Сj14
| j12
|
|
|
| 0, 5
| |
| Подход к j-му оборудованию
| Сj15
| j13
|
|
|
| 0, 5
| |
| Вход в рабочую зону станка
| Сj5
| j14
|
|
|
| 1, 3
| |
| Заведение схвата на изделие
| Сj6
| j15
|
|
|
| 0, 3
| |
| Захват изделия
| Сj7
| j15
|
|
| -
| 0, 2
| |
| Съем изделия с j-го оборудования
| Сj8
| j16
|
|
|
| 0, 3
| |
| Поворот схвата
| Сj9
| j17
|
|
| 180°
| 0, 2
| |
| Заведение заготовки в j-е оборудование
| Сj10
| j18
|
|
|
| 0, 3
| |
| Опускание заготовки схватом
| Сj11
| j18
|
|
| -
| 0, 2
| |
| Снятие схвата с заготовки
| Сj12
| j19
|
|
|
| 0, 3
| |
| Выход из зоны
| Сj13
| j20
|
|
|
| 0, 4
| |
| Уход от j-го оборудования к
| Сj14
| j21
|
|
|
| 1, 8
| |
| Подход к j-му оборудованию
| Сj15
| j22
|
|
|
| 1, 8
| |
| Вход в рабочую зону станка
| Сj5
| j23
|
|
|
| 1, 8
| |
| Заведение схвата на изделие
| Сj6
| j24
|
|
|
| 0, 3
| |
| Захват изделия
| Сj7
| j24
|
|
| -
| 0, 2
| |
| Съем изделия с j-го оборудования
| Сj8
| j25
|
|
|
| 0, 3
| |
| Поворот схвата
| Сj9
| j26
|
|
| 180°
| 0, 2
| |
| Заведение заготовки в j-е оборудование
| Сj10
| j27
|
|
|
| 0, 3
| |
| Опускание заготовки схватом
| Сj11
| j27
|
|
| -
| 0, 2
| |
| Снятие схвата с заготовки
| Сj12
| j28
|
|
|
| 0, 3
| |
| Выход из зоны
| Сj13
| j29
|
|
|
| 1, 3
| |
| Уход от j-го оборудования к
| Сj14
| j30
|
|
|
| 0, 5
| |
| Подход к j-му оборудованию
| Сj15
| j31
|
|
|
| 0, 5
| |
| Вход в рабочую зону станка
| Сj5
| j32
|
|
|
| 0, 9
| |
| Заведение схвата на изделие
| Сj6
| j33
|
|
|
| 0, 3
| |
| Захват изделия
| Сj7
| j33
|
|
| -
| 0, 2
| |
| Съем изделия с j-го оборудования
| Сj8
| j34
|
|
|
| 0, 3
| |
| Поворот схвата
| Сj9
| j35
|
|
| 180°
| 0, 2
| |
| Заведение заготовки в j-е оборудование
| Сj10
| j36
|
|
|
| 0, 3
| |
| Опускание заготовки схватом
| Сj11
| j36
|
|
| -
| 0, 2
| |
| Снятие схвата с заготовки
| Сj12
| j37
|
|
|
| 0, 3
| |
| Выход из зоны
| Сj13
| j38
|
|
|
| 0, 6
| |
| Уход от j-го оборудования к таре 2
| Сj14
| j39
|
|
|
| 0, 5
| |
| Заведение схвата робота с заготовкой в тару
| Сj1
| j40
|
|
|
| 0, 3
| |
| Опускание заготовки схватом
| Сj10
| j40
|
|
| -
| 0, 2
| |
| Отвод схвата робота
| Сj3
| j41
|
|
|
| 0, 3
| |
| Переход от тары 2 к таре 1
| Сj3
| j42
|
|
|
| 4, 3
| | Загрузка и разгрузка оборудования роботом 2
| |
| Заведение схвата робота на заготовку в таре
| Сj1
| j1
|
|
|
| 0, 7
| |
| Захват заготовки в таре
