
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Кислородно – конвертерный способ
Кислородно-конвертерный процесс начал применяться в 1953 г. на сталеплавильных заводах в двух австрийских металлургических центрах-Линце и Донавице.В кислородно-конвертерном процессе используется кислородный конвертер с основной футеровкой (кладкой). Конвертер загружают в наклонном положении расплавленным чугуном из плавильной печи и металлоломом, затем возвращают в вертикальное положение. После этого в конвертер сверху вводят медную трубку с водяным охлаждением и через нее направляют на поверхность расплавленного железа струю кислорода с примесью порошкообразной извести (СаО). Эта «кислородная продувка», которая длится 20 мин, приводит к интенсивному окислению примесей железа, причем содержимое конвертера сохраняет жидкое состояние благодаря выделению энергии при реакции окисления. Образующиеся оксиды соединяются с известью и превращаются в шлак. Затем медную трубку выдвигают и конвертер наклоняют, чтобы слить из него шлак. После повторной продувки расплавленную сталь выливают из конвертера (в наклонном положении) в ковш. Кислородно-конвертерный процесс используется главным образом для получения углеродистых сталей. Он характеризуется большой производительностью. За 40-45 мин в одном конвертере может быть получено 300-350 т стали. В настоящее время всю сталь в Великобритании и большую часть стали во всем мире получают с помощью этого процесса.
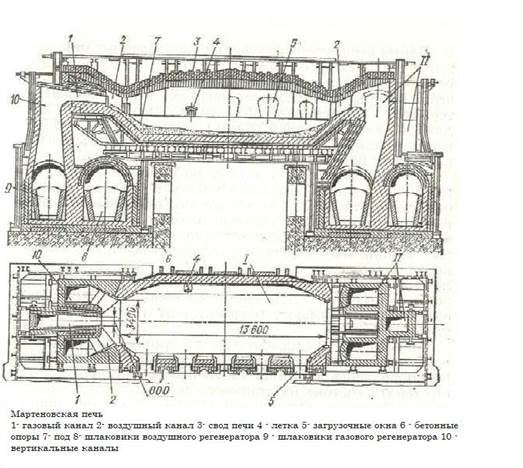
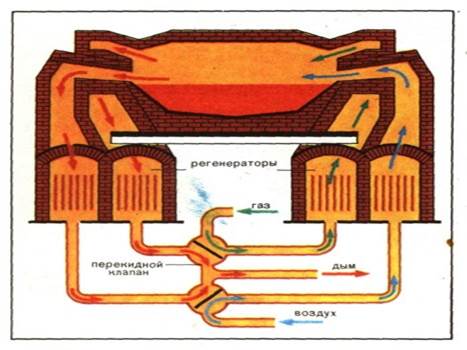
Технологические операции 1. Загрузка стального лома (скрапа) (3 мин) 2. Заливка чугуна ковшами (5 мин) 3. Загрузка извести для связи фосфора 4. Продувка кислородом из фурмы (интенсивное окисление) 5. Берут пробу 6. Выпускают сталь через боковую летку 7. Скачивают шлак Недостатки процесса: · Большое пылеобразование из-за испарения железа. · Угар металла 6-9% Основные способы усовершенствования конвертера: 1. Продувка кислородом через днище – увеличивает интенсивность перемешивания металла, уменьшая потери Fe и Mn из-за угара. 2. Комбинированная подача кислорода сверху и через донные формы (кислород, азот, воздух, аргон). Способ Бессемера. По этому способу передел чугуна в сталь проводится путём продувания воздуха через расплавленный горячий чугун. Процесс протекает без затраты топлива за счёт тепла, выделяющегося при экзотермических реакциях окисления кремния, марганца и других элементов. Процесс проводится в аппарате, который называется по фамилии изобретателя конвертером Бессемера. Он представляет собой грушевидный стальной сосуд, футерованный внутри огнеупорным материалом. В дне конвертера имеются отверстия, через которые подаётся в аппарат воздух. Аппарат работает периодически. Повернув аппарат в горизонтальное положение, заливают чугун и подают воздух. Затем поворачивают