|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Логистическая концепция «точно в срок». Канбан-система.
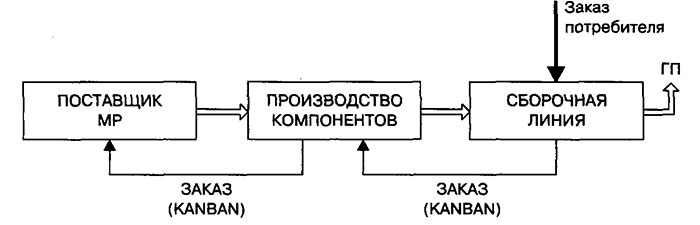
Логистическая система управления материальным потоком «точно в срок» (just–in–time, JIT) появилась в конце 50-х годов прошлого столетия и в настоящее время наиболее распространена в мире. Концептуально идея «точно в срок» предусматривает синхронизацию процессов доставки материальных ресурсов и готовой продукции с процессами их потребления, т. е. продукция должна доставляться в необходимых количествах именно к тому моменту, когда звенья логистической системы (цепи) нуждаются в ней для заказа, заданного подразделением-потребителем. Це л ь функционирования системы «точно в срок» – минимизация логистических издержек, связанных с созданием запасов и доставкой продукции. Характерные черты системы управления материальными потоками JIT: – минимальные (нулевые) запасы материальных ресурсов, незавершенного производства, готовой продукции; – короткие производственные циклы; – небольшие объемы производства готовой продукции; – небольшое число надежных поставщиков и перевозчиков материальных ресурсов; – эффективная информационная поддержка, позволяющая синхронизировать процессы поставки материальных ресурсов, производства (сборки) и сбыта готовой продукции; – высокое качество готовой продукции и логистического сервиса. Для реализации системы «точно в срок» должны выполняться следующие усл ов и я: – наличие на определенном пространстве надежных поставщиков. В частности, американские и европейские производители смогли внедрить данную систему на 10–15 лет позже японцев по причине низкой надежности поставщиков. – обеспечение потребителей точной информацией о текущем состоянии производства, а производителей – точными прогнозами об объемах сбыта на ближайшее будущее. Для этого процессы снабжения, производства и сбыта должны быть обеспечены надежными телекоммуникационными системами и информационно-компьютерной поддержкой. Пример использования JIT Известная американская компания Harley-Davidson, производящая мотоциклы, в 1970-х годах столкнулась с обострением конкуренции с японскими компаниями: Honda, Yamaha, Suzuki и Kawasaki. Большинство ранее стабильных компаний в этой отрасли обанкротились. Четыре японские компании могли поставлять свои мотоциклы практически в любую точку мира с более высоким качеством и по более низкой цене, чем у конкурентов. В 1978 г. Harley-Davidson пыталась доказать в суде, что японские компании продают мотоциклы по демпинговым ценам, т.е. ниже их себестоимости. Но во время судебных слушаний выяснилось, что операционные издержки у японских компаний на 30% ниже, чем у Harley-Davidson. Одной из основных причин такого положения дел было использование ими режима работы JIT. Поэтому в 1982 г. Harley-Davidson начала разрабатывать и внедрять программу «материалы по мере необходимости», аналог JIT. Вначале компания столкнулась с трудностями, но за 5 лет она снизила время переналадки оборудования на 75%, сократила гарантийные затраты и расходы, связанные с отходами, на 60%, снизила запасы незавершенного производства на 22 млн $. За тот же период производительность компании выросла на 30% и в настоящее время компания преуспевает на рынке. Микрологистическая система KANBAN была первым вариантом реализации идеи ォ точно в срокサ в 1972 г. корпорацией Toyota Motor. KANBAN в переводе с японского означает карта. Средством передачи информации в данной системе являлась специальная карточка KANBAN в пластиковом конверте. Причем использовались два вида карточек: отбора и произведенного заказа. В карточке отбора указывается количество компонентов (полуфабрикатов), которые должно быть взято на предшествующем участке обработки. В карточке производственного заказа указывается количество компонентов (полуфабрикатов), которое должно быть изготовлено на предшествующем производственном участке. Эти карточки пересылаются внутри предприятия-производителя, его филиалов, а также многочисленными фирмами-поставщиками и головным предприятием. Реализация системы KANBAN позволила сократить продолжительность логистического цикла, повысить оборачиваемость оборотных средств, снизить производственные запасы до 50 %, а товарные – до 8 %, исключить страховые запасы, уменьшить объем незавершенного производства, снизить себестоимость [2]. Так, известно, что в США систему «Канбан» применяют около 30 фирм, в Германии – более 100, в Японии – все известные автоконцерны и фирмы, сотрудничающие с ними. Наиболее показательным примером является фирма «Ауди» (Audi). Помимо значительного сокращения производственных запасов, здесь также уменьшилась потребность в складских площадях на 80 %, а затраты на погрузочно-разгрузочные операции – на 15 %. Если учесть, что по статистике омертвление капитала в запасах достигает более одной трети, то содержание запасов требует 20 – 40 % всех расходов потребителя, а до 50 % производственных площадей будет занято буферными складами. Поэтому достижения предприятий, применяющих логистическую концепцию в своей производственно-хозяйственной деятельности, особенно в рыночных условиях, весьма ощутимы. В конце 90-х гг. ХХ в. Ванкуверское подразделение компании Хьюлетт-Паккард (Hewlett-Packard), специализирующееся на производстве принтеров, благодаря внедрению японской системы производственной логистики «Канбан» в течение года было преобразовано в предприятие с минимальными запасами (запасы уменьшились с 3, 5 до 0, 9 месяца) и значительно сокращенным производственным циклом.