| Сj2
| j1
|
|
| -
| 0, 2
| |
| Отвод схвата робота
| Сj3
| j2
|
|
|
| 0, 7
| |
| Переход от тары 2 к j-му оборудованию
| Сj4
| j3
|
|
|
| 1, 2
| |
| Поворот к j-му оборудованию
| Сj5
| j4
|
|
| 180°
| 1, 3
| |
| Заведение схвата на изделие
| Сj6
| j5
|
|
|
| 0, 26
| |
| Захват изделия
| Сj7
| j5
|
|
| -
| 0, 2
| |
| Съем изделия с j-го оборудования
| Сj8
| j6
|
|
|
| 0, 26
| |
| Поворот схвата
| Сj9
| j7
|
|
| 180°
| 0, 2
| |
| Заведение заготовки в j-е оборудование
| Сj10
| j8
|
|
|
| 0, 26
| |
| Опускание заготовки схватом
| Сj11
| j8
|
|
| -
| 0, 2
| |
| Снятие схвата с заготовки
| Сj12
| j9
|
|
|
| 0, 26
| |
| Уход от j-го оборудования к таре 3
| Сj13
| j10
|
|
|
| 1, 2
| |
| Заведение схвата робота с заготовкой в тару
| Сj14
| j11
|
|
|
| 0, 4
| |
| Опускание заготовки схватом
| Сj15
| j11
|
|
| -
| 0, 2
| |
| Отвод схвата робота
| Сj16
| j12
|
|
|
| 0, 4
| |
| Поворот от тары 3 к таре 2
| Сj17
| j13
|
|
| 90°
| 0, 6
| Определение временных параметров циклограммы:
Время входа в цикл: 26, 5 сек. Или 0, 44 мин.
Чертеж компоновки 1 приведен в Приложении 6
Заключение
Список используемой литературы
1. Горбацевич А. Ф. Шкред В. А. Курсовое проектирование по технологии машиностроения. - Минск: Вышэйшая школа, 1983.
2. Козырев Ю. Г. Промышленные роботы: Справочник. - М.: Машиностроение, 1983.
3. Мячев А. А. Интерфейсы средств вычислительной техники: Справочник. - М.: Радио и связь. 1993.
4. Организация последовательных мультиплексных каналов систем автоматического управления / Под ред. С. Т. Хвоща.-Л.: Машиностроение, 1989.
5. http: //5fan.ru/wievjob.php? id=46311
6. http: //alphajet.ru/sites/default/files/istoriya_promyshlennoy_robototehniki._chast_2_0.pdf
7. http: //www.beckhoff.com/ru/pdf/applicat/Innovative%20solution%20with%20Windows%20NT%20Embedded.pdf
Приложение 1
1740РФ3 Габаритные размеры рабочего пространства токарного станка с ЧПУ
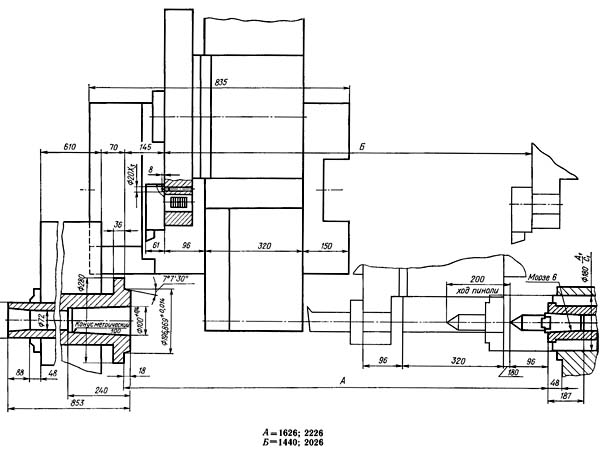
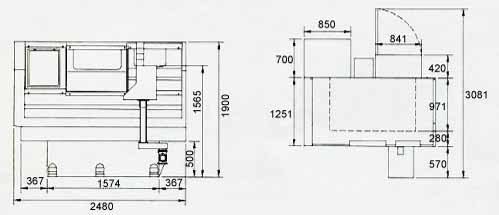
1740РФ3 Общий вид токарного станка с ЧПУ

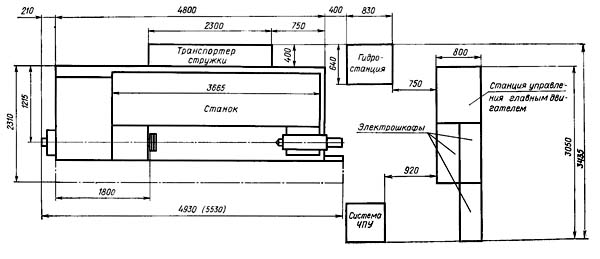
1740РФ3 Установочный чертеж токарного станка с ЧПУ
Приложение 2
Установочный чертеж станка модели ЛФ-260МФ3
Приложение 3
Станок модели Paragon RIG-150
Общий вид станка модели Paragon RIG-150

Приложение 4
Чертеж компоновки 1
Приложение 5

Чертеж компоновки 2
Приложение 6
Чертеж компоновки 3
Популярное:
|