аппарат в вертикальное положение. В начале процесса окисляются железо, кремний и марганец, затем углерод. Образующаяся окись углерода сгорает над конвертером ослепительно ярким пламенем длиной до 8 л. Пламя постепенно сменяется бурым дымом. Начинается горение железа. Это указывает, что период интенсивного окисления углерода заканчивается. Тогда подачу воздуха прекращают, переводят конвертер в горизонтальное положение и вносят раскислители. Процесс Бессемера обладает рядом достоинств. Он протекает очень быстро (в течение 15 минут), поэтому производительность аппарата велика. Для проведения процесса не требуется расходовать топливо или электрическую энергию. Но недостаток в том, что этим способом можно переделывать в сталь не все, а только отдельные сорта чугуна. К тому же значительное количество железа в бессемеровском процессе окисляется и теряется (велик «угар» железа). Значительным усовершенствованием в производстве стали в конвертерах Бессемера является применение для продувки вместо воздуха смеси его с чистым кислородом («обогащённого воздуха»), что позволяет получать стали более высокого качества. Мартеновский способ Используется с 1865 г. ( изобретен французским металлургом Мартеном) Мартеновская печь по принципу является пламенной и регенеративной печью. Исходные материалы 1. Чугун 2. Железная руда 3. Флюс – CaCO3 – известняк (для удаления окислов вредных примесей) 4. Стальной скрап 5. Ферросплавы (в зависимости от марки стали) 6. Газообразное топливо Сущность плавки: В плавильном пространстве печи сжигают газообразное топливо – смесь доменного газа с природным газом. Высокая температура обеспечивается газовыми регенераторами: через одну пару регенераторов подают газ и воздух, через другую пару выводят продукты горения. Газ с воздухом, соединившись в рабочем плавильном пространстве, создают газовое пламя (поэтому печь – пламенная), которое обеспечивает окислительный процесс. Регенерация – использование тепла газов для повторного нагрева. Технологические операции 1.Завалочная машина вносит в печь шихту в специальных металлических коробках и высыпает её через окна мартена. 2. Жидкий чугун заливается с помощью вставляемого стального желоба. 3.Подача пламени (температура ещё недостаточна для всех химических процессов). 4.Вспенивание шлака (из-за первичного окисления углерода)→ удаление первичного шлака самотеком (выводится большое количество фосфора). 5.Расплавление, шихты (в печи образуется слой металла, покрытый сверху слоем шлака). 6. Окись углерода в виде газовых пузырьков перемешивает ванну. Процесс выделения угарного газа называется “кипением” ванны. 7. Добавляется железная руда→ (ускорение окислительных процессов– это процесс доводки.) 8. Взятие пробы. 9. Раскисление стали. Добавление FeMn и FeSi (для уменьшение содержания кислорода). 10. Выпуск стали в ковши.
