
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Методы создания монтажных соединений.
В производстве современной ЭА операции сборки и монтажа занимают значительный объем. Их трудоемкость составляет на данный период 50-70 % общей трудоемкости изготовления изделий. Микроминиатюризация компонентов и функционально сложных электронных устройств в значительной степени повышает плотность упаковки элементов в единице объема. Так, создание сверхбольших интегральных схем (СБИС) позволило достичь плотности упаковки 106- 107 1/см3, что является физическим пределом в настоящее время. Но методы монтажа ЭА не обеспечивают достижения такой высокой плотности упаковки во всем объеме изделия. Если в блоках на печатных платах аппаратуры второго поколения плотность монтажа составляет 10-15 соединений на 1 см2, то в аппаратуре третьего поколения 40-50. В современных многослойных коммутационных платах на керамической подложке минимальная ширина линий и зазоров между ними уменьшена до 0, 2-0, 4 мкм, а минимальный диаметр переходных отверстий – до 0, 1 мкм, что позволило достичь плотности монтажных соединений 100-150 на 1 см2, а в многокристальных модулях на подложке из полиимида – до 200 на 1 см2. Прогрессирующая микроминиатюризация компонентов, применение поверхностного монтажа вызывают необходимость разработки перспективной технологии монтажных соединений для создания ЭА с высокой надежностью внутриблочных и межблочных соединений. Традиционные процессы монтажа не обеспечивают необходимой производительности и высокого процента выхода годных изделий. Низкий уровень автоматизации процессов, применение ручного труда на отдельных операциях не способствуют высокому качеству соединений. Статистические данные показывают, что 50-80 % всех отказов в аппаратуре происходит вследствие дефектов монтажных соединений, причем обнаружение и исправление отказа на этапе сборки блока обходится в 1000 раз дешевле, чем при испытаниях аппаратуры. Для разработки новых, более эффективных процессов монтажа ЭА необходимы: углубленное изучение физико-химических основ формирования соединений, рациональный выбор методов активации, применение новых материалов и автоматизированного оборудования со встроенными системами контроля. Основные требования, предъявляемые к электрическим соединениям при монтаже ЭА: – минимальное электрическое переходное сопротивление в зоне контакта; – механическая прочность, близкая к прочности соединяемых материалов; – стабильность электрических и механических параметров во времени при внешних воздействиях; – высокая надежность и долговечность в заданных условиях эксплуатации; – экономичность и производительность процесса создания; – легкость и достоверность контроля качества. Низкое электрическое переходное сопротивление и высокая механическая стабильность соединений достигаются за счет сил атомной связи, при которой атомы контактирующих металлов, оставаясь в узлах кристаллической решетки, отдают со своих внешних оболочек электроны, коллективизируемые в виде электронного газа. Для возникновения металлической связи необходимо атомы металлов сблизить до расстояния 1-10 нм и ввести энергию в зону соединения. Энергия может быть введена посредством нагрева, давления или трения. При нагреве с ростом температуры увеличивается подвижность атомов, а с появлением жидкой фазы значительно возрастает скорость диффузии. Давление необходимо для сближения взаимодействующих металлических поверхностей на расстояния, при которых действуют силы Ван-дер-Ваальса. При степени деформации больше 50% благодаря диффузии возникает металлическая связь. При перемещении механических поверхностей относительно друг друга в процессе трения в месте соприкосновения макровыступов поверхности создаются высокие удельные давления, которые приводят к пластическому течению или расплавлению металла. Серьезным препятствием для контактирования являются жировые пленки и химические оксиды на поверхности соединяемых металлов. Удаление этих пленок химическими (флюсованием, обезжириванием) или физическими (ультразвуком, плазменной очисткой) методами является неотъемлемой частью процесса образования соединения. Методы создания электрических соединений основаны на непосредственном контактировании соединяемых материалов и использовании промежуточных материалов в зоне соединения (рис.3.1). Непосредственное контактирование соединяемых материалов осуществляют под воздействием давления (холодная сварка, накрутка, обжимка), теплоты и давления (различные методы сварки), давления и физического воздействия (УЗ-сварка). Соединения с промежуточными материалами в виде присадок припоя (пайка) или токопроводящего клея (склеивание) выполняют под действием давления и теплоты.
