|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Имени И.М. Губкина в г. ОренбургеСтр 1 из 9Следующая ⇒
Имени И.М. Губкина в г. Оренбурге
УТВЕРЖДАЮ Зав.отделением ОНГП и АТП Филиала Российского государственного университета нефти и газа имени И.М. Губкина в г. Оренбурге доцент к.т.н. М.А.Мазитов «____»_______________2011г.
Методические указания К выполнению лабораторных работ дисциплина «Технология конструкционных материалов» Филиал Российского государственного университета нефти и газа имени И.М. Губкина в г. Оренбурге для специальностей: «Разработка и эксплуатация нефтяных и газовых месторождений» «Проектирование, сооружение и эксплуатация газонефтепроводов и газонефтехранилищ»
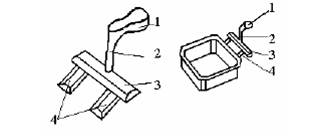
Коды: 130503 Составитель: доцент, д.т.н. Межуева Л.В. Лабораторная работа № 1 Изготовление литейной формы *) Цель работы Ознакомить студентов с модельной оснасткой и способами изготовления литейной формы по разъёмной и неразъёмной моделям. Основные сведения Литейным производством называется технологический процесс изготовления фасонных деталей или заготовок путём заливки расплавленного металла в форму. После затвердевания металл (расплав) принимает очертания формы и называется отливкой. Отливки могут быть деталями или заготовками, которые в дальнейшем подвергаются обработке. Технология производства отливок слагается из следующих основных процессов: 1) изготовление моделей и стержневых ящиков; 2) приготовление формовочной и стержневой смеси; 3) изготовление форм и стержней; 4) сушка форм и стержней 5) приготовление расплава и заливка формы; 6) выбивки отливок из форм и стержней из отливок. Изготовление литейной формы – трудоёмкая и наиболее сложная операция, от которой в значительной мере зависит качество отливок. В единичном и мелкосерийном производстве формы изготавливаются вручную. Для каждого наименования отливки изготавливается своя литейная форма. Различают следующие виды форм. Разовые – служат для получения только одной отливки, после чего они разрушаются. Для их изготовления используют песчано-глинистые смеси, в состав которых входит кварцевый песок (85 – 90 %), огнеупорная глина (8 – 14 %), вода и связующие (жидкое стекло, искусственные смолы и др.). Разовые формы могут быть сырыми, сухими, поверхностно – высушиваемыми и химически твердеющими. Полупостоянные – изготавливаются из смеси с высоким содержанием глины и высокоогнеупорных материалов. При производстве отливок полость формы сохраняет свои очертания, получая лишь незначительные повреждения. Эти формы допускают многократную (до нескольких десятков раз) заливку металла с мелким ремонтом рабочей поверхности после получения каждой отливки. Постоянные изготавливаются преимущественно из металла. Такие формы обеспечивают получение в одной форме нескольких тысяч, а иногда десятков тысяч отливок. Металлические формы – кокили – применяют в серийном производстве, а также при специальных способах литья. Модели У литейной формы имеется рабочая часть – полость, в которой застывающий расплавленный металл приобретает очертания и размеры литой заготовки. Для получения в форме такой полости необходимо иметь модель. Конструкция модели должна обеспечить лёгкость выемки её из формы, поверхность модели должна быть прочной, не изменяться в размерах, противостоять влиянию влаги формовочной смеси. Для чугунных отливок модели окрашивают в красный цвет, для стальных – в серый или синий, для цветных сплавов – в жёлтый. Стержневые знаки на модели окрашивают в чёрный цвет. Модели изготавливают из дерева, цемента, гипса, пластмасс, полистирола, сплавов. Модели бывают неразъёмные, разъёмные и с отъёмными частями. Их размеры превышают размеры деталей на величину усадки, которая составляет: для стали – 2 %; для чугунов – 1 %; для цветных сплавов – 1, 2 - 1, 5 %. Неразъёмные модели (рисунок 1.1 А) – служат для производства несложных отливок, формовка которых может осуществляться в одной из половин формы.