Преимущество мартеновской плавки: · Универсальность процесса, т.е. возможность выплавки сталей разнообразных сортов (состав шихты можно изменять в широких пределах и выплавлять стали разнообразного состава, как углеродистые, так и легированные.) · В мартеновской печи, в отличие от конвертера Бессемера, можно перерабатывать не только жидкий чугун, но и твёрдый, а также отходы металлообрабатывающей промышленности и стальной лом. Недостаток: § Большая длительность процесса (3-6 часов) для легированных сталей (12 часов). § Большой расход топлива. За изменением состава сплава тщательно следят, руководствуясь данными экспресс-анализа, позволяющего дать ответ о составе стали в течение нескольких минут. Готовую сталь выливают в ковши. приДля регулирования теплового режима печь снабжается автоматическими приспособлениями. Российскими учёными и сталеварами разработаны методы скоростного сталеварения, повышающие производительность печей. Производительность печей выражается количеством стали, получаемым с одного квадратного метра площади пода печи в единицу времени. Применение двухванновых мартеновских печей В печь над обеими ваннами устанавливаются газовые горелки и фурмы для продувки кислорода. Когда в одной ванне проводится доводка стали и вдувается кислород, образуемая теплота уносится в рабочее пространство второй ванны, где идет загрузка и плавление шихты. После расплавления шихты во второй ванне и выпуска стали из первой ванны, направление газового потока меняется. Производительность в два раза больше чем у обычной мартеновской печи. Получение стали в электропечах Этим методом выплавляют наиболее качественные стали. Применение электрической энергии в производстве стали даёт возможность достигать более высокой температуры и точнее её регулировать. Поэтому в электропечах выплавляют любые марки сталей, в том числе содержащие тугоплавкие металлы — вольфрам, молибден и др. Потери легирующих элементов в электропечах меньше, чем в других печах. При плавке с кислородом ускоряется плавление шихты и особенно окисление углерода в жидкой шихте, Применение кислорода позволяет ещё более повысить качество электростали, так как в ней остаётся меньше растворённых газов и неметаллических включений.В промышленности применяют два типа электропечей: дуговые и индукционные. В дуговых печах тепло получается вследствие образования электрической дуги между электродами и шихтой. В индукционных печах тепло получается за счёт индуцируемого в металле электрического тока. Сущность: Нагрев и расплавление металла, осуществляется за счет образования трех электрических дуг, между торцом углерода и поверхностью шихты. Электрические печи используют главным образом для превращения стального и чугунного металлолома в высококачественные легированные стали, например в нержавеющую сталь. Электропечь представляет собой круглый глубокий резервуар, выложенный огнеупорным кирпичом. Через открытую крышку печь загружают металлоломом, затем крышку закрывают и через имеющиеся в ней отверстия опускают в печь электроды, пока они не придут в соприкосновение с металлоломом. После этого включают ток. Между электродами возникает дуга, в которой развивается температура выше 3000 °С. При такой температуре металл плавится и образуется новая сталь. Каждая загрузка печи позволяет получить 25-50 т стали. Принципиальная схема электродуговой печи. 1 – выпускной желоб 2 - дверки 3 - свод 4 –графитовые электроды 5 – механизм наклона печи 6 – расплавленный металл + шлак 7 - слой шлака 8 - металл 9 сектор для наклона печи
Корпус печи имеет форму цилиндра со сферическим или плоским днищем. Снаружи стальной кожух, внутри – огнеупорные материалы. В стенке печи – рабочее окно для слива шлака, загрузки ферросплавов, взятие проб. Съемный свод имеет отверстие для электродов. Готовую сталь выпускают через выпускное отверстие со сливным желобом. Рядом с печью помещены механизмы для подъема электродов и понижающий трансформатор питающий печь энергией. Угольные или графитизированные электроды в процессе плавки постепенно сгорают и их наращивают снова, свинчивая с новыми электродами.