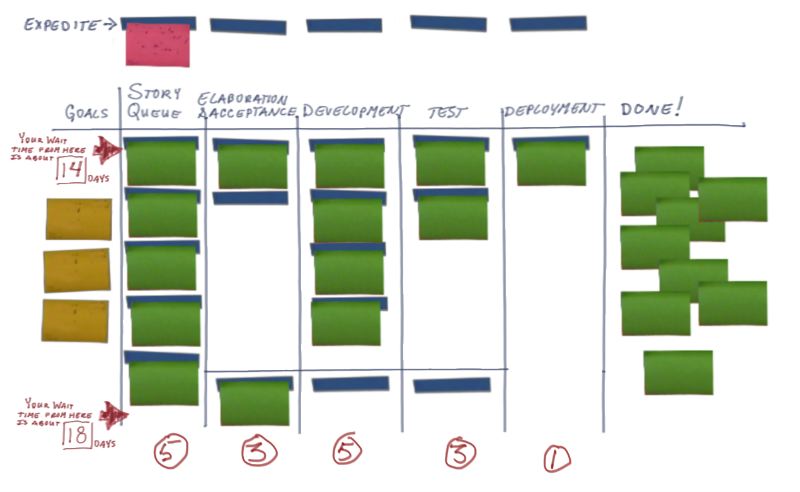
На схеме изображены два обрабатывающих центра (ОЦ): ОЦ1, использующий детали А для изготовления полуфабриката В, и ОЦ2, использующий полуфабрикаты В для изготовления продукции С. Прежде всего необходимо принять решение относительно типов контейнеров, которые должны быть использованы для каждой позиции А, В, С, и их размерах, т.е. сколько единиц каждого изделия может поместиться в контейнере. В системе отсутствует складирование на местах, контейнеры перемещаются от одного ОЦ к другому с помощью технологического транспорта. На каждом полностью заполненном контейнере имеется карточка KANBAN со следующей информацией: · код изделия (полуфабриката, НП); · описание; · продукция (конечная, промежуточная), где эти компоненты используются; · номер рабочего места (код рабочего), где производится изделие; · номер ОЦ (код рабочего), который использует данный компонент; · число изделий в данном контейнере; · число контейнеров (карточек KANBAN) рядом с ОЦ. Карточки KANBAN бывают двух цветов: белого и черного. Белые карточки находятся на контейнерах на входе (in) для ОЦ 1 и ОЦ2 и предназначены для транспортировки. Черные карточки KANBAN находятся на контейнерах у позиции выхода (out) и означают разрешение на обработку. Информация на карточках, прикрепленных к контейнерам, относится к конкретному контейнеру. Черная карточка изделия С является выходом пустого контейнера. В этом случае она обозначает решение для ОЦ2 (рабочего за этим центром) изготовить столько единиц изделия С, сколько требуется для наполнения пустого контейнера. Для этого ОЦ2 использует целый контейнер деталей В, где они хранились на входе ОЦ2, и освобождает белую карточку KANBAN(схема 2). Эта карточка дает разрешение на транспортировку другого контейнера с деталями В от ОЦ1 (от выхода) ко входу ОЦ2. Рабочий на погрузчике с освободившимся контейнером и белой картой прибывает к ОЦ1, где снимает черную карточку с контейнера, заполненного деталями В, и оставляет ее рядом с пустым контейнером, а сам прикрепляет белую карточку на заполненный контейнер с деталями В и перевозит его к ОЦ2. Свободная черная карточка В является заказом для ОЦ1 на производство следующего полного контейнера деталей В. В процессе изготовления освобождается контейнер с деталями А, и белая карта служит сигналом для поставщика о пополнении запаса деталей А на один контейнер и т.д. Рассмотренный пример — типичная схема «тянущей» внутрипроизводственной логистической системы, где контейнеры с деталями (составляющие производственный запас) перемещаются только после потребления деталей на последующих участках. Важными элементами системы KANBAN являются информационная поддержка, включающая не только карточки, но и производственные, транспортные графики и графики снабжения, технологические карты, информационные световые табло и т.