А – неразъёмные, Б – разъёмные Рисунок 1.1 – Модели
Разъёмные модели – применяются при производстве отливок более сложной конфигурации, состоящих из двух и более частей. Для точного соединения половин модели на одной из них выполнены шипы, а на другой – углубления (рисунок 1.1 Б). Отверстия в литых заготовках образуются с помощью стержней, которые вставляются в форму при её сборке. Конфигурация стержня соответствует конфигурации отверстия, полости. Стержни изготавливаются в стержневых ящиках из стержневой смеси, которая от формовочной смеси отличается повышенной прочностью, газопроницаемостью, противопригарностью. Для удержания стержня в нужном положении, во время заливки формы металлом, его вставляют в специальные углубления в форме, которые образуются выступами на модели, так называемыми знаками (рисунок 1.1 Б). Литниковая система Литниковой системой называют каналы в форме, предназначенные для подачи в форму расплавленного металла. Шлакоуловитель литниковой системы исключает возможность попадать неметаллическим включениям в тело отливки и служит для задержания шлака. Литниковая система состоит из литниковой чаши 1, стояка 2, шлакоуловителя 3 и питателей 4 (рисунок 1.2). Литниковая чаша является сосудом, в который расплавленный металл поступает из разливочного ковша. Она служит для предотвращения разбрызгивания и смягчения удара струи металла. Стояк – вертикальный канал в верхней полуформе, соединяющий литниковую чашу со шлакоуловителем. Шлакоуловитель – горизонтальный, трапецевидного сечения канал, обычно выполняемый в верхней полуформе. Питатель – канал, служащий для непосредственного подвода металла к полости формы. Наличие большого количества питателей облегчает заполнение сложной формы металлом.
1 – литниковая чаша; 2 – стояк; 3 – шлакоуловитель; 4 – питатель Рисунок 1.2 – Литниковая система
Порядок выполнения работы 1.5.1 Формовка в двух опоках по разъёмной модели (рисунок 1.3) 1) Установить половину модели без шипов и модель питателя на подмодельную плиту. 2) Установить нижнюю опоку строганной плоскостью вниз. 3) Припудрить модель графитом. 4) Заполнить опоку формовочной смесью. 5) Уплотнить смесь трамбовкой. 6) Снять линейкой излишки формовочной смеси. 7) Проделать (наколоть) вентиляционные каналы. 8) Перевернуть опоку на 180º и посыпать (припудрить) плоскость разъёма сухим разделительным песком. 9) Установить верхнюю опоку на нижнюю, скрепить их центрирующими штырями. 10) Наложить вторую половину модели отливки, установить модели шлакоуловителя, стояка и выпора. 11) Наполнить верхнюю опоку формовочной смесью и повторить операции из пунктов 4, 5, 6, 7. 12) Вырезать литниковую чашу и вынуть модели стояка и выпора. 13) Снять верхнюю опоку и перевернуть её на 180º. 14) Смочить края модели отливки питателя, шлакоуловителя и извлечь их. 15) Исправить полости формы гладилкой. 16) Припылить поверхность формы графитом. 17) Изготовить стержень в стержневом ящике и установить его. 18) Накрыть верхней опокой нижнюю и скрепить штырями. 19) Залить форму расплавленным металлом. 20) После кристаллизации металла раскрыть полуформы и извлечь отливки, предварительно разбив форму и замерить размеры. 17.5.2 Формовка по неразъёмной модели с подрезкой (рисунок 1.4) Применяется при изготовлении небольшого количества отливок, когда нецелесообразно изготавливать сложную разъёмную модель. Особенностью этого вида формовки является подрезка части смеси в нижней полуформе, после чего изготавливают вторую полуформу, в которой образуется выступающий болван, соответствующий подрезке в первой полуформе.
