|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Контроль качества и диагностика плат.
С развитием и усложнением конструкций ПП и МПП возрастает сложность ТП, а также потребность в более эффективных методах и средствах контроля. Основными мерами повышения качества ПП и МПП являются: организация входного контроля материалов, межоперационный контроль, выходной контроль качества изделий. Весьма важным является тщательный контроль наиболее ответственных операций ТП (травление, металлизация, склеивание и др.), которые оказывают влияние на все остальные операции, а также автоматизация процесса контроля. Классификацию методов контроля можно провести по следующим признакам: – по физической сути метода – оптический, рентгеновский, тепловой, электрофизи-ческий, электрический, радиотехнический, металлографический, радиационный, ультразвуковой; – по видам связи с контролируемым объектом – контактные, бесконтактные; – по характеру воздействия на платы – разрушающие, неразрушающие; – по степени определения дефектов: явных дефектов – контроль рабо-тоспособности; скрытых – диагностический, прогнозирующий. Оптический метод контроля прост и нагляден, имеет высокую разрешающую способность. Недостаток его в субъективности и низкой производительности. Используются микроскопы МБС-2, МИИ-4, МРР-2р, а также растровый электронный микроскоп МРЭМИ-2 с увеличением в 200-1000 раз, приборы визуального контроля ПВК-1 с увеличением в 4-50 раз. Для входного и выходного контроля применяют телевизионные установки контроля печатных плат КПП-1 и микрообъектов УКМ-1 с увеличением в 10 и 100 раз и разрешающей способностью 12 и 63 лин/мм соответственно. При этом могут определяться виды дефектов, указанные в табл. 2.9.
Таблица 2.9. Дефекты печатных плат.
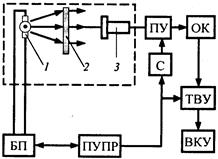
Рентгеновский метод применяется для контроля токопроводящих цепей МПП и подразделяется на рентгенотелевизионный, стереорентгенографии и томографии. Наибольшее распространение получил рентгенотелевизионный метод с использованием рентгенотелевизионных микроскопов МТР-1, МТР-3, МТР-4 с увеличением в 20-60 раз и размером допустимого пятна 0, 2-0, 3 мм. Суть метода заключается в том, что пучок рентгеновских лучей, проходя через исследуемую ПП или МПП, образует теневое изображение объекта в рентгеновских лучах, которое проецируется на мишень видикона. Видикон преобразует энергию рентгеновских лучей в электрические телевизионные сигналы, которые после усиления используются для получения изображения на экране кинескопа. Увеличение размеров изображения происходит чисто телевизионным путем за счет увеличения размера растра при переходе от сканирования на мишени видикона к растру на экране кинескопа (рис. 2.43).
Рис.2.43. Схема рентгенотелевизионной установки. 1-источник рентгеновского излучения; 2-исследуемая плата; 3-мишень видикона; ПУ - предварительный усилитель; С - синхронизатор; ОК - оконечный усилитель; ВКУ-видеоконтрольное устройство; ТВУ-телевизионное устройство; БП-блок питания; ПУПР-пульт управления.
Данный способ позволяет выявлять характер, вид и местонахождение дефектов. Однако он обладает недостаточной разрешающей способностью для МПП и низкой производительностью контроля. Стереорентгенография применяется при выявлении разрывов печатных проводников после прессования и в готовой плате. С помощью стерео-рентгеномикроскопа, регулируя относительное положение объекта и пленки, выборочно фокусируют изображение печатной плоскости и очерчивают месторасположение дефекта. Данный способ не нашел широкого применения из-за низких чувствительности и производительности.
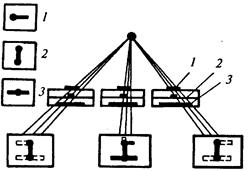
Томография заключается в проецировании предмета в рентгеновских лучах на чувствительную мишень при непрерывном движении источника рентгеновского излучения по мишени (рис. 2.44).