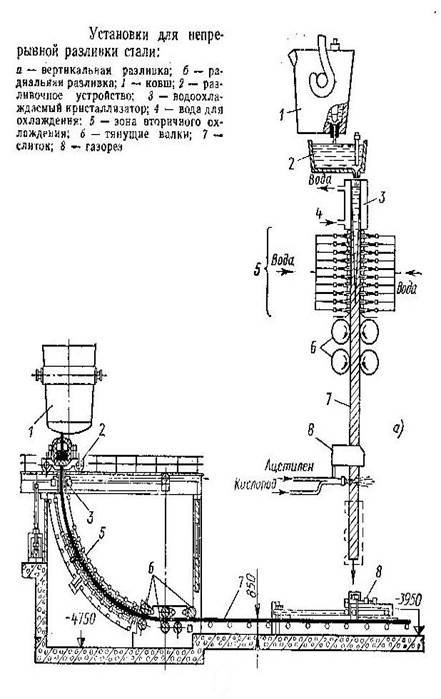
Этапы процесса: 1. Загрузка через окно шихты (иногда через свод)→ загружается известь и железная руда. 2. Электроды опускаются к поверхности шихты и подают эл. ток через трансформатор. 3. через 10-15 минут скачивают 60-70% шлака (в нем большая часть фосфора) 4. Добавляется флюс - известь 5. Повышение температуры → окисление углерода→ кипение Когда проба покажет, что содержание углерода достаточно необходимого значения начинается “восстановительный” период плавки (Снижение процента серы, доведение состава металла до заданного. Фосфор окисляется в фосфорный ангидрид, который образует с окислами металлов соединения, растворимые в шлаке. Но содержание серы снижается незначительно, и поэтому важно чтобы в исходных материалах было мало серы.) Недостатки процесса · Угар при плавке. · Невозможно выплавлять низкоуглеродистые стали. Индукционная тигельная печь Сущность: через индуктор проходит однофазный переменный ток высокой частоты (до 2000Гц), который создает вихревые токи внутри тигля, нагревающие металл до необх. температур. Достоинства процесса: 1. Хорошее перемешивание металла в печи снижает угар с поверхности 2. Возможность вакуумной плавки. 3. Возможность выплавлять высококачественные легированные стали. Сталеплавильные печи всех типов — бессемеровские конвертеры, мартеновские и электрические — представляют собой аппараты периодического действия. К недостаткам периодических процессов относятся, как известно, затраты времени на загрузку и разгрузку аппаратов, необходимость изменять условия по мере течения процесса, трудность регулирования и др. Поэтому перед металлургами стоит задача создания нового непрерывного процесса. Раскисление стали – это снижение содержания кислорода в стали. Все способы выплавки стали из чугуна и скрапа – окислительные процессы. В конце выплавки сталь всегда содержит кислород [O] он ухудшает прочность, пластичность, вязкость стали, поэтому нужно уменьшать содержание кислорода до допускаемых норм т.е. раскислить сталь. Для кислородно-конвертерной стали применяют глубинное (осаждающее) раскисление – в глубину металла. Для этого вводят раскислители - Это элементы, вступающие в реакцию с кислородом. Вещества, образующие при их окислении, имеют меньшую плотность, чем сталь: они всплывают в шлак. Наиболее часто сталь раскисляют ферросплавами Mn, Si, Al. [Mn]+[O]=(MnO)+Q [Si]+2[O]=(SiO2)+Q 2[Al]+3[O]=Al2O3+Q Классификация сталей по степени раскисления: Кипящая сталь – наименее раскисленная – получена при раскислении только одним ферромарганцем. Реакция [C]+[O]=CO не прекращается и металл “кипит”. Из слитка кислород удляют горячей прокаткой. Кипящая сталь наиболее дешевая, так как при ее выплавке расходуется минимальное количество специальных добавок и обеспечивается максимальный выход годного продукта. Пониженное содержание кремния и марганца обусловливает меньшую прочность и большую пластичность, чем у спокойной стали. Недостатками кипящей стали являются развитая ликвация, в головной части слитка неоднородность содержания углерода достигает 400 %, серы — 900 % от их среднего содержания. В спокойной стали неоднородность содержания углерода лишь на 60 %, а по сере на 110 % превышает их среднее содержание в стали. Прокат из кипящей стали более неоднороден по химическому составу, чем прокат из спокойной стали. Листы и профили, изготовленные из разных частей слитка, различаются по содержанию углерода, серы и фосфора. Поэтому прокат из кипящей стали характеризуется неоднородностью структуры и механических свойств даже для металла одной плавки. В среднем кипящая сталь содержит около 0, 02 % кислорода, что в несколько раз больше, чем у спокойной стали. Хладостойкость кипящей стали понижена, в среднем Т50 у нее на 10–20 °С выше по сравнению с Т50 для спокойной стали. Пониженное сопротивление хрупкому разрушению особенно характерно для проката значительной толщины (14–20 мм и более) из кипящей стали. Спокойная сталь – наиболее раскисленная – получается при последовательном раскислении металла FeMn, FeSi, FeAl. После введение раскислителей выделение пузырьков СО прекращается, сталь наиболее качественная и дорогая. Спокойная сталь гораздо однороднее по химическому составу, чем кипящая сталь. Благодаря присутствию в спокойной стали остаточного (кислоторастворимого) алюминия у нее ниже склонность к росту зерна, чем у кипящей стали. Поэтому прочность и хладостойкость более однородного и мелкозернистого проката из спокойной стали выше, чем проката