I – модель в двух проекциях; II – полуформа с полумоделью; III – форма; IV – форма перед заливкой; V - отливка 1 – верхняя полумодель; 2, 5 – нижняя полумодель; 3 – стержневые знаки; 4 – подмодельная плита; 6 – нижняя опока; 7 – песчано-глинистая смесь; 8 – газоотводные каналы; 9 – штыри центрирующие; 10 – модель литника; 11 – модель выпора; 12 – литниковая чаша; 13 – питатель; 14 – шлакоулавливатель
Рисунок 1.3 – Формовка в двух опоках по разъёмной модели
I – модель; II – изготовление формы; III – форма в сборе перед заливкой 1 – подмодельная плита; 2 – модель; 3 – нижняя опока; 4 – подрез; 5 – выпор; 6 – литник
Рисунок 1.4 – Формовка по неразъёмной модели с подрезкой
Порядок изготовления формы следующий. На подмодельную плиту 1 устанавливают модель 2 и нижнюю опоку 3 (рисунок 1.4). В аналогичной последовательности (см. раздел 1.5.1) изготавливают нижнюю полуформу, в которой производят подрезку 4 вокруг модели по осевой плоскости. После этого изготавливают верхнюю полуформу и производят сборку формы (см. раздел 1.5.1). Содержание отчёта 17.6.1 Кратко изложить существующие методы формовки; 17.6.2 Дать характеристику и назначение модельной оснастки; 17.6.3 Зарисовать последовательность изготовления литейной формы в двух опоках по модели с подрезкой; 17.6.4 Описать назначение и устройство литниковой системы; 17.6.5 Зарисовать эскиз литой заготовки. 17.7 Контрольные вопросы 17.7.1 Назначение модели, стержня, стержневого ящика. 17.7.2 Назначение и устройство литниковой системы. 17.7.3 Из каких материалов изготавливают разовые, полупостоянные и постоянные формы? 17.7.4 Какие виды ручной формовки существуют? 17.7.5 Какие бывают виды форм?
Лабораторная работа № 2 Цель работы Изучить характер пластического формоизменения и влияние контактного трения при осадке цилиндрических заготовок на величину и градиент осевой деформации, характер изменения формы поперечного сечения по высоте осаживаемой заготовки. Основные сведения Осадкой называется процесс деформации между плоскопараллельными поверхностями цилиндрической или призматической заготовки, при котором уменьшается ее высота и одновременно увеличивается поперечное сечение (рисунок 2.1). Осадка является одной из основных операций технологического процесса ковки и одним из важнейших этапов процесса объемной штамповки. Эту операцию применяют в следующих случаях: для получения поковок с относительно большими поперечными размерами из заготовок меньшего поперечного сечения (поковки фланцев, дисков шестерен и т.п.); как предварительную операцию перед прошивкой для выравнивания торцов и увеличения диаметра при изготовлении поковок типа колец, барабанов, муфт; при объемной штамповке в заготовительном ручье – осадка в торец; для улучшения механических свойств и обеспечения благоприятной макроструктуры деформируемого металла.
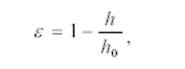
Рисунок 2.1 – Схема осадки По схеме деформации осадка представляет собой сжатие – компонент деформации в направлении приложения усилия отрицателен, а два других компонента положительны. В частных случаях возможно равенство последних между собой (простое сжатие) или равенство одного из них нулю (плоская деформация). В идеальном случае при отсутствии сил трения на поверхности контакта заготовки и рабочего инструмента схема главных напряжений при осадке соответствовала бы линейному сжатию. Однако в реальных условиях вследствие сил контактного трения схема главных напряжений при осадке соответствует схеме всестороннего неравномерного сжатия. Степень деформации при осадке (степень осадки) определяется соотношением
где h и h0 – соответственно высота поковки и заготовки. На величину коэффициента контактного трения при осадке влияет состояние контактирующихся поверхностей инструмента и заготовки, химический состав деформируемого металла, температурно-скоростной режим обработки и характер приложения нагрузки. Отрицательная роль контактного трения состоит в том, что оно вызывает неравномерность деформации: первоначально цилиндрическая заготовка приобретает при осадке бочкообразную форму, а развитие бочкообразности может вызвать продольные трещины на боковой поверхности заготовки. В результате неравномерности деформации получается различная по объёму поковки степень упрочнения и величина зерна, неравномерное распределение механических свойств металла. Кроме того, контактное трение снижает стойкость инструмента, как в результате непосредственного износа контактной поверхности, так и вследствие дополнительного нагрева поверхности и увеличения напряжений в связи с ростом деформирующего усилия. Деформирующее усилие – это активное усилие, которое должно развиваться кузнечно-штамповочным оборудованием на инструменте по направлению его перемещения. Знание деформирующего усилия, необходимого для осуществления операции осадки, позволяет правильно выбрать соответствующее оборудование. Для определения величины деформирующего усилия при осадке необходимо знать величину и распределение напряжений на поверхности контакта заготовки и инструмента, а также площадь контактной поверхности. Однако для практических расчетов используют понятие об удельном усилии q (среднем давлении) деформирования