Рис.2.44. Схема томографии. 1-3-проводники, расположенные в различных слоях.
Печатная плата и пленка синхронно вращаются вокруг параллельных осей, расположенных в одной плоскости с источником. Все точки в изображаемой плоскости имеют четкое изображение и остаются неподвижными, а точки других плоскостей описывают на пленке окружности и «размазываются». Способ универсален и обладает возможностью контроля межслойных изображений, его применяют для послойного контроля токопроводящих цепей МПП. Тепловой контроль токопроводящих цепей МПП основан на измерении градиента температуры в местах локализации дефекта при нагреве, который осуществляется за счет пропускания тока через контролируемую цепь. Тепловое излучение воспринимается с помощью видикона, в качестве измерительного устройства используют инфракрасный сканирующий микроскоп или тепловизор, которые позволяют рассматривать тепловую картину объекта на экране электронно-лучевой трубки. С помощью данного метода можно обнаружить следующие дефекты печатного монтажа: – пористость металлизации, – короткое замыкание, – утонение (подтравливание) проводников, – пониженное сопротивление изоляции. Отечественные тепловизоры типа ТВ-03 позволяют получать на экране изображение объекта размером 30х30 мм, выбирать интересующий участок, увеличивать в 3 раза с разрешением по линейным размерам 0, 8 мм и по температуре 0, 5°С. Тепловые дефектоскопы обнаруживают дефекты на глубине 1, 0-1, 5 мм. Электрофизический контроль основан на пропускании тока большой силы через токопроводящие цепи платы. Мощность источника тока выбирается такой, что разогрев дефектного участка цепи вызывает его расплавление, а нагрев доброкачественной цепи не вызывает никаких последствий. В качестве средств контроля используют генератор стабилизирующих импульсов тока амплитудой до 30 А, длительностью 5 мс, работающий на нагрузку 0, 6-1, 8Ом. Электрофизический контроль прост и легко может быть автоматизирован. Его недостатком является то, что он может вызвать дефект токопроводящей цепи платы, а также низкая информативность, что ограничивает широкое применение данного метода. Электрический контроль основан на проверке целостности электрических проводников и металлизированных переходов ПП и МПП и может быть контактным или бесконтактным (с помощью электронного луча). Контактный контроль позволяет измерять сопротивление ПП и металлизированных переходов в МПП посредством 4-зондовой схемы. Омическое сопротивление металлизированного отверстия измеряют между противоположными сторонами платы. Контактирующие зонды размещают в пределах контактной площадки (рис. 2.45). Это объясняется повышенной плотностью тока в месте точечного контактирования токового зонда. Размещение зондов на противоположных краях контактной площадки обеспечивает высокую воспроизводимость результатов измерений.
Рис.2.45. Схема четырехзондового контакирования.
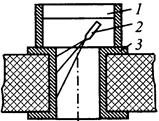
Для измерения малых сопротивлений используются микроомметры и миллиомметры М-246, Е6-12, Е6-6 с 4-зондовой схемой контактирования, с помощью которой через металлизацию пропускается переменный ток силой 100 мА. Падение напряжения между верхним и нижним концентрическими кольцами металлизации отверстия передается на трансформатор с коэффициентом трансформации 1: 100 и вольтметр с высоким входным сопротивлением. Недостатки метода: – отсчет сопротивления может быть неточным, так как зонды не могут обеспечить равномерного распределения тока; – сопротивление зависит от переходного сопротивления контактного штыря в месте контакта (погрешность ±10 % на 1 мм; ±20 % на 0, 6 мм); – необходимое переходное сопротивление 0, 1 Ом между штырем и металлизированным отверстием обеспечивается давлением, создаваемым пружиной контакта. Радиационный контроль основан на использовании обратного β -излучения. В качестве исследуемого параметра используют коэффициент обратного рассеивания η = f (z), где z - атомный номер материала рассеивателя. Для измерения используют прибор, состоящий из источника излучения 2 и счетчика Гейгера (радиометра) 1 (рис. 2.46).