Рис.3.1. Классификация методов выполнения электрических соединений
Наиболее важным показателем электрических соединений является переходное электрическое (контактное) сопротивление. Если сравнить падение напряжения в трех случаях: в сплошном проводнике на участке АВ (рис. 3.2), в зоне контакта двух соединенных непосредственно друг с другом материалов и в зоне контакта через промежуточный материал, то окажется, что оно будет различным.
Рис. 3.2. Схема измерения падения напряжения в зоне а - сплошной проводник, б - непосредственное контактирование; в - соединение через промежуточный материал. Для сплошного проводника электрическое сопротивление постоянному току RV определяется на основании известного закона Ома. Для двух соединенных металлических проводников одинакового сечения и материала электрическое сопротивление контакта: Rк= Rv+Rпер
где Rпер – переходное электрическое сопротивление. В этом случае гомогенную связь между материалами нарушают различные поверхностные неровности и оксидные пленки в месте контакта и переходное сопротивление складывается из сопротивления оксидных пленок Rп и сопротивления сужению Rс:
Rпер = Rп+ Rс
Сопротивление сужению возникает вследствие неровности поверхности контакта, наличия дефектов в зоне контакта и стягивания линий тока:
Rc=ρ /Sк
где ρ – удельное сопротивление; Sк – площадь поверхности контактирования. Сопротивление оксидных пленок можно определить так:
Rп = ρ пh/Sк,
где ρ п – удельное сопротивление поверхностных пленок; h – толщина пленок. Для электрического соединения через промежуточный материал контактное сопротивление складывается из следующих составляющих: Rк= Rv+2Rпер+Rм
где Rм – электрическое сопротивление слоя промежуточного материала.
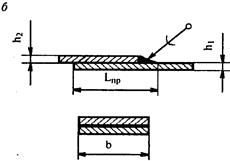
Поскольку отношение удельных электрических сопротивлений оловянно-свинцовых припоев и медного проводника δ = ρ пр/ρ м = 8÷ 10, то контактное сопротивление паяного соединения выше, чем соединения с непосредственным контактированием. С учетом этого расчет паяного соединения на токовую нагрузку проводится в наиболее «тяжелом» варианте, т. е. считается, что весь ток проходит через припой. Для круглых деталей, соединяемых встык при D2> D1 (рис. 3.3, а), диаметр припоя в соединении рассчитывается так:
где D1 – диаметр соединяемого проводника. Расчет механической прочности паяного соединения выполняют по сечению наиболее «слабой» детали. В паяном соединении такое сечение проходит по припою. Механическая прочность спая Р определяется следующим образом:
где σ в – предел прочности припоя при растяжении; Snp – площадь поперечного сечения припоя, которое для нахлесточного соединения (рис. 3.3, б) равно Lnp b; b – ширина нахлеста.
Рис. 3.3. Соединение пайкой а: а – стыковое; б - нахлесточное
Сравнительная характеристика параметров электрических соединений, выполненных различными методами, приведена в табл. 3.1.
Таблица 3.1. Параметры электрических соединений.