где Рр – расчетное значение деформирующего усилия, кН; q – удельное усилие (среднее давление) деформирования, МПа; F – площадь контактной поверхности, мм2. Формоизменение металла при обработке металлов давлением оценивается деформацией. Различают деформации линейные, угловые, поверхностные и объемные. Эти деформации могут относиться как к элементарному объему, так и ко всему телу. Линейные деформации характеризуются изменением какого-либо одного размера; угловые деформации - изменением угла между какими- либо двумя линиями, проведенными в деформируемом теле; поверхностные — изменением площади какого-либо сечения или участка поверхности; объемные — изменением объема. Указанные деформации в свою очередь могут быть разделены на абсолютные, относительные и логарифмические. Абсолютные деформации выражают абсолютное изменение какого-либо линейного размера, углового размера, площади сечения или участка граничной поверхности элемента, выделенного в деформируемом теле, или всего тела. Относительная деформация характеризуется изменением тех же величин. Обычно относительную деформацию определяют как отношение абсолютного изменения какого-либо параметра (абсолютной деформации) к первоначальному значению этого параметра. Логарифмическая деформация — это разновидность относительной деформации. Она представляет собой натуральный логарифм отношения измененного в результате деформирования размера к первоначальному размеру элемента тела или всего тела до начала деформирования. Как правило, степень деформации определяется относительной деформацией, характеризующей общее изменение деформируемого тела. При неравномерном распределении деформаций в теле степень деформации дает пред- ставление о некоторой средней для всего тела величине деформации, которую можно определять для любого, в том числе и для конечного, момента деформирования. В представленных лабораторных работах исследуется пластическая деформация, т.е. та, которая не исчезает после снятия внешних нагрузок. Определение деформаций сводится к измерению абсолютной деформации и последующего его пересчета в требуемый вид деформации. Абсолютная деформация определяется в результате измерения выбранных размеров тела до и после деформации. Приборы, применяемые для измерения размеров тела, зависят от вида измеряемого элемента и требуемой точности измерений. Так, измерить линейные размеры можно линейкой, штангенциркулем, микрометром, измерительной лупой и инструментальным микроскопом. Угловая деформация замеряется при помощи угломера, для измерения кривизны используется радиусомер. С помощью линейки могут быть произведены измерения с точностью до половины цены деления шкалы, т. е. с точностью до + 0, 5 мм. Очевидно, линейкой могут быть измерены только достаточно большие деформации. С помощью штангенциркуля, применяемого в лабораторных работах, точность измерений может быть доведена до + 0, 05 мм. Более высокая точность измерений (± 0, 01) достигается при использовании микрометра. Наиболее точным измерительным прибором, применяемым в лабораторных работах, является измерительная лупа, а также инструментальный микроскоп (точность измерений составляет ± 0, 005 мм), которые относятся к бесконтактным средствам измерения. Основными этапами измерения на них являются визирование пересечением нанесенной штриховкой координатной сетки заданных точек участка детали, между которыми определяется деформация, а затем отсчет показаний по шкалам прибора — определение абсолютной пластической деформации в месте измерения. По изменению величины заданных элементов координатной сетки можно определить направление (градиент) максимальной деформации. Значение удельного сопротивления деформации из-за влияния контактного трения может в несколько раз превысить величину предела текучести при данном температурно-скоростном режиме деформации. Трение на контактных поверхностях влияет также на характер деформации как в осевом, так и в радиальном направлении, вызывая неравномерность деформации в различных точках объема деформируемого тела и изменение