д.; система регулирования потребности и профессиональной ротации кадров; система комплексного (TQM) и выборочного («Дзидока») контроля качества продукции; система выравнивания производства и ряд других. Столбцы слева направо: Цели проекта: Необязательный, но полезный столбец. Сюда можно поместить высокоуровневые цели проекта, чтобы команда их видела и все про них знали. Например, “Увеличить скорость работы на 20%” или “Добавить поддержку Windows 7?. Очередь задач: Тут хранятся задачи, которые готовы к тому, чтобы начать их выполнять. Всегда для выполнения берется верхняя, самая приоритетная задача и ее карточка перемещается в следующий столбец. Проработка дизайна: этот и остальные столбцы до “Закончено” могут меняться, т.к. именно команда решает, какие шаги проходит задача до состояния “Закончено”. Например, в этом столбце могут находиться задачи, для которых дизайн кода или интерфейса еще не ясен и обсуждается. Когда обсуждения закончены, задача передвигается в следующий столбец. Разработка: Тут задача висит до тех пор, пока разработка фичи не завершена. После завершения она передвигается в следующий столбец. Или, если архитектура не верна или не точна - задачу можно вернуть в предыдущий столбец. Тестирование: В этом столбце задача находится, пока она тестируется. Если найдены ошибки - возвращается в Разработку. Если нет - передвигается дальше. Деплоймент: У всех проектов свой деплоймент. У кого-то это значит выложить новую версию продукта на сервер, а у кого-то - просто закомитить код в репозиторий. Закончено: Сюда стикер попадает только тогда, когда все работы по задаче закончены полностью. Система Lean production. С конца 1980-х годов во многих западных производственных фирмах получила распространение логистическая концепция/технология Lean production, что можно буквально перевести как «стройное/плоское» производство. Идея такой технологии по существу является развитием подхода Just-in-time точно в срок и включает такие элементы, как системы KANBAN и MRP II. Суть логистической технологии Lean production — в творческом соединении следующих основных компонентов: 1. высокого качества; 2. мелких размеров производственных партий; 3. низкого уровня запасов; 4. высококвалифицированного персонала; 5. гибкого оборудования. Идея такой технологии получила наименование «стройное/плоское» производство, потому что требует гораздо меньше ресурсов, чем массовое производство, — меньше запасов, меньше времени на производство единицы продукции, возникает меньше потерь от брака и т.д. Таким образом, Lean производство соединяет преимущества массового (большие объемы производства — низкая себестоимость) и мелкосерийного производства (разнообразие продукции и гибкий ассортимент). Основными целями Lean production в аспектах логистики являются: 1. высокие стандарты качества продукции; 2. низкие производственные издержки; 3. быстрая реакция на потребительский спрос; 4. короткое время переналадки оборудования. Ключевыми элементами логистического процесса в технологии Lean production являются: 1. Сокращение подготовительно-заключительного времени. 2. Уменьшение размеров партий продукции. 3. Сокращение основного производственного времени. 4. Контроль качества всех процессов. 