
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Адреса координат X Y Z A B CСтр 1 из 3Следующая ⇒
Содержание 1. Системы ЧПУ 1.1. Декартовые системы координат 1.1.1. Плоские 1.1.2. Пространственные 1.2. Правила расположения осей 2. Программирование 2.1. Кадр, слово, адрес 2.2. Адреса координат 2.3. Специальные символы 3. Функции 3.1. G-функции 3.1.1. Группа 1 G90-G91, G17-G19, G00-G04 3.1.2. Группа 2 G40-G42, G53-G599 3.1.3. Группа 3 G94-G95, G96-G97, F, S, LIMS 3.2. М-функции 3.2.1. Управление исполнением программы 3.2.2. Управление электрооборудованием станка 3.2.2.1. Управление шпинделем 3.2.2.2. Управление инструментом 3.2.2.3. Управление СОЖ 4. Анализ листинга Управляющей Программы 5. Вопросы для самоконтроля 6. Краткие справочные сведения Системы ЧПУ Декартовые системы
Системой координат называется совокупность одной, двух, трех или более пересекающихся координатных осей, точки, в которой эти оси пересекаются, – начала координат – и единичных отрезков на каждой из осей. Каждая точка в системе координат определяется упорядоченным набором нескольких чисел – координат. Каждой точке соответствует один и только один набор координат. Если в качестве координатных осей берутся прямые, перпендикулярные друг другу, то система координат называется прямоугольной (или ортогональной).
Плоские системы Плоские прямоугольные координаты имеют в своей основе оси X и Y - перпендикулярные прямые, расположенные в одной плоскости.
А: x=40, y=50
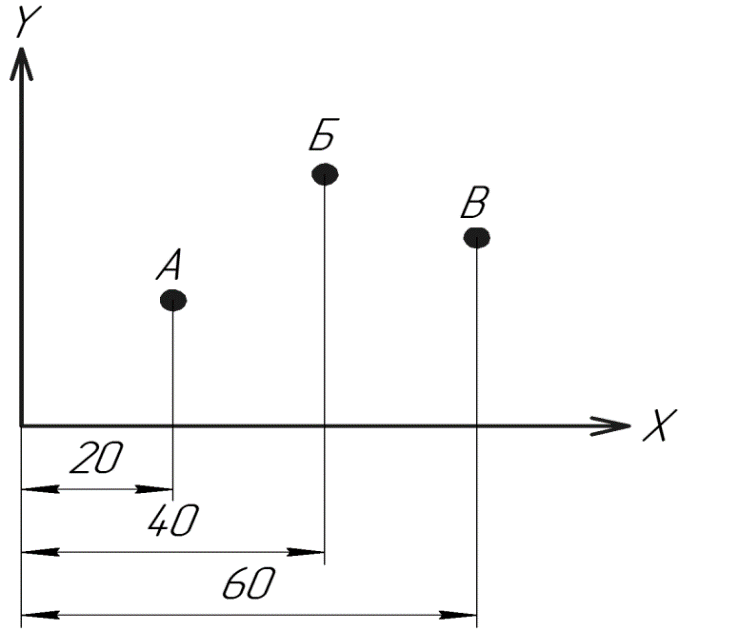
Б: x=75, y=20 Пространственные системы Она образуется тремя взаимно перпендикулярными осями. Положение точки в пространстве в этой системе может быть задано тремя координатами - проекциями на эти оси Положение любой точки задается тремя пространственными координатами — абсциссой X, ординатой У, аппликатой Z.
