
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Анализ напряженно-деформированного состояния при вытяжке.
Как следует из схемы вытяжки рис 4, усилие Р ползуна пресса действует через пуансон на донную часть вытягиваемой детали (типа стакана), а затем через ее вертикальную стенку передается на фланец. Фланцевая часть вытягиваемого изделия и часть огибающая скругленную часть вытяжной матрицы составляют зону пластической деформации, Фланец, перемещаясь в полость матрицы через радиус скругления кромки вытяжной матрицы, оказывает сопротивление, обуславливаемое сопротивлением металла деформированию и силам трения, возникающим на контактных поверхностях прижима, матрицы и поверхностях заготовки. Поэтому вертикальную стенку вытягиваемой детали называют зоной передачи усилия, а фланец – основной очаг пластической деформации. Усилие вытяжки - Р, передающееся через вертикальную стенку, в общем виде можно записать следующим образом::
где:
Рис. 4 Расчетная схема определения параметров вытяжки
Рд – усилие, затрачиваемое на преодоление продольного сопротивления металла деформированию; Р
Так как зазор между пуансоном и матрицей (при вытяжки без утонения стенки) больше толщины исходной заготовки, трение в зазоре не учитывается. Каждое из слагаемых в уравнении (1) разделим на площадь pds, то получим выражение для действующего в стенке напряжения:
Если трение на ребре матрицы учесть коэффициентом Эйлера, то:
где: α – угол обхвата вытяжного ребра матрицы. Каждую из составляющих из уравнения (3) можно определить аналитическим путем с учетом следующих допущений: напряженное состояние в основном очаге деформации принимается плоским; напряжением от прижима пренебрегают; толщина заготовки принимается постоянной. При этих допущениях, распределение напряжений по очагу деформаций определяется путем совместного решения уравнения равновесия для плоской задачи и уравнения пластичности. Спроецируем все напряжения на радиус:
Раскрывая скобки и учитывая, что
Условие пластичности Треска – Сенвенана имеет следующий вид:
Совместное решение уравнений (4) и (5) дает следующие результаты:
Граничные условия: при текущем положении фланца
Решая совместно уравнения (4) и (5), при найденном выражении для радиального напряжения
Задаваясь значениями Так, при R В начальный момент вытяжки, при R
где Коэффициент вытяжки характеризует предельную допустимую степень пластического формоизменения при вытяжке. На практике его значения определяют экспертным путем для различных марок материала с учетом относительной толщины исходной заготовки и других параметров вытяжки. Экспериментальные значения коэффициентов вытяжки приведены в справочной литературе. Значение Сила от трения возникающая в контакте фланца с матрицей и прижимом и равна 2
Общее усилие Q прижима выражается через удельное давление прижима q. Площадь заготовки находящуюся под прижимом определяем в момент соответствующий началу процесса вытяжки, когда диаметр фланца равен
где R Тогда выражение (9) можно записать в следующем виде:
Определение оптимального удельного давления прижима на заготовку. Вытяжка может осуществляться с прижимом заготовки и без прижима. Вытяжка без прижима заготовки может осуществляться лишь при определенных условиях, обеспечивающих отсутствие гофр. Сжимающие напряжения На практике применяют упрощенные, приближенные зависимости, позволяющие установить потребность в прижиме при вытяжке. Так, для первой операции вытяжки детали с плоским дном условие вытяжки без гофр можно записать в следующем виде:
где: D d - диаметр вытягиваемого стакана. Если же неравенство (11) не выполняется, то есть D Установлено, что более интенсивно упрочняемые металлы менее склонны к образованию гофр и предельное отношение Сложнее дело обстоит на практике, когда необходимо определить оптимальное удельное давление прижима q. Значение q должно быть с одной стороны минимальным, чтобы не перегрузить вертикальную стенку вытягиваемой детали и не увеличивать усилие вытяжки. С другой стороны должно быть достаточным, чтобы не вызвать образование гофр во фланцевой части заготовки. Образование гофр может стать причиной разрушения при вытяжке, когда гофры втягиваются в отверстие матрицы или стать причиной брака при вытяжке деталей с фланцем, когда он предусмотрен чертежом.