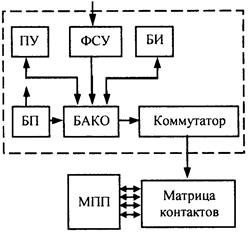
Рис.2.46. Схема радиационого контроля. В зависимости от измеряемой толщины металлического покрытия 3 платы будет изменяться поток β -излучения. Точность измерения не превышает 10 % и зависит от качества эталона и времени отсчета. Недостатки метода: низкая производительность (30 с на 1 отверстие), особые меры по технике безопасности при работе с радиоактивными веществами. Радиотехнические методы контроля используются для контроля волнового сопротивления, токопроводящих цепей МПП и микрополосковых плат с применением стандартных приборов для измерения емкости и индуктивности. Они не выявляют дефектов. Ультразвуковые методы контроля основываются на способности УЗ-колебаний распространяться в твердом теле прямолинейно и отражаться от границ дефектов, имеющих различную плотность для акустических волн. Для излучения и приема колебаний используются пьезоэлектрические преобразователи. УЗ-метод позволяет контролировать плоские, линейные и точечные дефекты в виде расслоений, трещин. Разрешающая способность метода может достигать 10 мкм. Используются импульсные УЗ-дефектоскопы типаУДМ-2 и УД-10 А. Так как МПП содержит большое количество цепей, металлизированных отверстий (до 400), то ручные методы контроля весьма трудоемки и не гарантируют точность результатов контроля, при серийном выпуске они просто непригодны. Автоматизация выходного контроля МПП является составной частью системы машинного проектирования и изготовления МПП. Автоматизация осуществляется путем применения универсальных стендов с программным управлением. Они позволяют осуществлять в полуавтоматическом режиме выходной контроль электрических параметров МПП: целостность печатных проводников платы, электрическое сопротивление изоляции, электрическую прочность изоляции по принципу «годен-негоден» по предельным значениям параметров. Универсальный стенд (рис. 2.47) состоит из устройства контактирования, стойки функциональных блоков и пульта управления. Устройство контактирования обеспечивает одновременное подсоединение всех видов цепей проверяемой МПП к специальным контактным штырям. Коммутатор точек контроля осуществляет необходимое количество комбинаций опроса контролируемых точек. Программа контроля МПП, записанная на перфоленте, считывается с помощью фотоэлектрического устройства и поступает на блок управления. При подаче на блок управления сигнала управления «Сброс» стенд приводится в исходное состояние. Сигнал «Пуск» вырабатывает команду «Старт», которая включает транспортер. Блок управления после поступления сигналов «Цепь» или «КЗ цепи», «Пробой», «Изоляция» с блока автоматического контроля и отбраковки выдает команды на блок выходных усилителей, а от него - на коммутатор точек контроля, блок питания и блок индикации. Информация может быть выведена на печать с координатами контролируемых точек.
Рис.2.47. Схема универсального стенда с программным управлением для контроля. Универсальный стенд позволяет контролировать электрические параметры МПП, которые имеют габаритные размеры 140× 150 мм, шаг координатной сетки 2, 5 мм, диаметр выходных отверстий 0, 6-0, 8 мм, число контролируемых точек 1500. Время контроля платы составляет 5-7 мин. Универсальные стенды относятся к «медленным» устройствам контроля, так как используют электромеханические реле, что увеличивает габариты и стоимость установки. Перспективны «быстрые» устройства контроля с полупроводниковыми коммутаторами, герконовыми реле. Фирма Siemens AG (Германия) изготовила автоматические испытательные станции в виде настольных приборов с управлением от микроЭВМ производительностью 2500 плат/ч и временем контроля от 1 до 30 с.
3. ТЕХНОЛОГИЯ ЭЛЕКТРИЧЕСКИХ СОЕДИНЕНИЙ. Популярное:
|
Последнее изменение этой страницы: 2016-05-30; Просмотров: 1674; Нарушение авторского права страницы