5. Сокращение логистических издержек производства. 6. Партнерство с надежными поставщиками. 7. Эластичные поточные процессы. 8. «Тянущая» информационная система. Остановимся более подробно на некоторых ключевых элементах. Сокращение размеров партий продукции, запасов и времени производства позволяет значительно повысить гибкость производственного процесса, быстрее реагировать на изменение рыночного спроса. Применение в Lean производстве систем KANBAN и MRP позволяет существенно снизить уровни запасов МР и работать практически с минимальными страховыми запасами без складирования МР, чему способствует сотрудничество с надежными поставщиками. Большое внимание в организации на принципах Lean production уделяется обслуживанию и ремонту технологического оборудования с целью поддержания его в состоянии непрерывной готовности, практического исключения отказов, улучшения качества технического обслуживания и ремонта. Наряду с комплексным контролем качества эффективная поддержка позволяет до минимума сократить запасы НП (буферные запасы) между производственно-технологическими участками. Большую роль играет также подготовка персонала среднего и низшего звена производственного и логистического менеджмента, который должен:
Как и в концепции JIT, в Lean production одну из ключевых ролей играют взаимоотношения с надежными поставщиками. Партнерство с надежными поставщиками МР отражается в следующих основных моментах:
Целью такого партнерства является установление длительных связей с ограниченным числом надежных поставщиков по каждому виду МР. При организации Lean production поставщики рассматриваются как часть собственной производственной, маркетинговой и логистической структуры, обеспечивающей выполнение миссии компании. Если поставщики обеспечивают такой уровень качества, то входного контроля МР практически не требуется, и тогда их можно считать настоящими партнерами по бизнесу. Это позволяет надежно интегрировать снабжение в логистическую стратегию фирмы. Поставщики МР должны удовлетворять следующие основные ожидания фирмы-производителя ГП:
Большое значение для организации Lean production во внутрипроизводственной ЛС имеет комплексный контроль качества на всех уровнях производственного цикла. Как правило, большинство зарубежных фирм для контроля качества своей продукции использует концепцию TQM и серию стандартов ISO для сертификации системы управления качеством В Lean production обычно выделяют пять составляющих:
tr контроль качества (на каждом этапе производственного цикла); транспортировка (МР, НП, ГП); складирование (МР, НП, ГП); ожидания/задержки (в производственном цикле). Логистическое управление этими компонентами должно быть направлено на реализацию целей Lean production. Трансформация и транспортировка; инспекции качества являются необходимыми элементами, но и их следует производить как можно реже (в соответствии с концепцией TQM), а элементы «складирование» и «ожидание» — вообще исключить. Иными словами необходимо убрать бесполезные операции — в этом и состоит идея Lean