А: x=60, y=40, z=0
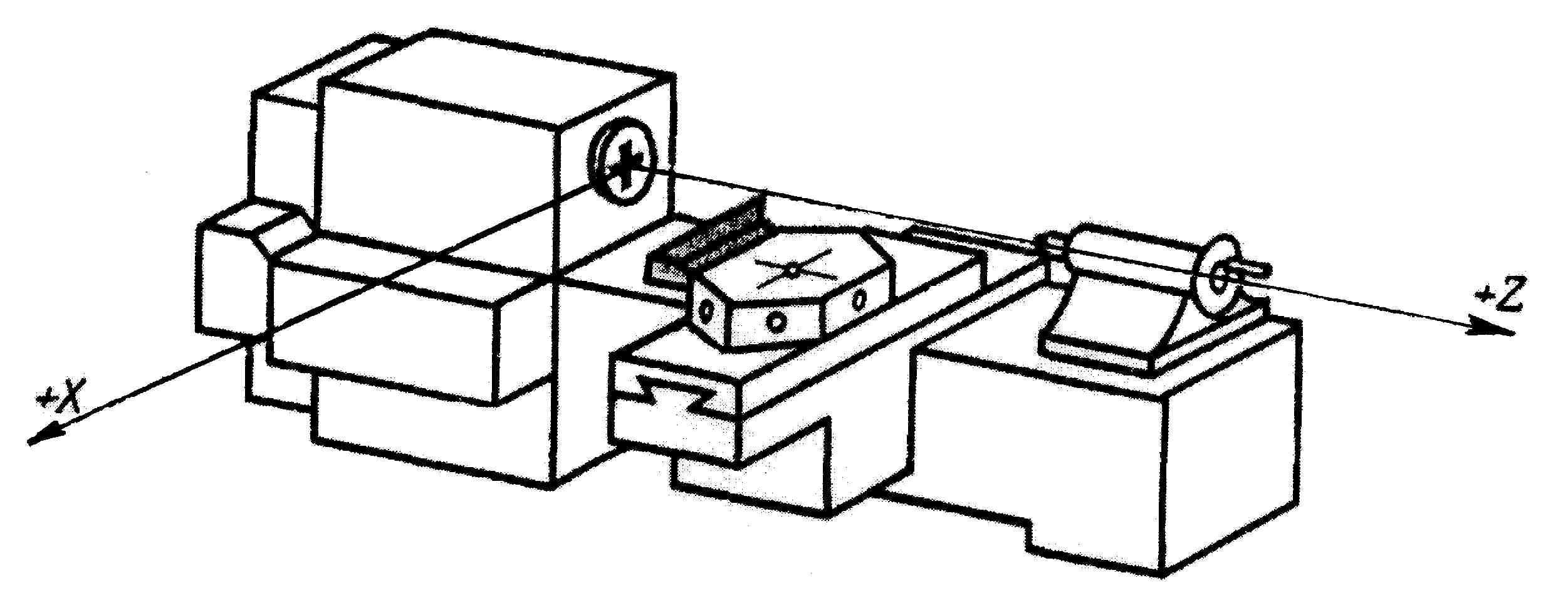
Б: x=60, y=0, z=40 В: x=0, y=60, z=40 Правила расположения осей
2. Оси всегда ориентированы параллельно направляющим станка. 3. Ось Z всегда совмещена с осью вращения шпинделя. 4. Положительное направление оси Z всегда совпадает с направлением перемещения от детали. 5. Направление остальных осей определяется по правилу правой руки. 6. Положительное направление осей – удаление от детали.
Программирование Кадр, слово, адрес
Кадр – структурная единица. Отрабатывается программой как единое целое – законченная команда станка ЧПУ. Формат кадра – условная запись структуры и расположения слов в кадре. Слово – команда – составная часть кадра, являющееся законченной и самостоятельной командой для системы ЧПУ. Слово состоит из адреса и числа. Адрес – это фиксированный идентификатор – буква. Число – значение определяющее адрес. Пример: N14 G01 X38 Y42 M8
Адреса координат X Y Z A B C
Используются для обозначения координат точки, в которую необходимо осуществить перемещения.
Незначащие нули не записываются Числа могут иметь знаки «+» и «-». При отсутствии знака перемещение полагается положительным. Движение вправо и вверх и по часовой стрелке – положительное. Движение влево, вниз и против часовой стрелки – отрицательное. Вращательные оси А, В, С идут вокруг осей X, Y, Z соответственно.
Специальные символы
N – имя кадра, номер кадра. : - имя главного кадра (служит для выделения кадра из общей последовательности). ; - комментарий, исключает кадр из последовательности программы (служит для пояснения и документирования). / - пропускаемый кадр. Функции G-функции Абсолютные/относительные системы счисления G90 - режим абсолютного позиционирования.
G91 - режим относительного позиционирования.