формы его поперечного сечения, если она была отлична от круговой. Следствием неравномерной деформации является возникновение дополнительных и остаточных напряжений, влияющих в свою очередь на сопротивление деформации при осадке. Подвергая осадке цилиндрический образец, производим изменение его геометрических параметров, в том числе образование бочкообразной формы поперечного сечения. Это явление объясняется тем, что наибольшая деформация вдоль оси образца происходит в середине его высоты, а наименьшее перемещение частиц материала образца в направлении от оси к периферии - у торцовых поверхностей, контактирующих к рабочим поверхностям деформирующего инструмента. Вследствие возникающего трения перемещение материала образца на торцах затруднено, а так как к этому слою примыкает следующий, то перемещение частиц и этого слоя будет связано с перемещением наружного торцового слоя. В результате влияние контактного трения передается в слои, все более удаленные от торцов, что вызывает образование так называемых зон затрудненной деформации, которые имеют форму, близкую к конической. Основания этих конусов совпадают с контактными поверхностями осаживаемого цилиндрического образца. Материалы и оборудование Универсальная испытательная машина (гидравлический пресс). Линейка мерительная, составной (свинцовый либо пластилиновый) цилиндрический образец, порошок мела (либо графита). Порядок выполнения Цилиндрический образец, состоящий из пяти пластин диаметром d=25 мм и высотой h0=10 мм, изготавливается из свинца (или пластилина). Для предотвращения слипания при деформации плоские поверхности пластин покрывают порошком мела или графита. Пластины нумеруют, как показано на рис. 2.2а, и образец осаживают в торец между плоскопараллельными плитами на испытательной машине до высоты Нi=40 мм (суммарная относительная деформация -
Рис. 2.2. Составной образец из пластилина до (а) и после осадки (б)
Данные замеров заносят в таблицу 1. Подсчитывают абсолютную ∆ h и относительную осевую Таблица 1
Строят функциональные графические зависимости в координатах: Содержание отчета 1. Название и цель работы. 2. Принципиальная схема нагружения образца. 3. Выводы по работе. 2.6 Контрольные вопросы 1. Каково назначение операции осадки в заготовительно-штамповочном производстве? 2. Какие виды оборудования применяют для операций осадки? 3. Что служит инструментом для процессов осадки? 4. Какие соотношения диаметра и высоты заготовки приемлемы для осуществления осадки и чем эти соотношения обусловлены? 5. Чем обусловлены ограничения по предельным степеням деформации при осадке? 6. Как зависят предельные степени деформации от соотношения высоты и диаметра заготовки? 7. Как влияет температура нагрева на предельные степени деформации при осадке? 8. Перечислите преимущества и недостатки осадки цилиндрической заготовки вхолодную и вгорячую. 9. Перечислите способы уменьшения «бочкообразности» заготовки при осадке. 10. Каковы средние значения скоростей деформации в реальных производственных процессах осадки заготовок?
Лабораторная работа № 3 Цель работы Ознакомится с технологией изготовления порошковых материалов на основе железа, маркировкой, структурой, свойствами и областью их применения. Основные сведения Порошковая металлургия – это область техники, охватывающая совокупность методов изготовления металлических порошков и металлоподобных соединений, полуфабрикатов и изделий из них или их смесей с неметаллическими порошками без расплавления основного компонента. Быстрое развитие порошковой металлургии создало предпосылки для разработки широкого класса сплавов, которые используются как заменители традиционных литых и кованых сталей и сплавов, так и в качестве материалов со свойствами, которые не могут быть получены при использовании других технологических процессов. Преимущества порошковой металлургии по сравнению с другими методами изготовления деталей машин и приборов состоят в следующем: - получение изделий, которые невозможно изготовить никакими другими методами (фильтры, пористые подшипники, контакты из псевдосплавов на основе тугоплавких металлов и др.); - большая экономия металлов, так как можно использовать для получения порошков отходы (например, стружку, окалину) и получать изделия без дальнейшей механической обработки (втулки, шестерни, кулачки и др.), что приводит к значительному снижению себестоимости материалов и готовой продукции. - наряду с преимуществами порошковая металлургия имеет ряд недостатков: дорогостоящая оснастка (экономически выгодна при серийном и крупносерийном производстве), нестабильность свойств, трудности изготовления