production — способ организации производства, требующий наименьших затрат, на котором производятся минимально необходимые партии продукции и в целом используется минимальное количество ресурсов. Рассмотрим на условном примере, как можно трансформировать производственный процесс из обычного (часто встречающегося на практике) в процесс, соответствующий идеологии Lean production (рис. 1.). В левой части рисунка представлен типовой производственный цикл с так называемым «ломаным» потоком. На схеме обозначены соответствующие этому циклу операции.
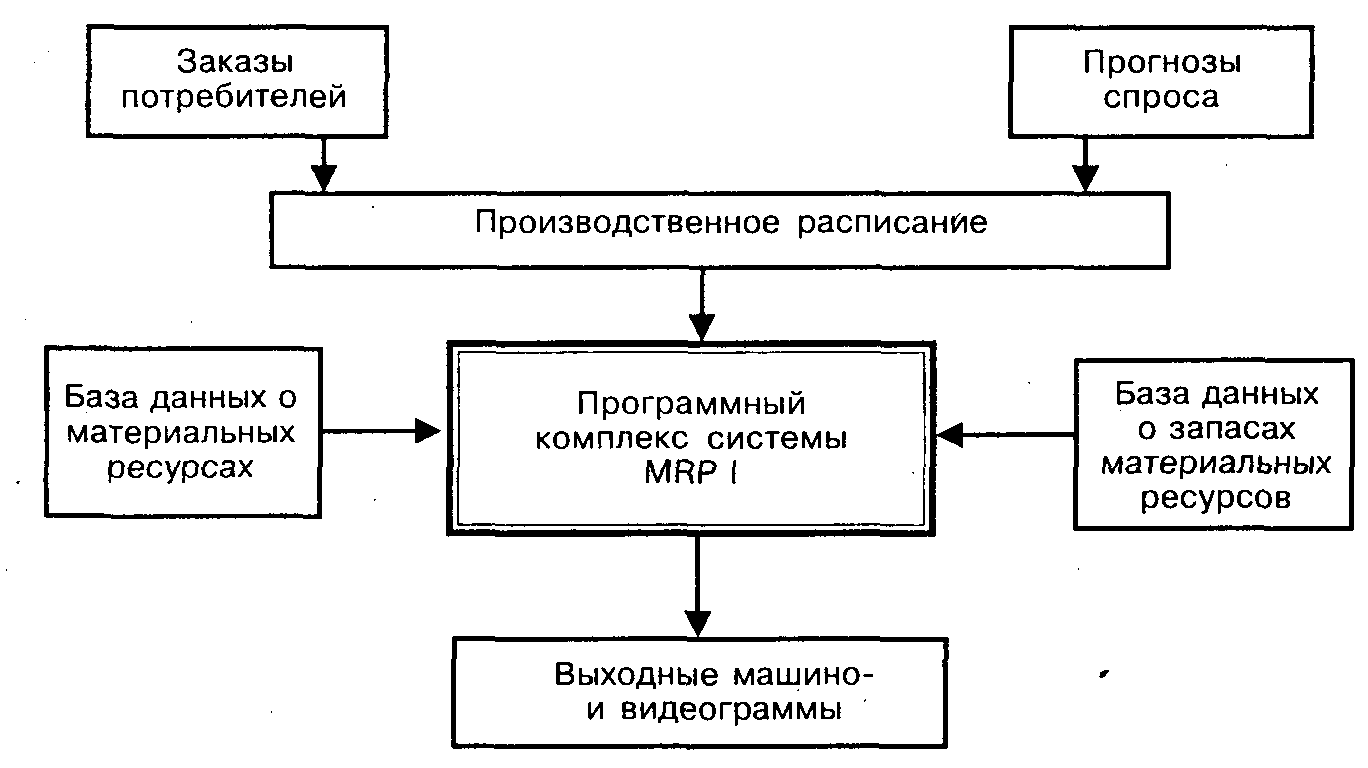
Как видно из сравнения диаграмм, устранение «бесполезных» операций, таких, как складирование и ожидание/задержка в производственном цикле, приводит к существенному сокращению непроизводительных логистических издержек и времени производства. Еще одним элементом Lean production является принцип Pull systems, или «тянущих систем». Для концепции Lean production это означает ликвидацию, минимальные запасы на полках, размещение всех запасов на рабочих местах, т.е. использование только тех компонентов, которые необходимы для удовлетворения заказа потребителя. В подобных системах уменьшение запасов на сборке, вызванное рыночным спросом, продуцирует автоматическое диспетчирование заказов для производственных участков. Это, в свою очередь, активизирует цепь заказов обратной связи от внутренних поставщиков, и в конечном итоге заказ доходит до внешнего поставщика. Схема, иллюстрирующая работу «тянущей системы», приведена на рис. 2. 18. Система планирования материального обеспечения производства (MRP I и MRP II). Под системой управления материальными потоками понимается организационный механизм формирования планирования и регулирования материальных потоков в рамках внутрипроизводственной логистической системы. Различают несколько систем управления материальными потоками: MRP – планирование потребности в материалах (подробнее); DRP – планирование распределения ресурсов (подробнее); ЛТ – управление материальными и информационными потоками по принципу «точно вовремя» (подробнее); KANBAN – информационное обеспечение оперативного управления материальными потоками по принципу «точно вовремя» (подробнее); ОРТ – оптимизированная технология производства (подробнее). Планирование потребности в материалах (MRP) – это автоматизированная система планирования потребностей производства в необходимых материальных ресурсах. MRP позволяет осуществлять приоритетное планирование выполнения заказов в реальном масштабе времени с учетом возникающих отклонений от плановых заданий, а также текущее регулирование и контроль производственных запасов. Цели использования стандарта MPR: § планирование поставок всех комплектующих, чтобы исключить простои производства и минимизировать запасы на складе; § уменьшение запасов материалов-комплектующих, кроме очевидной разгрузки складов; § уменьшения затрат на хранение дает ряд неоспоримых преимуществ, главное из которых — минимизация замороженных средств, вложенных в закупку материалов.