М-функции
Вспомогательные (технологические) команды языка программирования начинаются с буквы М. Включают такие действия, как: · Сменить инструмент · Включить/выключить шпиндель · Включить/выключить охлаждение · Вызвать/закончить подпрограмму Управление шпинделем
М0З - вращение шпинделя по часовой стрелке. При помощи кода М03 включается прямое вращение шпинделя (по часовой стрелке, если смотреть со стороны шпинделя) с запрограммированным числом оборотов (S). Код М03 действует до тех пор, пока он не будет отменен с помощью М04 или М05. М04 - вращение шпинделя против часовой стрелки. При помощи кода М04 включается обратное вращение шпинделя (против часовой стрелки, если смотреть со стороны шпинделя) с запрограммированным числом оборотов (S). Код М04 действует до тех пор, пока он не будет отменен с помощью М03 или М05. М05 - останов шпинделя. Код М05 останавливает вращение шпинделя, но не останавливает осевые перемещения. Управление инструментом
М06 - смена инструмента. При помощи кода М06 инструмент, закрепленный в шпинделе, меняется на инструмент, находящийся в положении готовности в магазине инструментов. Т - значение определяющее номер инструмента, который необходимо переместить в позицию смены, путем поворота инструментального магазина. Управление СОЖ
М07 - включение охлаждения №2 (вспомогательного). Код М07 включает подачу СОЖ в зону обработки в распыленном виде, если станок обладает такой возможностью. М08 - включение охлаждения №1 (основного). Код М08 включает подачу СОЖ в зону обработки в виде струи. М09 - отключение охлаждения. Код М09 выключает подачу СОЖ и отменяет команды М07 и М08. 4. Анализ листинга Управляющей Программы Дана часть управляющей программы: SKIQ-16NC SIN-840D START %_N_P341374_MPF : 9001 G71 G90 DIAMON T1 M6 N1 G97 M41 S9 M4 N2 G0 G94 X1405.976 Z499.35 V N3 X1088.916 L N4 Z449.56 M8 n N5 X1089.7 Z449.55 L N6 DIAMOFF G96 S30 LIMS=125 N7 G1 X1095.7 F0.1 T N8 X1211.9 F0.15 L N9 Z450.55 F2. N10 DIAMON G0 G94 Z483.869 N11 X1097.942 N12 G0 X1123.319 Z444.84 M8 N13 G96 S30 LIMS=125 Dkp N14 G1 Z443.64 F0.15 T N15 Z430.54 F0.25 Fmin N16 Z429.34 F2. Fob N17 G0 G94 X1121.319 N18 Z444.84 N19 X1128.319 N20 G96 S60 LIMS=125 N21 G1 X443.64 F0.15 Fmin N22 Z430.54 X1095.7 F0.25 T N23 Z429.34 F2. Dkp N24 G0 G94 X1126.319 N25 Z444.84
Необходимо вычислить: V (скорость резания), L (расстояние резания), T (время обработки), n (число оборотов), Dkp (критический диаметр), Fmin (минутная подача), Fob (оборотная подача). 1) Расчет скорости резания во втором кадре
Из N2: т.к. DIAMON, то D=х=1405, 976 мм n=9, т.к. в N1 S=9 – обороты шпинделя при G97 Подставляем в формулу:
2) Расчет расстояния резания в третьем кадре
Т.к. DIAMON, то х делим на 2 и получаем радиус Х2=1088, 916 (из N3) Х1=1405, 976 (из N2) Z не меняется в N2 и N3, следовательно, Δ z=0 Подставляем в формулу:
3) Расчет числа оборотов в четвертом кадре Т.к. в N2 G96 (подача в мм/мин), то n=S=9 об/мин (из N1)
4) Расчет расстояния резания в пятом кадре Т.к. DIAMON, то х делим на 2 и получаем радиус. Х не меняется в N4 и N5, следовательно, Δ х=0 z1=449.56 мм; z2=449, 55 мм Подставляем в формулу:
5) Расчет времени резания в седьмом кадре
Т.к. DIAMOFF, то х – это радиус и делить на 2 не надо. l=x (из N7)-x (из N5) = 1095, 7-1089, 7=6 мм т.к. G96 (обороты шпинделя в м/мин), то рассчитываем Fmin, где в N7 F0, 1 – это Fob. Fmin=Fob*n Fob=0, 1 об/мин Рассчитываем V=S=30 м/мин (из N6) Dср=(D1+D2)/2=(1089, 7+1095, 7)/2=1092, 7 мм НО т.к. DIAMOFF, то дан радиус, следовательно, умножаем Dср на 2 Dср=2*1092, 7=2185, 4 мм Подставляем в формулу: Т=6/4, 37=1, 37 мин.