Паяные электрические соединения нашли самое широкое применение при монтаже ЭА благодаря следующим достоинствам: низкому и стабильному электрическому сопротивлению, широкой номенклатуре соединяемых металлов, легкости автоматизации, контроля и ремонта. Недостатки паяных соединений связаны с высокой стоимостью используемых цветных металлов, необходимостью удаления остатков флюса, низкой термостойкостью. Сварные электрические соединения по сравнению с паяными имеют следующие преимущества: более высокая механическая прочность, отсутствие присадочного материала, меньшая площадь контакта. К недостаткам следует отнести: критичность при выборе сочетаний материалов, увеличение переходного сопротивления из-за образования интерметаллидов, сложность группового контактирования и ремонта. Электрические соединения, основанные на пластической деформации элементов в холодном состоянии (накрутка и обжимка), характеризуются высокой механической прочностью, низким переходным электрическим сопротивлением, легкостью механизации, экономичностью и надежностью при эксплуатации. К недостаткам относятся: необходимость специальных контактирующих элементов, увеличенная площадь контакта. Накрутка – это соединение оголенного провода со штыревым выводом, имеющим острые кромки, путем навивки провода на вывод с определенным усилием. При этом кромки штыря, частично деформируясь, врезаются в провод, разрушая на нем оксидную пленку и образуя газонепроницаемое соединение. Концентрация напряжений в зоне контакта и значительное давление (до 15-20 МПа) обусловливают взаимную диффузию металлов, что способствует повышению надежности соединений. Обжимка представляет собой способ образования контактного соединения под действием сильной пластической деформации соединяемых элементов. Вследствие холодной текучести контактирующих поверхностей между соединяемыми материалами образуется газо- и вибростойкое соединение. Токопроводящие клеи в отличие от припоев отверждаются при более низких температурах, что не вызывает изменения структуры соединяемых материалов. Токопроводящие клеи – контактолы – относятся к гетерогенным структурам, в которых связующим являются различные смолы, а наполнителем – порошки серебра, золота, палладия, никеля, меди, графита. Основную массу таких клеев приготавливают на основе эпоксидных, уретановых, силиконовых композиций. Контактолы применяются при монтаже ЭА в тех случаях, когда пайка невозможна, так как нагрев ведет к повреждению термочувствительных компонентов, а также в труднодоступных местах сборочных единиц и блоков (например, для присоединения кристаллов и подложек ИМС к корпусам, при ремонте печатных плат, при заземлении компонентов, в СВЧ-устройствах). Контактолы имеют низкое удельное объемное электрическое сопротивление и стабильные электрические свойства при эксплуатации в жестких климатических условиях. Клеи типа К-8, К-12 применяются для соединения палладиевых, серебряных и медных поверхностей; К-16, К-17 – покрытых припоем ПОС–61 и ПСрОСЗ–58; ТПК–3 - диэлектрических и металлических поверхностей. Недостатками данного вида соединений являются высокое электрическое сопротивление контакта, низкие термостойкость и надежность. Для посадки кристаллов ИМС на основания используют токопроводящие пасты. При автоматизированной сборке кристаллов больших размеров токопроводящие пасты обеспечивают высокую производительность, низкую стоимость, невысокую температуру процесса. Токопроводящая композиция на основе клея ВК-32-200 содержит 30–35 % никелевого порошка с размером частиц менее 10 мкм и 0, 3–0, 45 % порошка монокристаллического кремния с размером частиц 0, 5–2 мкм. Удельное объемное сопротивление композиции составляет (1, 5–2)·104 Ом·см, предел прочности соединений на разрыв 10–15 МПа. Недостатком данной композиции является изменение ее прочностных свойств при последующих операциях (термокомпрессионная разварка выводов), а также сложность поддержания однородного состава в процессе приклеивания. Лучшие характеристики имеют токопроводящие композиции с металлическим наполнителем – порошком серебра. Так, композиция Ablebond 84 фирмы Ablestik имеет удельное сопротивление 1·10-4 Ом·см, предел прочности соединений на разрыв – до 26 МПа.