из кипящей стали. Спокойная сталь раскисляется кремнием, марганцем и алюминием. Выход годного металла слитков спокойной стали около 85%, но металл значительно более плотен и имеет более однородный химический состав. Но при затвердевании спокойной стали в изложницах образуется большая усадочная раковина, для удаления которой прибегают к обрезанию слитка (12–16 % по массе). Вследствие этих потерь, а также дополнительных расходов, в том числе на ферросплавы и алюминий для раскисления, спокойная сталь значительно дороже кипящей. Полуспокойная сталь – получается при раскислении ферромарганцем FeMn и уменьшенным количеством ферросилициума FeSi. Раскислители вводят не в конвертер, а на струю металла при выпуске плавки. По однородности химического состава, микроструктуры и механических свойств, по сопротивлению хрупкому разрушению и прочностным показателям прокат из полуспокойной стали уступает прокату из спокойной стали и занимает между ним и прокатом из кипящей стали промежуточное положение. Основным преимуществом кипящей стали является высокий (более 95 %) выход годного металла. У полуспокойной стали, раскисляемой марганцем и в ковше кремнием, выход годного металла составляет около 90 %. Спокойная сталь раскисляется кремнием, марганцем и алюминием. Выход годного металла слитков спокойной стали около 85%, но металл значительно более плотен и имеет более однородный химический состав. Разливка стали Из разливочного ковша сталь разливают в изложницы - чугунные формы для изготовления слитков. Слитки используют для: отливок до 25 тонн или поковок до 300 тонн. Способы разливки 1. Разливка сверху (для углеродистых сталей) 2. Сифонная разливка (для легированных. высококачественных сталей) 3.Непрерывная разливка (машины непрерывного литья – вытягивание слитков из кристаллизаторов
Введение Правильно выбрать способ получения заготовки – означает определить рациональный технологический процесс её получения с учётом материала детали, требований к точности её изготовления, технических условий, эксплуатационных характеристик и серийности выпуска. Поэтому очень важен экономически и технологически обоснованный выбор вида заготовки для данного производства. Важнейшим направлением повышения эффективности литейного процесса является: · улучшение качества, · надежности, · точности и шероховатости отливок с максимальным приближением их к форме готовых изделий путем внедрения новых технологических процессов · улучшения качества литейных сплавов, · устранение вредного воздействия на окружающую среду и улучшения условий труда. Общие сведения о литейном производстве Литейная технология – это процесс получения литых заготовок путем заливки расплавленного металла в формы, полость которых повторяет конфигурацию отливки. При охлаждении металл затвердевает и принимает конфигурацию полости формы. Литьем получают разнообразные конструкции отливок массой от нескольких грамм до 300т, длиной от нескольких сантиметров до 20м, со стенками толщиной 0, 5-500 мм (блоки цилиндров, поршни, коленчатые валы, корпуса и крышки редукторов, зубчатые колеса, станины станков, станины прокатных станов, турбинные лопатки и т.д.). Отливки получают из черных сплавов (чугуны, стали) и цветных сплавов (алюминиевых, магниевых, медных, цинковых, титановых и др.). Для получения расплава применяют шихтовые материалы: -небольшие слитки металлургического производства (чушки) -отходы собственного производства -лом -флюсы Требования к литейным материалам: 1. Состав материалов должен обеспечивать получение в отливке заданных физико-механических и физико-химических свойств; свойства и структура должны быть стабильными в течение всего срока эксплуатации отливки. 2. Материалы должны обладать хорошими литейными свойствами (высокой жидкотекучестью, небольшой усадкой, низкой склонностью к образованию трещин и поглощению газов, герметичностью), хорошо свариваться, легко обрабатываться режущим инструментом. Они не должны быть токсичными и вредными для производства. Необходимо, чтобы они обеспечивали технологичность в условиях производства и были экономичными. Литейные свойства сплавов. Получение качественных отливок без раковин, трещин и других дефектов зависит от литейных свойств сплавов, которые проявляются при заполнении формы, кристаллизации и охлаждении отливок в форме. К основным литейным свойствам сплавов относят: Жидкотекучесть – способность расплавленного металла течь по каналам литейной формы, заполнять ее полости и четко воспроизводить контуры отливки.