МРП начинается с создания графика конечного продукта, который затем преобразуется в график потребностей в узлах, деталях и сырьевых материалах, необходимых для производства конечного изделия в заданный период времени. Таким образом, МКР разработан для ответа на три вопроса: что нужно? сколько нужно? когда это потребуется? МРП обрабатывает требования по конечному продукту, уточненные контрольным графиком, и «перестраивает» их в синхронизированные по времени требования по сборочным узлам, деталям и сырью, используя список материалов для смещения по времени производства. Входными элементами MRP-модуля являются следующие информационные ресурсы. § описание состояния материалов (Inventory Status File) — является основным входным элементом MRP-модуля. В нем должна быть отражена максимально полная информация о всех типах сырья и материалах-комплектующих, необходимых для производства конечного продукта. Также должны быть указаны (статус каждого материала, определяющий, имеется ли он на руках, на складе, в текущих заказах или его заказ только планируется, а также описания, его запасов, расположения, цены, возможных задержек поставок, реквизитов поставщиков; § программа производства (Master Production Schedule) — оптимизированный график распределения времени для производства необходимой партии готовой продукции за планируемый период или диапазон периодов; § перечень составляющих конечного продукта (Bills of Material File) — список материалов и их количество, требуемое для производства конечного продукта. Кроме того, здесь содержится описание структуры конечного продукта. Количества, которые получаются из переработки списка материалов, называются общей (валовой) потребностью; они не принимают в расчет имеющихся наличных запасов или заказов в процессе исполнения. Материалы, которые в действительности нужно получить для соответствия количеству, называются чистыми материально-производственными потребностями. Определение чистых материальных потребностей составляет ядро МРП. Оно выполняется путем вычитания из величины общей потребности суммы наличных запасов и запланированных поставок по графику, а затем к полученному результату прибавляются требования по резервному запасу, если они необходимы. Чистые требования иногда корректируются, чтобы включить допуск на непроизводительные траты и материальные потери. Принцип работы MRP-модуля. § для каждого отрезка времени создаётся полная потребность в материалах. Она представляет собой интегрированную таблицу, выражающую потребность в каждом материале, в каждый конкретный момент времени. § вычисляется чистая потребность (какое количество материалов нужно заказать (или произвести, в случае внутреннего производства комплектующих) в каждый конкретный момент времени § чистая потребность в материалах конвертируется в соответствующий план заказов на требуемые материалы и, в случае необходимости, вносятся поправки в уже действующие планы. Распределение поставок по времени и размерам (т.е. заказ материалов у поставщиков или их производство в рамках компании) определяется по заказ-релизам. График получения заказанных материалов определяется плановыми заказами. В зависимости от политики компании в сфере заказов, заказ-релизы могут выпускаться по общему количеству материала, или же по количеству на определенное время. Хотя возможны и другие варианты, эти два применяются наиболее широко. Результатами работы MRP-модуля являются: § план Заказов (Planned Order Schedule) — какое количество каждого материала должно быть заказано в каждый рассматриваемый период времени в течение срока планирования. § изменения к плану заказов (Changes in planned orders) — модификации к ранее спланированным заказам. § в концепции MRP есть серьезный недостаток. При расчете потребности в материалах не учитываются: § производственные мощности, их загрузка; § стоимость рабочей силы и т.д.
Рисунок 4.7 – Процесс планирования потребности в материалах (MRP)
МРП дает определенные преимущества при планировании стандартных производственных и сборочных процессов, включая: 1. Возможность поддерживать низкий уровень материальных запасов производства. 2. Возможность отслеживать материально-производственные потребности. 3. Возможность оценивать данные по материальным потребностям производства, полученные из конкретного контрольного графика производственного процесса. 4. Возможность распределения времени и сроков производства. На типичном производственном предприятии масса людей использует информацию, полученную с помощью МРП. Разработчики производственного плана, естественно, являются первыми пользователями МРП. Руководители производства, которые должны распределять рабочую нагрузку между подразделениями и принимать решения по графикам работы, и заводские мастера, которые отдают непосредственные указания по рабочему процессу и отвечают за выполнение производственных графиков, -- все они в большой степени опираются в своей работе на выходные данные МРП. Другими пользователями информации являются представители по работе с заказчиками, которые должны предоставлять заказчику информацию по отгрузке и доставке продукции, а также менеджеры по закупкам и менеджеры по управлению запасами. Эффективность МРП в значительной степени зависит от применения компьютерной техники, что позволяет постоянно владеть свежей информацией по материальным потребностям. Необходимые требования для работы программы: Для эффективного функционирования системы МRР необходимо иметь: 1. Компьютер и необходимое программное обеспечение для выполнения вычислений и ведения записей. 2. Точные и свежие данные.