3.2. Физико-химическое содержание процесса пайки. Пайкой называется процесс соединения материалов в твердом состоянии путем введения в зазор легкоплавкого металла — припоя, взаимодействующего с основными материалами и образующего жидкую металлическую прослойку, кристаллизация которой приводит к образованию паяного шва. Из определения следует, что: – пайка происходит при температурах, существенно меньших температур плавления соединяемых материалов, что уменьшает их перегрев; – возможно соединение как металлических, так и неметаллических материалов; – в зоне контакта должен образовываться промежуточный слой, состоящий из припоя и продуктов его взаимодействия с паяемыми материалами. Для образования качественного паяного соединения необходимо: – подготовить поверхности соединяемых деталей; – активировать материалы и припой; – удалить оксидные пленки в зоне контакта; – обеспечить взаимодействие на межфазной границе раздела; – создать условия для кристаллизации жидкой металлической прослойки. Подготовка поверхностей деталей к пайке включает механическую, химическую или электрохимическую очистки от оксидов, загрязнений органического и минерального происхождения, а также нанесение покрытий, улучшающих условия пайки или повышающих прочность и коррозионную стойкость паяных соединений. Удаление продуктов коррозии и оксидных пленок механическим способом проводят с помощью режущего инструмента (напильника, шлифовального круга, шабера), а также наждачной бумаги, проволочной сетки. Для повышения производительности при обработке протяженных или сложнопрофилированных изделий применяют гидроабразивную очистку с помощью струи жидкости или вращающихся щеток из синтетического материала с добавлением в моющий состав абразивных частиц. Образование шероховатой поверхности после механической обработки способствует увеличению растекания припоя, так как риски на поверхности являются мельчайшими капиллярами. Удаление поверхностных пленок, препятствующих смачиванию расплавленным припоем, осуществляется как химическими, так и электрохимическими способами. Химическое обезжиривание деталей проводят в 5 %-м растворе щелочи или в органических растворителях (ацетон, бензин, спирт, четыреххлористый углерод), спирто-бензиновых и спиртофреоновых смесях путем протирки, погружения, распыления, обработки в паровой фазе или ультразвуковой ванне. Для ультразвукового обезжиривания используют ванны УЗВ 1-0, 1, УЗВЗ-0, 16, УЗВ-0, 4, работающие на частотах 18–22 кГц в докавитационном режиме, который обеспечивает получение интенсивных микропотоков в моющей жидкости, что гарантирует высокое качество очистки мелких деталей и ускоряет процесс в 5–10 раз. Толстые слои оксидных пленок удаляют травлением, в растворах кислот или щелочей. Состав раствора определяется видом металла, толщиной оксидной пленки и требуемой скоростью травления. Электрохимическое травление ускоряет процесс растворения оксидных пленок и проводится при плотности тока 2–5 А/дм2. После травления детали тщательно промывают в нейтрализующих растворах. Очищенные детали необходимо немедленно направлять на сборку и пайку, так как паяемость меди сохраняется 3–5 сут, а серебра 10–15 сут. Поэтому для обеспечения межоперационного хранения деталей и компонентов ЭА на их поверхности наносят металлические покрытия, которые улучшают процесс смачивания припоем и сохраняют паяемость в течение длительного времени. В качестве таких покрытий используют легкоплавкие припои (ПОС61, ПОСВ 33 и др.), сплавы олова с висмутом или никелем, золото, серебро, палладий и другие металлы, которые наносят погружением в расплав, гальваническим или термовакуумным осаждением, а также плакированием. При первом методе погружение производят в расплавы припоев после предварительного флюсования. Гальванические покрытия благородными металлами наносят толщиной 3–6 мкм, остальными – 6–9 мкм. Пленки, полученные термовакуумным осаждением, отличаются высокой равномерностью, отсутствием окисления покрытия, однако имеют малую толщину (0, 1–1, 0 мкм). Плакирование осуществляется совместной прокаткой паяемого металла и металла покрытия; при этом обеспечивается равномерная толщина покрытия (100–150 мкм). После выполнения подготовительных операций или межоперационного хранения контролируется пригодность деталей к пайке путем оценки паяемости. Активация паяемых поверхностей необходима для физико-химического взаимодействия атомов основного металла и припоя. При этом с поверхности взаимодействующих металлов должны быть удалены оксидные пленки, а атомы должны достичь требуемого уровня энергии активации. При температуре пайки, когда все атомы возбуждены, скорость реакции взаимодействия определяется уравнением:
где N0 – число контактирующих атомов на поверхности основного металла; N – число атомов, вступивших в химическую связь; γ – частота собственных колебаний атомов (для металлов 1·1013c-1) Q – энергия активации для образования химической связи; k – постоянная Больцмана (1, 381·10 -23-Дж/К); Тп – температура пайки, К. Проинтегрировав последнее уравнение при Тп = const и следующих начальных и конечных условиях: t=0, N=0, t=tn, N=Nn, получим время пайки, в течение которого прореагирует Nп атомов металла:
Следовательно, тепловая энергия активации Q оказывает решающее влияние на скорость взаимодействия атомов основного металла и припоя. Поскольку главным фактором образования паяного соединения является тепловая активация паяемых поверхностей, то ее характер определяет классификацию способов нагрева (рис. 3.4).
