
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Изготовление отливок в песчаных формах
Литье в песчаные формы является самым распространенным способом изготовления отливок. Изготавливают отливки из чугуна, стали, цветных металлов от нескольких грамм до сотен тонн, с толщиной стенки от 3…5 до 1000 мм и длиной до 10000 мм. Схема технологического процесса изготовления отливок в песчаных формах представлена на рис. 2.
Рис. 2. Схема технологического процесса изготовления отливок в песчаных формах
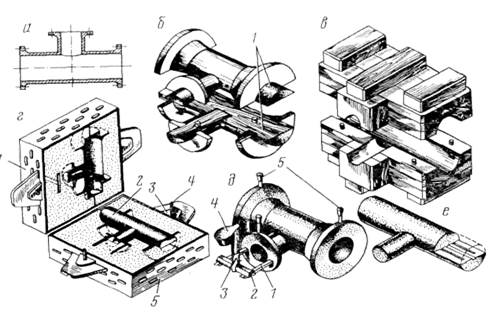
Рис.3 а) чертеж отливки; б) модель из дерева; в)стержневой ящик; г)литейная форма; д)отливка; е)стержень
Сущность литья в песчаные формы заключается в получении отливок из расплавленного металла, затвердевшего в формах, которые изготовлены из формовочных смесей путем уплотнения с использованием модельного комплекта. Литейная форма для получения отливок в песчаных формах представлена на рис.4. Литейная форма обычно состоит из верхней 1 и нижней 2 полуформ, которые изготавливаются в опоках 7, 8 – приспособлениях для удержания формовочной смеси. Полуформы ориентируют с помощью штырей 10, которые вставляют в отверстия ручек опок 11. Для образования полостей отверстий или иных сложных контуров в форме устанавливают литейные стержни 3, которые фиксируют посредством выступов, входящих в соответствующие впадины формы (знаки). Литейную форму заливают расплавленным металлом через литниковую систему. Литниковая система – совокупность каналов и резервуаров, по которым расплав поступает из разливочного ковша в полость формы. Основными элементами являются: литниковая чаша 5, которая служит для приема расплавленного металла и подачи его в форму; стояк 6 – вертикальный или наклонный канал для подачи металла из литниковой чаши в рабочую полость или к другим элементам; шлакоуловитель 12, с помощью которого удерживается шлак и другие неметаллические примеси; питатель 13 – один или несколько, через которые расплавленный металл подводится в полость литейной формы. Для вывода газов, контроля заполнения формы расплавленным металлом и питания отливки при ее затвердевании служат прибыли или выпор 4. Для вывода газов предназначены и вентиляционные каналы 9.
Рис. 4. Литейная форма
Разновидности литниковых систем представлены на рис.3.
Рис. 3. Разновидности литниковых систем
Различают литниковые системы с питателями, расположенными в горизонтальной и вертикальной плоскостях. По способу подвода расплава в рабочую полость формы литниковые системы делят на: нижнюю, верхнюю, боковую. · Нижняя литниковая система (рис.3.б) – широко используется для литья сплавов, легко окисляющихся и насыщающихся газами (алюминий), обеспечивает спокойный подвод расплава к рабочей полости формы и постепенное заполнение ее поступающим снизу, без открытой струи металлом. При этом усложняется конструкция литниковой системы, увеличивается расход металла на нее, создается неблагоприятное распределение температур в залитой форме ввиду сильного разогрева ее нижней части. Возможно образование усадочных дефектов и внутренних напряжений. При такой системе ограничена возможность получения высоких тонкостенных отливок (при литье алюминиевых сплавов форма не заполняется металлом, если отношение высоты отливки к толщине ее стенки превышает · Верхняя литниковая система (рис.3.в). Достоинствами системы являются: малый расход металла; конструкция проста и легко выполнима при изготовлении форм; подача расплава сверху обеспечивает благоприятное распределение температуры в залитой форме (температура увеличивается от нижней части к верхней), а следовательно, и благоприятные условия для направленной кристаллизации и питании отливки.Недостатки: падающая сверху струя может размыть песчаную форму, вызывая засоры; при разбрызгивании расплава возникает опасность его окисления и замешивания воздуха в поток с образованием оксидных включений; затрудняется улавливание шлака. Верхнюю литниковую систему применяют для невысоких (в положении заливки) отливок, небольшой массы и несложной формы, изготовленных из сплавов не склонных к сильному окислению в расплавленном состоянии (чугуны, углеродистые конструкционные стали, латуни). · Боковая литниковая система (рис.3.а). Подвод металла осуществляется в среднюю часть отливки (по разъему формы).Такую систему применяют при получении отливок из различных сплавов, малых и средних по массе деталей, плоскость симметрии которых совпадает с плоскостью разъема формы. Является промежуточной между верхней и нижней, и следовательно сочетает в себе некоторые их достоинства и недостатки. Иногда при подводе металла снизу и сверху используют массивные коллекторы.