Рис. 5 Зависимость усилия вытяжки от удельного давления прижима В условиях производства минимально необходимое удельное давление прижима определяется по результатам проведения пробных вытяжек при различных q и с регистрацией P. При этом определяется зависимость P = f (q ) (см. рис. 5). Так, например для сплавов АМг 6, Д16 М, значение удельного усилия прижима находится в пределах q Составляющую выражения (2) учитывающую изгиб и спрямление материала на скругленной кромки вытяжной матрицы можно определить следующим образом:
Как видно из выражения (12), величина Подставляя выражения (8), (10), (12) в выражение (2) получаем выражение для определения напряжения в стенке вытягиваемой детали с фланцем:
Данное выражение позволяет оценить влияние различных параметров вытяжки на напряжение в стенке вытягиваемой детали и прогнозировать вероятность разрушения стенки (отрыв дна при вытяжке детали). Знание параметров напряженного состояния при вытяжке дает возможность определить деформации, возникающие при вытяжке. Воспользуемся для этого уравнением связи напряжений и деформаций, которое для данного случая можно записать следующим образом:
Из условия постоянства объема материала до и после деформирования
Если Если
Популярное:
|
Последнее изменение этой страницы: 2016-06-05; Просмотров: 2317; Нарушение авторского права страницы
 (1)
(1)
 . - усилие, затрачиваемое на преодоление сил трения на плоской части матрицы (под фланцем);
. - усилие, затрачиваемое на преодоление сил трения на плоской части матрицы (под фланцем);  - усилие, затрачиваемое на преодоление сил трения на ребре вытяжной матрицы (в зоне радиуса
- усилие, затрачиваемое на преодоление сил трения на ребре вытяжной матрицы (в зоне радиуса  );
);  - усилие, затрачиваемое на изгиб и спрямление заготовки на ребре вытяжной матрицы.
- усилие, затрачиваемое на изгиб и спрямление заготовки на ребре вытяжной матрицы. (2)
(2) , (3)
, (3)
 , получим следующее уравнение:
, получим следующее уравнение:  , (4)
, (4) ; где
; где  - напряжение текучести. (5)
- напряжение текучести. (5) , откуда
, откуда  ;
;  , радиальное напряжение на краю фланца
, радиальное напряжение на краю фланца  , поэтому:
, поэтому:  . (6)
. (6) находим выражение для определения тангенциального напряжения
находим выражение для определения тангенциального напряжения  :
:  (7)
(7) в пределах от r до
в пределах от r до  можно определить характер распределения
можно определить характер распределения  = r максимальное значение радиального напряжения определяется следующим образом:
= r максимальное значение радиального напряжения определяется следующим образом:  , из последнего выражения видно, что чем меньше R
, из последнего выражения видно, что чем меньше R  , тем меньше значение
, тем меньше значение  .
. – радиус соответствующий начальному положению фланца заготовки) имеем:
– радиус соответствующий начальному положению фланца заготовки) имеем:  , (8)
, (8) - коэффициент вытяжки.
- коэффициент вытяжки. , тогда:
, тогда:  . (9)
. (9) :
:  ,
,  - радиус скругления вытяжной кромки матрицы.
- радиус скругления вытяжной кромки матрицы. (10)
(10) , (11)
, (11) - диаметр плоской исходной заготовки;
- диаметр плоской исходной заготовки;  для них меньше, чем для интенсивно упрочняемых металлов. Для предотвращения образования гофр при вытяжке применяют перетяжные ребра и пороги.
для них меньше, чем для интенсивно упрочняемых металлов. Для предотвращения образования гофр при вытяжке применяют перетяжные ребра и пороги.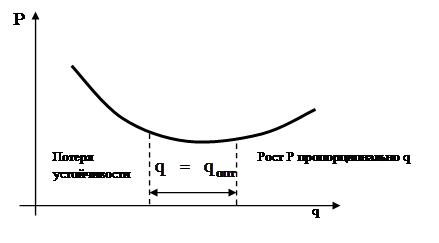
 ( 0, 8
( 0, 8  1, 6) МПа, а для малоуглеродистых сталей - q
1, 6) МПа, а для малоуглеродистых сталей - q  . (12)
. (12) зависит от относительного радиуса изгиба материала на кромке вытяжной матрицы
зависит от относительного радиуса изгиба материала на кромке вытяжной матрицы  и от напряжения текучести материала заготовки
и от напряжения текучести материала заготовки  . (13)
. (13) . (14)
. (14) , следует, что
, следует, что  . Подставив
. Подставив  в выражение (14) имеем:
в выражение (14) имеем:  , откуда получим выражение для определения деформации по толщине:
, откуда получим выражение для определения деформации по толщине:  . (15)
. (15) = const на протяжении всего процесса вытяжки для всех элементов очага пластического деформирования, то из уравнения связи напряжений и деформаций можно для них определять соответствующие деформации.
= const на протяжении всего процесса вытяжки для всех элементов очага пластического деформирования, то из уравнения связи напряжений и деформаций можно для них определять соответствующие деформации. для заданного промежутка.
для заданного промежутка.