Рис. 3.4. Классификация способов нагрева при пайке
Существуют три способа переноса энергии в форме теплоты: теплопроводностью, конвекцией и излучением. Перенос теплоты при пайке паяльником осуществляется за счет теплопроводности паяльного жала, которое служит аккумулятором теплоты, выделяемой нагревателем. Взаимосвязь температуры жала Тж и нагревателя Тн следующая:
где ch – косинус гиперболический;
α – коэффициент теплоотдачи с поверхности жала; П – периметр поперечного сечения жала; λ – коэффициент теплопроводности стержня; S – площадь поперечного сечения; L – длина жала. Скорость нагрева паяльником зависит от температуры жала и количества теплоты, аккумулированного жалом (4–8 кДж). Удельная мощность, выделяемая в зоне пайки деталей паяльником, не превышает 1·104 Вт/м2. Пайка расплавленным припоем осуществляется путем контакта паяемых деталей с обширной поверхностью расплава, аккумулирующего значительно большее количество теплоты, чем паяльник, поэтому удельная мощность при этом достигает 106 Вт/м2, что сокращает время пайки. При газопламенном нагреве пламя горелки является конвективным теплообменным источником нагрева. Удельный тепловой поток:
где α – коэффициент теплоотдачи между пламенем горелки и нагреваемым материалом детали; Тпл – температура пламени; Тд – температура детали.
Для газопламенной пайки, сварки, резки мелких деталей с высокой температурой плавления применяют аппараты с водородной микрогорелкой, в основу работы которых положен принцип электролиза воды электрическим током. Аппарат представляет собой настольный переносной прибор, состоящий из электролизера, смесителей, дополнительного смесителя, панели управления, горелки. Для увеличения проводимости в дистиллированную воду добавляют химически чистый едкий калий. В результате прохождения электрического тока из раствора выделяются водород и кислород. В смесителе после прохождения через водный затвор смесь насыщается парами бензина (спирта или ацетона) и поступает в горелку. Управление электролизом воды осуществляется с помощью электронного регулятора мощности. Горелка формирует необходимый факел пламени и снабжается быстросъемными наконечниками. При газопламенном нагреве возможны пережог деталей, окисление припоя вследствие неравномерности температурного поля в зоне нагрева. Более перспективны бесконтактные способы нагрева паяемых деталей различными видами излучений. При пайке излучением высокой частоты (ВЧ) в деталях индуцируются токи, которые проходят главным образом в поверхностном слое толщиной δ и разогревают детали до необходимой температуры. Глубина проникновения токов ВЧ:
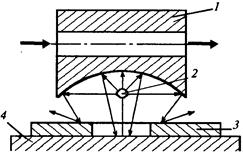
где ρ, μ – соответственно удельное электрическое сопротивление и магнитная проницаемость металла; f – частота тока. Поскольку глубина проникновения зависит от частоты, то для толстостенных деталей (2–5 мм) применяют низкочастотный нагрев (66 кГц), для тонкостенных – ВЧ-нагрев (440; 1760 кГц). Скорость нагрева пропорциональна Технологической оснасткой при ВЧ-пайке является индуктор, представляющий собой катушку из нескольких витков полой медной трубки, по которой в процессе нагрева интенсивно прокачивается охлаждающая жидкость – вода. Витки индуктора располагаются вблизи нагреваемых деталей (рис. 3.5), при этом КПД нагрева:
где ρ 1, ρ 2 – удельные электрические сопротивления индуктора и детали соответственно.