крупногабаритных и сложных по форме изделий. Основными технологическими операциями изготовления порошковых изделий являются: 1) приготовление порошковой шихты заданного химического и гранулометрического составов; 2) формование (прессование) заготовок; 3) спекание спрессованных заготовок с целью придания им необходимой прочности и физико-механических свойств; 4) дополнительная обработка в зависимости от назначения изделий и предъявляемых к ним требований (механическая, термическая и др.). Порошки металлов и неметаллов являются основными исходными материалами для изготовления порошковых изделий. Промышленностью выпускаются металлические порошки: железный, медный, никелевый, хромовый, кобальтовый, вольфрамовый, молибденовый, титановый и другие. Существуют различные методы получения металлических порошков: механическим размельчением (размолом), распылением металлов, восстановлением окалины или чистых окислов, карбонильный, электролизный и другие. В зависимости от химической природы металла и способа получения частицы порошка могут иметь различную форму: сферическую, каплеобразную, губчатую, тарельчатую и другие. Прессование Прессование (формование) металлических порошков и их смесей – операция, при которой из сыпучего порошка получаются относительно прочные полуфабрикаты или заготовки, имеющие форму и размеры готовых изделий с учётом изменения размеров при спекании, а также припусков, связанных с какой-либо необходимой обработкой. Среди методов формования порошковых полуфабрикатов и заготовок – однократное, многократное, горячее, динамическое, гидростатическое, взрывное и др.) – наибольшее распространение получил метод холодного прессования в закрытых пресс-формах. Этот метод является наиболее простым и легко поддаётся автоматизации. Состоит он в засыпке шихты в пресс-форму, прессовании, непродолжительной выдержке под давлением и выталкивании прессовок из пресс-формы. Для получения достаточно прочных заготовок при холодном прессовании применяются значительные давления, которые в зависимости от заданной пористости и свойств порошковой шихты могут колебаться от 600 МПа до 1000 МПа. Заготовки, полученные после прессования, как правило, имеют пористость 15-25 %, обладают низкими механическими свойствами. Высота прессовки обычно бывает в 3-5 раз меньше по сравнению с высотой засыпанного в матрицу порошка, что приводит к деформационной анизотропии свойств прессовок (механических, формы и размера пор, проницаемости). Прессование в закрытых пресс-формах может быть односторонним и двусторонним. Одностороннее применяется при изготовлении изделий простой формы, у которых отношение длины или высоты к диаметру или толщине не превышает трёх. Спекание Холодное прессование не обеспечивает механической прочности прессовок. Для повышения механических свойств и придания порошковым заготовкам необходимых физико-механических свойств заготовки подвергают спеканию. Спекание производят при температуре 0, 7 - 0, 9 от абсолютной температуры плавления металла основного компонента в многокомпонентной порошковой смеси. Спекание любой системы состоит из нагрева изделий до заданной температуры, изотермической выдержки при этой температуре и охлаждении до комнатной температуры. Одним из характерных проявлений процесса спекания является уменьшение размеров – «усадка» изделия. Спекание порошковых заготовок производится в восстановительных или нейтральных атмосферах (вакууме, водороде, конвертированном газе и др.). Длительность выдержки при температуре спекания в зависимости от состава шихты может быть до нескольких часов (таблица 3.1).
Таблица 3.1 - Режимы изготовления конструкционных порошковых материалов
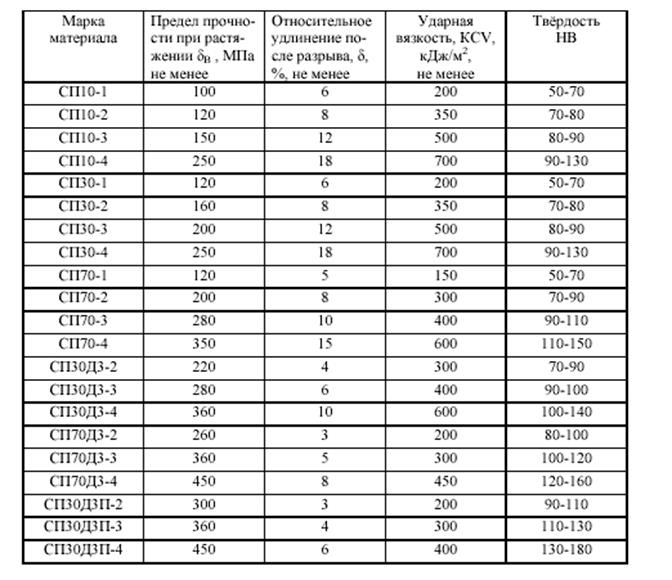
При спекании порошковых материалов происходит удаление газов и адсорбированных на поверхности частиц, возгонка различных примесей, снятие остаточных напряжений на контактных участках между частицами и в самих частицах, восстановление оксидных плёнок, растворение или коагуляция, перестройка поверхностного слоя в результате диффузии и переноса металла в виде пара с одних мест в другие, рекристаллизация и др. В процессе спекания за счёт качественного и количественного изменения контактов, связанных с большой подвижностью атомов при повышенных температурах, увеличивается поверхность сцепления частиц, повышается плотность и прочность изделий, достигаются необходимые физикохимические свойства. В результате спекания предел прочности при растяжении железографита увеличивается от 100 МПа до 300 МПа в зависимости от материала, режимов, пористости), твёрдость увеличивается от 60 НВ до 100 НВ (таблица 3.2).