6) Расчет расстояния резания в восьмом кадре Z не меняется в N7 и N8, следовательно, Δ z=0 х1=1095, 7 мм; х2=1211, 9 мм Подставляем в формулу:
7) Расчет критического диаметра в тринадцатом кадре
Т.к. G96, то V=S=30 м/мин nкр=LIMS=125 об/мин Подставляем в формулу:
8) Расчет времени резания в четырнадцатом кадре Т.к. DIAMON, то х – это диаметр и делим на 2 l=444, 64-443, 64=1, 2 мм т.к. G96, то в N14 Fob=0, 15 об/мин, следовательно, рассчитываем Fmin=Fob*n, где V=S=30 м/мин, D=1123, 319 мм Подставляем в формулу:
Fmin=0, 15*8, 51=1, 28 мм/мин Т=1, 2/1, 28=0, 9375 мин
9) Расчет минутной подачи в пятнадцатом кадре Fmin=Fob*n Fob=0, 25 об/мин (из N15)
V=S=30 м/мин, D=1123, 319 мм Подставляем в формулу:
10) Расчет оборотной подачи в шестнадцатом кадре Fob=2 (из N16), т.к G96, следовательно, G95 – подача в мм/об
11) Расчет минутной подачи в двадцать первом кадре Fmin=Fob*n Fob=0, 15 об/мин (из N21)
V=S=60 м/мин, D=443, 64 мм
Fmin=0, 15*43, 07=6, 46 мм/мин
12) Расчет времени резания в двадцать втором кадре Δ х=1095, 7-443, 64=652, 06 мм /2=326, 03 мм, т.к. DIAMON Δ z=444, 84-430, 54=14, 3 мм
Fmin=Fob*n Fob=0, 25 об/мин (из N22)
V=S=60 м/мин Dср=(1095, 7+443, 64)/2=769, 67 мм
Fmin=0, 25*24, 83=6, 2 мм/мин Т=326, 37/6, 2=52, 64 мин
13) Расчет критического диаметра в двадцать третьем кадре
V=S=60 м/мин, т.к. G96 – обороты шпинделя в м/мин, то nкр=125 об (из N20)
Вопросы для самоконтроля
1. В чем отличие G90 от G91? 2. Напишите формат кадра для G02. 3. Напишите программу для круговой интерполяции.
4. Чему будет равен радиус при круговой интерполяции X-.3976 Y-.4348 I-.015 J.1568? 5. Что такое трассировочная точка? 6. Где расположена точка трассировки у фрезы? 7. В чем заключается геометрический смысл команд G40 - G42? 8. Напишите формат кадра для G42. 9.
10.
11. Укажите направление движения инструмента при G41?
12. Задайте радиус инструмента с учетом допуска детали (определить значение корректора) – диаметр инструмента и фактическое значение размера.
13. Почему G95 используется с G96? 14. Почему при фрезерной обработке не используется G96? 15. Как перевести из мм/мин в об/мин? 16. Для чего нужен LIMS? 17. Укажите обязательную команду для выполнения команды M06. 18. Укажите формат кадра для G04? 19. Для чего необходимо смещение ноля? 20. Какой командой выбирается номер корректора на инструмент? 21. Какая плоскость интреполяции используется при токарной обработке? 22. В чем разница М00 и М01? 23. Назовите единицы измерения подачи при G94 и G95? 24. Для чего рассчитывают Dкр? Краткие справочные сведения
Содержание 1. Системы ЧПУ 1.1. Декартовые системы координат 1.1.1. Плоские 1.1.2. Пространственные 1.2. Правила расположения осей 2. Программирование 2.1. Кадр, слово, адрес 2.2. Адреса координат 2.3. Специальные символы 3. Функции 3.1. G-функции 3.1.1. Группа 1 G90-G91, G17-G19, G00-G04 3.1.2. Группа 2 G40-G42, G53-G599 3.1.3. Группа 3 G94-G95, G96-G97, F, S, LIMS 3.2. М-функции 3.2.1. Управление исполнением программы 3.2.2. Управление электрооборудованием станка 3.2.2.1. Управление шпинделем 3.2.2.2. Управление инструментом 3.2.2.3. Управление СОЖ 4. Анализ листинга Управляющей Программы 5. Вопросы для самоконтроля 6. Краткие справочные сведения Системы ЧПУ Декартовые системы
Системой координат называется совокупность одной, двух, трех или более пересекающихся координатных осей, точки, в которой эти оси пересекаются, – начала координат – и единичных отрезков на каждой из осей. Каждая точка в системе координат определяется упорядоченным набором нескольких чисел – координат. Каждой точке соответствует один и только один набор координат. Если в качестве координатных осей берутся прямые, перпендикулярные друг другу, то система координат называется прямоугольной (или ортогональной).