Рис. 3.5. Схема нагрева токами ВЧ: 1, 4- детали; 2 - припой; 3 - индуктор; Dн, Dд - диаметр индуктора и детали
КПД индуктора тем выше, чем больше значения ρ 2 и μ для нагреваемого металла (для сталей η = 0, 7– 0, 8; для медных сплавов 0, 5 – 0, 6). Мощность, выделяемая при высокочастотном нагреве в детали, рассчитывается по формуле:
где Uэф – эффективное напряжение на индукторе; cosφ – коэффициент мощности, зависящий от расстояния h и магнитной проницаемости μ ; n – число витков индуктора; RД – электрическое сопротивление детали.
При заданной номинальной мощности ВЧ-установки, постоянных значениях коэффициента мощности, КПД нагрева и числа витков индуктора, которое ограничено размерами зоны нагрева, повышение эффективности ВЧ-нагрева может быть достигнуто за счет снижения электрического сопротивления изделия, определяемого по формуле
где LH – средняя длина зоны нагрева; b – ширина зоны нагрева.
Эффективность нагрева повышается, если в зоне нагрева образовать электрический короткозамкнутый контур с малым удельным электрическим сопротивлением, расположенный вдоль паяемого соединения и выполненный в виде локального покрытия (медного, серебряного) толщиной 20 – 30 мкм либо специальной оправки. Воздействие СВЧ -излучения мощностью 5– 10 Вт на атмосферу рабочего газа (аргона) приводит к его ионизации, что дает возможность получать плазменный стержень тлеющего разряда диаметром 0, 1– 10 мм с температурой до 1000 °С. СВЧ-излучение от магнетронного генератора непрерывного действия мощностью 5–10 Вт возбуждают в волноводно-коаксиальном тракте, в который подают аргон с небольшой добавкой водорода со скоростью 1–5 л/мин. С помощью плазменного стержня практически безынерционно можно вести пайку планарных выводов микросхем к контактным площадкам плат. Недостатком метода является значительный градиент температур, как по длине стержня, так и в радиальном направлении. Инфракрасное (ИК) излучение применяют для бесконтактного нагрева деталей в различных средах: на воздухе, в контролируемой атмосфере, в вакууме. Зависимость интенсивности излучения I от температуры и длины волны источника устанавливает закон Планка:
где С1, С2 – постоянные Планка: С1 =0, 374· 10 –5 Вт, С2 = 1, 439·10 -2 м·К; λ – длина волны излучения; Т– абсолютная температура. Инфракрасное тепловое излучение находится в диапазоне длин волн 0, 76– 1000 мкм, однако наибольшая эффективность (75 %) приходится на коротковолновый поддиапазон 0, 75– 3, 0 мкм. Падающее на паяемую поверхность ИК-излучение вследствие поглощения незначительно проникает в глубь металла, частично отражаясь от его поверхности. Отражательная способность гладких поверхностей чистых металлов зависит от их удельного электрического сопротивления и температуры поверхности:
Для полированных поверхностей из серебра, алюминия коэффициент отражения составляет 95 %, поэтому они используются для изготовления рефлекторов ИК-установок. Неотраженная часть излучения поглощается рефлектором, и в установках предусматривают его водяное или воздушное охлаждение (рис. 3.6).