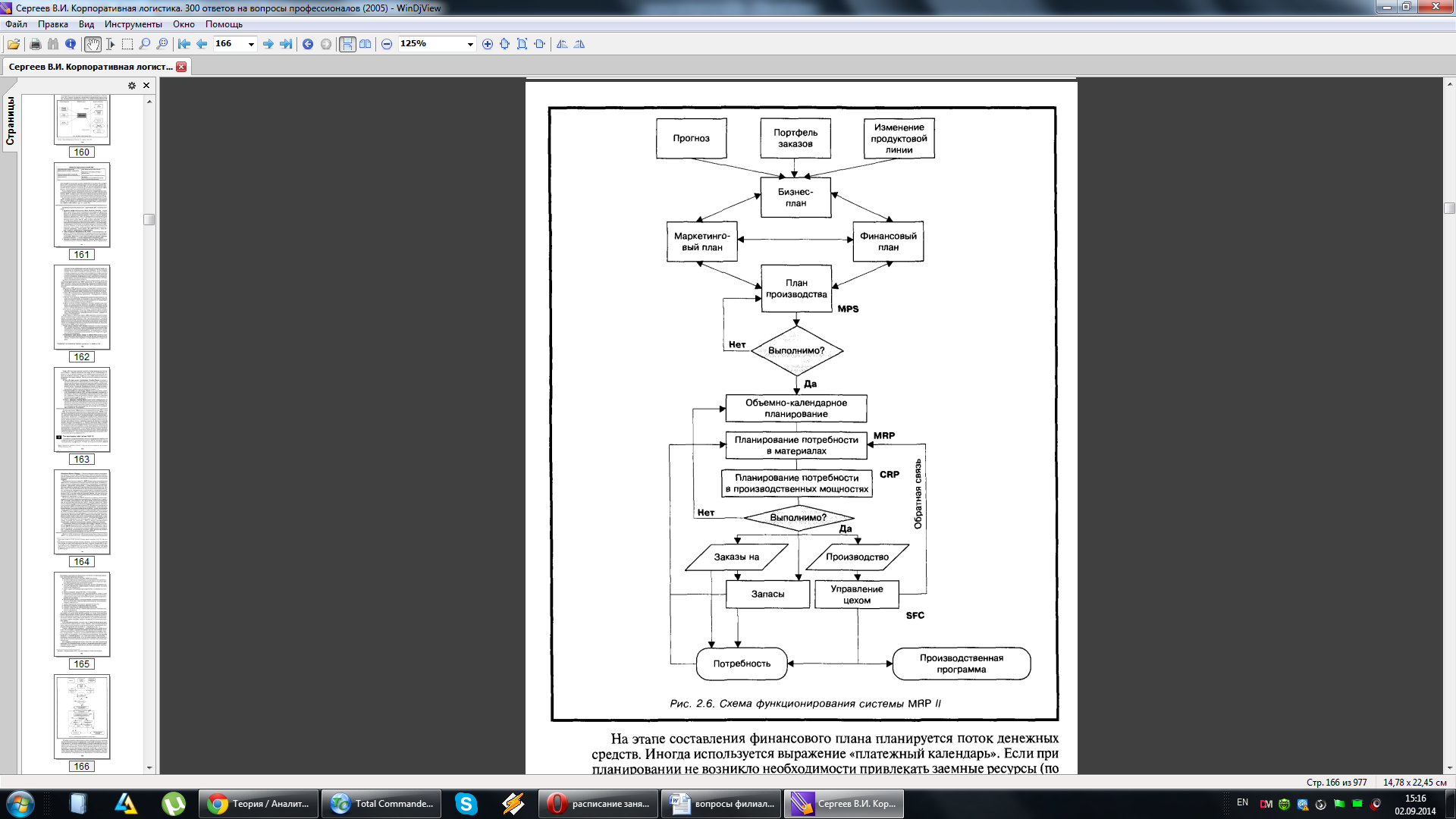
МRР-2--это подход к планированию следующего поколения, который включает МRР, но охватывает более широкую сферу планирования производственных ресурсов, так как он связывает между собой бизнес-планирование, планирование производства и разработку контрольного графика производственного процесса.
Популярное:
|
Последнее изменение этой страницы: 2016-05-30; Просмотров: 1424; Нарушение авторского права страницы

 трансформация (МР превращаются в ГП);
трансформация (МР превращаются в ГП);