Таблица 13.2 - Физико-механические свойства порошковых конструкционных материалов общего назначения без термической обработки
Порядок выполнения работы 3.8.1 Ознакомиться с образцами деталей, изготовленных методом порошковой металлургии. 3.8.2 По излому сделать выводы о равномерности спекания образца, наличии оплавления, окисления. 3.8.3 Просмотреть под микроскопом микрошлифы порошковых сталей в нетравленом виде и травленные. 3.8.4 Описать наличие пор, их форму, размеры, распределение по объёму изделия. 3.8.5 Определить и записать микроструктуру стали, металлические фазы, наличие неметаллических включений. 3.8.6 По маркировке определить химический состав порошковых сталей. 3.8.7 Определить массу и объём порошковой детали. Вычислить относительную плотность, % и пористость П, %. Относительная плотность определяется отношением плотности спечённого изделия к плотности компактного сплава
где γ – плотность спрессованного или спечённого изделия, г/см3; γ к - плотность того же изделия в беспористом состоянии (компактного сплава), г/см3.
П = 100 – θ
3.8.8 Измерить твёрдость HB спечённых образцов порошковой стали. Содержание отчета 3.8.1 Цель работы. 12.8.2 Характеристика основных процессов порошковой металлургии. 12.8.3 Описание микроструктуры образцов порошковой стали. 12.8.4 Расчёт плотности и пористости спечённого образца. 12.8.5 Результаты измерения твёрдости. 12.8.6 Выводы. 12.9 Контрольные вопросы 12.9.1 Что такое порошковая металлургия? 12.9.2 Преимущества и недостатки метода порошковой металлургии. 12.9.3 Технологическая схема получения изделий методом порошковой металлургии. 12.9.4 Сущность процесса формообразования. 12.9.5 Методы формования заготовок. 12.9.6 Назначение процесса спекания. При каких температурах и в каких защитных средах ведётся спекание? Внешние признаки спекания. 12.9.7 Какова структура порошковых сталей? 12.9.8 Маркировка порошковых сталей. 12.9.9 Классификация и области применения порошковых материалов.
Лабораторная работа № 4 Изучение технологии изготовления деталей методом порошковой металлургии Цель работы Ознакомиться с технологией изготовления изделий из порошковых материалов на основе железа и меди, маркировкой, свойствами и применением. Общие сведения Основные понятия Порошковой металлургией называются отрасли, охватывающие производство металлических порошков, а также изделий из них или их смесей с неметаллическими материалами, при этом основной компонент не доводится до расплавления. Преимущества порошковой металлургии по сравнению с другими методами изготовления деталей машин и приборов состоят в следующем: получение изделий, которые невозможно изготовить никакими другими методами (фильтры, пористые подшипники, контакты из псевдосплавов на основе тугоплавких металлов и др.); экономия материалов, возможность получения исходных материалов из отходов металлургической и машиностроительной промышленности (например, стружки, окалины и т.п.), получение изделий без дальнейшей механической обработки, что приводит к значительному снижению себестоимости материалов и готовой продукции. Метод порошковой металлургии включает следующие технологические операции: 1) получение порошков; 2) приготовление шихты (смешивание); 3) формообразование (прессование или прокатка) заготовок; 4) спекание; 5) дополнительная обработка (механическая, химико-термическая и др.). При производстве порошковых деталей необходимо учитывать сложность конфигурации изделия (приложение А). Иногда рентабельным производство становится уже при годовом выпуске в несколько тысяч изделий (например, в случае VII группы сложности), а иногда – только при выпуске 100-300 тыс. изделий некоторых типов I-III групп сложности. Недостатки метода порошковой металлургии: нестабильность свойств, трудность изготовления крупногабаритных и сложных по форме изделий и другие. Порошки металлов являются основными исходными материалами для изготовления порошковых изделий. Промышленностью выпускаются металлические порошки: железный, медный, никелевый, хромовый, кобальтовый, вольфрамовый, молибденовый, титановый, ниобиевый, циркониевый и другие. Популярное:
|
Последнее изменение этой страницы: 2016-06-05; Просмотров: 654; Нарушение авторского права страницы





 = 20%). После осадки образцы разрезают по диаметральной плоскости и линейкой замеряют толщину пластин по трем осям (0-0; 1-1; 2-2), согласно рис. 2.2б.
= 20%). После осадки образцы разрезают по диаметральной плоскости и линейкой замеряют толщину пластин по трем осям (0-0; 1-1; 2-2), согласно рис. 2.2б.
 , деформации на двух образцах по фиксированным пластинам в характерных трех сечениях.
, деформации на двух образцах по фиксированным пластинам в характерных трех сечениях.