Чистые металлы и сплавы, затвердевающие при постоянной температуре, обладают лучшей жидкотекучестью, чем сплавы, затвердевающие в интервале температур (твердые растворы). Чем выше вязкость, тем меньше жидкотекучесть. С увеличением поверхностного натяжения жидкотекучесть понижается. С повышением температуры заливки расплавленного металла и формы жидкотекучесть улучшается. Увеличение теплопроводности материала формы снижает жидкотекучесть. Так, песчаная форма отводит теплоту медленнее, и расплавленный металл заполняет ее лучше, чем металлическую форму. Наличие неметаллических включений снижает жидкотекучесть. Так же влияет химический состав сплава (с увеличением содержания серы, кислорода, хрома жидкотекучесть снижается; с увеличением содержания фосфора, кремния, алюминия, углерода жидкотекучесть увеличивается). Усадка – свойство металлов и сплавов уменьшать объем при охлаждении в расплавленном состоянии, в процессе затвердевания и в затвердевшем состоянии при охлаждении до температуры окружающей среды. Изменение объема зависит от химического состава сплава, температуры заливки, конфигурации отливки. Различают объемную и линейную усадку. В результате объемной усадки появляются усадочные раковины и усадочная пористость в массивных частях отливки. Для предупреждения образования усадочных раковин устанавливают прибыли – дополнительные резервуары с расплавленным металлом, а также наружные или внутренние холодильники. Линейная усадка определяет размерную точность полученных отливок, поэтому она учитывается при разработке технологии литья и изготовления модельной оснастки.
Линейная усадка составляет:
Газопоглощение – способность литейных сплавов в расплавленном состоянии растворять водород, азот, кислород и другие газы. При затвердевании и последующем охлаждении растворимость газов уменьшается, в результате их выделения в отливке могут образоваться газовые раковины и поры. Растворимость газов зависит от химического состава сплава, температуры заливки, вязкости сплава и свойств литейной формы. Ликвация – неоднородность химического состава сплава в различных частях отливки. Ликвация образуется в процессе затвердевания отливки, из-за различной растворимости отдельных компонентов сплава в его твердой и жидкой фазах. В сталях и чугунах заметно ликвируют сера, фосфор и Литейные сплавы 1. Чугун является наиболее распространенным материалом для получения фасонных отливок. Чугунные отливки составляют около 80 % всех отливок. Широкое распространение чугун получил благодаря хорошим технологическим свойствам. Из серого чугуна получают самые дешевые отливки (в 1, 5 раза дешевле, чем стальные, в несколько раз – чем из цветных металлов). Область применения чугунов расширяется вследствие непрерывного повышения его прочностных и технологических характеристик. Используют серые, высокопрочные, ковкие и легированные чугуны. Популярное: |
Последнее изменение этой страницы: 2016-06-05; Просмотров: 1259; Нарушение авторского права страницы






 Жидкотекучесть зависит от многих факторов: от температурного интервала кристаллизации, вязкости и поверхностного натяжения расплава, температуры заливки и формы, свойств формы и т.д.
Жидкотекучесть зависит от многих факторов: от температурного интервала кристаллизации, вязкости и поверхностного натяжения расплава, температуры заливки и формы, свойств формы и т.д.