Плоские системы Плоские прямоугольные координаты имеют в своей основе оси X и Y - перпендикулярные прямые, расположенные в одной плоскости.
А: x=40, y=50
Б: x=75, y=20 Пространственные системы Она образуется тремя взаимно перпендикулярными осями. Положение точки в пространстве в этой системе может быть задано тремя координатами - проекциями на эти оси Положение любой точки задается тремя пространственными координатами — абсциссой X, ординатой У, аппликатой Z.
А: x=60, y=40, z=0
Б: x=60, y=0, z=40 В: x=0, y=60, z=40 Правила расположения осей
2. Оси всегда ориентированы параллельно направляющим станка. 3. Ось Z всегда совмещена с осью вращения шпинделя. 4. Положительное направление оси Z всегда совпадает с направлением перемещения от детали. 5. Направление остальных осей определяется по правилу правой руки. 6. Положительное направление осей – удаление от детали.
Программирование Кадр, слово, адрес
Кадр – структурная единица. Отрабатывается программой как единое целое – законченная команда станка ЧПУ. Формат кадра – условная запись структуры и расположения слов в кадре. Слово – команда – составная часть кадра, являющееся законченной и самостоятельной командой для системы ЧПУ. Слово состоит из адреса и числа. Адрес – это фиксированный идентификатор – буква. Число – значение определяющее адрес. Пример: N14 G01 X38 Y42 M8
Адреса координат X Y Z A B C
Используются для обозначения координат точки, в которую необходимо осуществить перемещения.
Незначащие нули не записываются Числа могут иметь знаки «+» и «-». При отсутствии знака перемещение полагается положительным. Движение вправо и вверх и по часовой стрелке – положительное. Движение влево, вниз и против часовой стрелки – отрицательное. Вращательные оси А, В, С идут вокруг осей X, Y, Z соответственно.
Специальные символы
N – имя кадра, номер кадра. : - имя главного кадра (служит для выделения кадра из общей последовательности). ; - комментарий, исключает кадр из последовательности программы (служит для пояснения и документирования). / - пропускаемый кадр. Функции G-функции Популярное:
|
Последнее изменение этой страницы: 2016-06-05; Просмотров: 1902; Нарушение авторского права страницы





 В режиме абсолютного позиционирования перемещения исполнительных органов производятся относительно нулевой точки рабочей системы координат (программируется, куда должен двигаться инструмент). Код G90 отменяется при помощи кода относительного позиционирования G91.
В режиме абсолютного позиционирования перемещения исполнительных органов производятся относительно нулевой точки рабочей системы координат (программируется, куда должен двигаться инструмент). Код G90 отменяется при помощи кода относительного позиционирования G91. В режиме относительного (инкрементального) позиционирования за нулевое положение каждый раз принимается положение исполнительного органа, которое он занимал перед началом перемещения к следующей опорной точке (программируется, на сколько должен переместиться инструмент). Код G91 отменяется при помощи кода абсолютного позиционирования G90.
В режиме относительного (инкрементального) позиционирования за нулевое положение каждый раз принимается положение исполнительного органа, которое он занимал перед началом перемещения к следующей опорной точке (программируется, на сколько должен переместиться инструмент). Код G91 отменяется при помощи кода абсолютного позиционирования G90.

















 Как изменится рисунок, если G41 заменить на G42?
Как изменится рисунок, если G41 заменить на G42?  Укажите направление движения инструмента при G42?
Укажите направление движения инструмента при G42? 