Черные сплавы Черными называют сплавы на основе железа. Сплав-это двух или многокомпонентная система, основным компонентом которой является металл. Сталь – сплав железа с углеродом, где содержание углерода не более 2, 14% Чугун – сплав железа с углеродом, где содержание углерода от 2, 14% до 6, 67% В сталях всегда присутствуют примеси: кремний, марганец, сера, фосфор. · Содержание марганца не превышает 0, 5…0, 8 %. Марганец повышает прочность, не снижая пластичности, и резко снижает красноломкость стали, вызванную влиянием серы. · Содержание кремния не превышает 0, 35…0, 4 %. Кремний, дегазируя металл, повышает плотность слитка. Кремний растворяется в феррите и повышает прочность стали, особенно повышается предел текучести, σ в. Но наблюдается некоторое снижение пластичности, что снижает способность стали к вытяжке · Содержание фосфора в стали 0, 025…0, 045 %. Фосфор, растворяясь в феррите, искажает кристаллическую решетку и увеличивает предел прочности σ в и предел текучести σ т, но снижает пластичность и вязкость. Располагаясь вблизи зерен, увеличивает температуру перехода в хрупкое состояние, вызывает хладоломкость, уменьшает работу распространения трещин, Повышение содержания фосфора на каждую 0, 01 % повышает порог хладоломкости на 20…25oС. · Сера – уменьшает пластичность, свариваемость и коррозионную стойкость. Содержание серы в сталях составляет 0, 025…0, 06 %. Сера – вредная примесь, попадает в сталь из чугуна. При взаимодействии с железом образует химическое соединение – сульфид серы FeS, которое при нагреве под прокатку или ковку плавится, нарушаются связи между зернами. При деформации в местах расположения возникают надрывы и трещины, заготовка разрушается – явление красноломкости. Красноломкость – повышение хрупкости при высоких температурах · Кислород, азот, водород - скрытые примеси. Они загрязняют углеродистую сталь хрупкими неметаллическими включениями, способствуя снижению вязкости и пластичности стали. Водород находится в твердом растворе и особенно сильно охрупчивает сталь. Повышенное содержание водорода, особенно в хромистых и хромо-никелевых сталях, приводит к образованию внутренних трещин —флокенов.
КОНСТРУКЦИОННЫЕ СТАЛИ
Конструкционные стали должны обладать высокой конструктивной прочностью, обеспечивать длительную и надежную работу конструкции в условиях эксплуатации. Поэтому особенность требований, предъявляемых к конструкционным материалам, состоит в необходимости обеспечения комплекса высоких механических свойств, а не одной какой-либо характеристики. Материалы, используемые для изготовления конструктивных элементов, деталей автомобилей и механизмов, должны иметь высокие механические свойства · высокую прочность · хорошую пластичность · хорошо сопротивляться ударным нагрузкам · обладать запасом вязкости · при знакопеременных нагрузках конструкционные материалы должны обладать высоким сопротивлением усталости · при трении — сопротивлением износу · необходимо сопротивление коррозии - коррозионостойкость · учитывая, что в деталях всегда имеются дефекты, являющиеся концентраторами напряжений, конструкционные материалы должны обладать высоким сопротивлением хрупкому разрушению и распространению трещин. Помимо высокой надежности и конструктивной прочности конструкционные материалы должны иметь высокие технологические свойства: · хорошие литейные свойства, · обрабатываемость давлением, резанием, хорошую свариваемость · должны быть дешевы не должны содержать дефицитных легирующих элементов. Из всех материалов, применяемых в настоящее время и прогнозируемых в будущем, только сталь позволяет получать сочетание высоких значений различных механических характеристик и хорошую технологичность при сравнительно невысокой стоимости. Поэтому сталь является основным и наиболее распространенным конструкционным материалом. Классификация сталей 1. По химическому составу: · углеродистые · легированные. 2. По содержанию углерода: o низкоуглеродистые, с содержанием углерода до 0, 25 %; o среднеуглеродистые, с содержанием углерода 0, 3…0, 6 %; o высокоуглеродистые, с содержанием углерода выше 0, 7 % 3. По структуре: · доэвтектоидные, содержащую до 0, 8 % С · эвтектоидные, содержащую около 0, 8 % С · заэвтектоидные, содержащую 0, 8–2, 14 % С По качеству. Количественным показателем качества является содержания вредных примесей: серы и фосфора (при одинаковом содержании углерода качественные стали имеют более высокие пластичность и вязкость, особенно при низких температурах) o o o 5. По способу выплавки: o в мартеновских печах; o в кислородных конверторах; o в электрических печах: электродуговых, индукционных и др. 6. По назначению: o конструкционные – применяются для изготовления деталей машин и механизмов; o инструментальные – применяются для изготовления различных инструментов; o специальные – стали с особыми свойствами: электротехнические, с особыми магнитными свойствами и др. Популярное:
|
Последнее изменение этой страницы: 2016-06-05; Просмотров: 968; Нарушение авторского права страницы
 ,
,  ).Нижний подвод через большое количество питателей часто используется при изготовлении сложных по форме, крупных отливок из чугуна.
).Нижний подвод через большое количество питателей часто используется при изготовлении сложных по форме, крупных отливок из чугуна.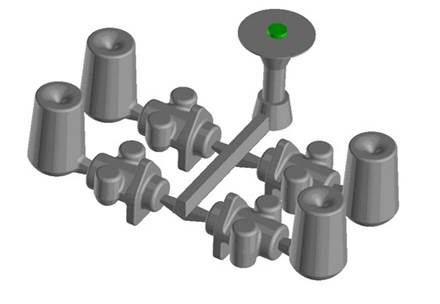

 ,
,  – углеродистые стали обыкновенного качества:
– углеродистые стали обыкновенного качества:  – качественные стали;
– качественные стали;  – высококачественные стали.
– высококачественные стали.