Рис. 3.6. Схема ИК-нагрева: 1 - рефлектор; 2 - ИК-лампа; 3 - маска; 4 - деталь
В качестве источников ИК-энергии используются галогенные кварцевые лампы мощностью 500–2000 Вт. Галогенные (йодные, галоидные) лампы изготавливаются из кварцевого стекла и имеют вольфрамовую спираль с рабочей температурой порядка 3000°С и сроком службы 2000–5000 ч.
Рис. 3.7. Типы отражателей ИК-излучения В процессах пайки широкое применение получили два вида ИК-нагрева: локальный сфокусированный и прецизионный рассеянный. Для локального нагрева целесообразны отражатели эллиптической формы, фокусирующие излучение источника, помещенного в ближнем фокусе рефлектора, на объект нагрева в дальнем фокусе (рис. 3.7, а) Для прецизионного нагрева используют параболические (рис. 3.7, б) либо овально-цилиндрические с сопловыми насадками рефлекторы (рис. 3.7, в). Суммарный поток энергии от параболического рефлектора:
где Епр , Еотр – прямое от источника и отраженное от рефлектора излучение соответственно. Поскольку профиль параболического рефлектора описывается уравнением
где l/2 – расстояние от лампы до рефлектора, то прямое излучение в плоскости, перпендикулярной к оси лампы,
где I – интенсивность излучения источника, Вт/м2; R – радиус источника; h– расстояние до объекта. Излучение, отраженное рефлектором, определяется выражением:
где k – коэффициент отражения. При длине волны λ max =1, 1мкм спектральная интенсивность излучения достигает 50–60 Вт/(ср · мкм), где ср – стерадиан, а облученность равна (1, 0–1, 4)·104 Вт/м2. К достоинствам пайки ИК-излучением следует отнести: бесконтактный подвод энергии к паяемым деталям, точную регулировку времени и температуры нагрева, локальность нагрева в зоне пайки. Недостатки процесса – затруднение при флюсовой пайке (испаряющийся флюс загрязняет лампы и рефлекторы), отсутствие серийно выпускаемого оборудования. Оптическое излучение в диапазоне длин волн 0, 7–10, 6 мкм, генерируемое различными типами лазеров, является удобным, надежным и экономичным видом бесконтактного нагрева. В технологии пайки используют лазерные установки, основным элементом которых является оптический квантовый генератор (ОКГ), создающий мощный импульс монохроматического когерентного излучения. Пайка лазерным излучением не требует вакуума и позволяет соединять изделия из разнотолщинных элементов. В процессах пайки используют как непрерывное, так и импульсное лазерное излучение. Процессы пайки ЭРЭ и микросхем на печатные платы с помощью лазерного излучения, получаемого от твердотельного ОКГ на алюмоиттриевом гранате (АИГ) мощностью до 125 Вт с λ =1, 06 мкм, отличаются высокой производительностью. Средняя плотность потока излучения в случае круглой формы луча с гауссовой кривой распределения определяется следующим образом:
где Р – падающая мощность излучения; V – скорость перемещения платы; D – диаметр луча на плате. Для качественной пайки выводов микросхем к контактным площадкам печатных плат необходимо, чтобы плотность потока излучения составляла 1, 95–2, 0 Дж/мм2. Перемещение печатной платы со скоростью 8 мм/с обеспечивает производительность процесса 400–440 паек в минуту. Процесс пайки может быть легко автоматизирован путем применения координатного стола и системы ЧПУ, осуществляющей управление столом и мощностью излучения. Лазерное излучение не влияет на электроизоляционные свойства диэлектриков, если средняя плотность потока не превышает 3, 4 и 2, 8 Дж/мм2 для материалов СФ-2-50 и ФТС соответственно. Для низкотемпературной пайки за рубежом используют установки многоточечной пайки с голографическим делением луча (рис. 3.8). В этом случае луч лазера, генерируемый ОКГ 1, с помощью телецентрической оптики 2 сначала расширяется до значительного диаметра, а затем направляется как плоскопараллельный поток на голограмму 3.
Рис.3.8. Схема лазерной пайки.
Отражаясь от плоского зеркала 4, лучи направляются на участки пайки 5 с высокой степенью локальности. Для каждого процесса пайки необходима специальная голограмма, содержащая информацию о том, на какое количество элементарных лучей должен быть разложен пучок и в каких точках сфокусирован каждый из них. Для пайки легкоплавкими припоями изделий электронной техники достаточна мощность 5 Вт, выделяемая в зоне протекания процесса. Одним импульсом промышленного лазера мощностью 20–50 Вт можно осуществлять пайку одновременно в нескольких точках. При использовании лазерных установок целесообразно применять в качестве припоев покрытия, которые, оплавляясь, образуют соединения. В обычном состоянии поверхность металлов покрыта оксидными пленками. Нагрев основного металла и расплавленного припоя приводит к тому, что их активность снижается вследствие взаимодействия с кислородом воздуха и ростом оксидных пленок на поверхности. Удаление оксидных пленок в процессе пайки является необходимым условием получения качественных паяных соединений. Классификация способов удаления оксидных пленок приведена на рис. 3.9.
Рис.3.9. Классификация способов удаления оксидных пленок. Константа равновесия реакции окисления металла Кр зависит от давления паров кислорода в окружающей среде при данной температуре:
где Уменьшив парциальное давление кислорода и увеличив температуру среды, можно сместить равновесие реакции в сторону разложения (диссоциации) оксида. Однако полное разложение оксидов металла (например, олова, меди) происходит при очень низком давлении (10 -6 – 10 -8 Па) и температуре 600 – 700 °С. При нагреве металлов в активных (восстановительных) газовых средах, в качестве которых используют азотно-водородную смесь или добавку оксида углерода, происходит восстановление оксидов металлов активными компонентами газовых сред. Недостатком такого процесса является взаимодействие водорода с расплавленным припоем, что приводит в ряде случаев к появлению водородной хрупкости, образованию пор, трещин и других дефектов. Суть механического удаления оксидных пленок с паяемой поверхности заключается в их разрушении под слоем жидкого припоя с помощью режущего или абразивного инструмента; при этом припой защищает паяемую поверхность от воздействия кислорода воздуха и вступает с ней в физический контакт. В качестве режущего и абразивного инструмента используют металлические щетки, сетки, а в качестве материалов – порошки из твердых материалов, асбест, вводимые в припой в мелкоизмельченном виде. Недостатки метода – низкая производительность, неравномерность удаления оксидных пленок, загрязнение припоя частицами абразива. Самым распространенным способом удаления оксидов в процессе пайки является флюсование. Флюс как химический реагент имеет два основных назначения: очистить поверхность металла от оксидов; уменьшить поверхностное натяжение припоя и угол смачивания. Типичные представители активных флюсов содержат в качестве растворителя воду или спирты, активаторами являются неорганические и органические кислоты либо их соли, например соляная или фосфорная кислота, неорганические соли (ZnCl2, NH3CI, SnCl2, CuCl и др.). При взаимодействии хлористого цинка и воды образуется соляная кислота, которая растворяет оксиды на поверхности металла:
ZnCl2 + Н2О → Zn(OH)Cl + HC1, CuO + 2НС1 → CuCl2 + Н2О. Популярное:
|
Последнее изменение этой страницы: 2016-05-30; Просмотров: 1353; Нарушение авторского права страницы












 , удельная мощность в зоне нагрева составляет 106–108 Вт/м2.
, удельная мощность в зоне нагрева составляет 106–108 Вт/м2.














 ,
,  ,
,  – давление паров металла, кислорода и оксида соответственно.
– давление паров металла, кислорода и оксида соответственно.