|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Структура, свойства и назначение порошковых сталей
Цель работы Ознакомится с технологией изготовления порошковых материалов на основе железа, маркировкой, структурой, свойствами и областью их применения. Основные сведения Порошковая металлургия – это область техники, охватывающая совокупность методов изготовления металлических порошков и металлоподобных соединений, полуфабрикатов и изделий из них или их смесей с неметаллическими порошками без расплавления основного компонента. Быстрое развитие порошковой металлургии создало предпосылки для разработки широкого класса сплавов, которые используются как заменители традиционных литых и кованых сталей и сплавов, так и в качестве материалов со свойствами, которые не могут быть получены при использовании других технологических процессов. Преимущества порошковой металлургии по сравнению с другими методами изготовления деталей машин и приборов состоят в следующем: - получение изделий, которые невозможно изготовить никакими другими методами (фильтры, пористые подшипники, контакты из псевдосплавов на основе тугоплавких металлов и др.); - большая экономия металлов, так как можно использовать для получения порошков отходы (например, стружку, окалину) и получать изделия без дальнейшей механической обработки (втулки, шестерни, кулачки и др.), что приводит к значительному снижению себестоимости материалов и готовой продукции. - наряду с преимуществами порошковая металлургия имеет ряд недостатков: дорогостоящая оснастка (экономически выгодна при серийном и крупносерийном производстве), нестабильность свойств, трудности изготовления крупногабаритных и сложных по форме изделий. Основными технологическими операциями изготовления порошковых изделий являются: 1) приготовление порошковой шихты заданного химического и гранулометрического составов; 2) формование (прессование) заготовок; 3) спекание спрессованных заготовок с целью придания им необходимой прочности и физико-механических свойств; 4) дополнительная обработка в зависимости от назначения изделий и предъявляемых к ним требований (механическая, термическая и др.). Порошки металлов и неметаллов являются основными исходными материалами для изготовления порошковых изделий. Промышленностью выпускаются металлические порошки: железный, медный, никелевый, хромовый, кобальтовый, вольфрамовый, молибденовый, титановый и другие. Существуют различные методы получения металлических порошков: механическим размельчением (размолом), распылением металлов, восстановлением окалины или чистых окислов, карбонильный, электролизный и другие. В зависимости от химической природы металла и способа получения частицы порошка могут иметь различную форму: сферическую, каплеобразную, губчатую, тарельчатую и другие. Прессование Прессование (формование) металлических порошков и их смесей – операция, при которой из сыпучего порошка получаются относительно прочные полуфабрикаты или заготовки, имеющие форму и размеры готовых изделий с учётом изменения размеров при спекании, а также припусков, связанных с какой-либо необходимой обработкой. Среди методов формования порошковых полуфабрикатов и заготовок – однократное, многократное, горячее, динамическое, гидростатическое, взрывное и др.) – наибольшее распространение получил метод холодного прессования в закрытых пресс-формах. Этот метод является наиболее простым и легко поддаётся автоматизации. Состоит он в засыпке шихты в пресс-форму, прессовании, непродолжительной выдержке под давлением и выталкивании прессовок из пресс-формы. Для получения достаточно прочных заготовок при холодном прессовании применяются значительные давления, которые в зависимости от заданной пористости и свойств порошковой шихты могут колебаться от 600 МПа до 1000 МПа. Заготовки, полученные после прессования, как правило, имеют пористость 15-25 %, обладают низкими механическими свойствами. Высота прессовки обычно бывает в 3-5 раз меньше по сравнению с высотой засыпанного в матрицу порошка, что приводит к деформационной анизотропии свойств прессовок (механических, формы и размера пор, проницаемости). Прессование в закрытых пресс-формах может быть односторонним и двусторонним. Одностороннее применяется при изготовлении изделий простой формы, у которых отношение длины или высоты к диаметру или толщине не превышает трёх. Спекание Холодное прессование не обеспечивает механической прочности прессовок. Для повышения механических свойств и придания порошковым заготовкам необходимых физико-механических свойств заготовки подвергают спеканию. Спекание производят при температуре 0, 7 - 0, 9 от абсолютной температуры плавления металла основного компонента в многокомпонентной порошковой смеси. Спекание любой системы состоит из нагрева изделий до заданной температуры, изотермической выдержки при этой температуре и охлаждении до комнатной температуры. Одним из характерных проявлений процесса спекания является уменьшение размеров – «усадка» изделия. Спекание порошковых заготовок производится в восстановительных или нейтральных атмосферах (вакууме, водороде, конвертированном газе и др.). Длительность выдержки при температуре спекания в зависимости от состава шихты может быть до нескольких часов (таблица 3.1).
Таблица 3.1 - Режимы изготовления конструкционных порошковых материалов
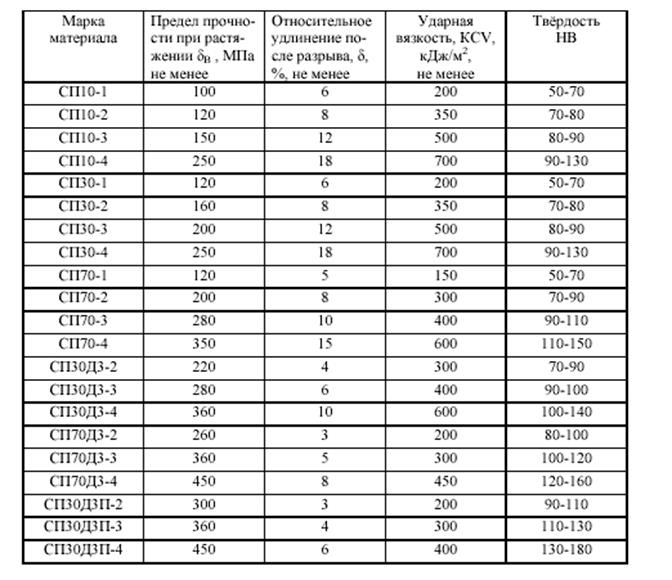
При спекании порошковых материалов происходит удаление газов и адсорбированных на поверхности частиц, возгонка различных примесей, снятие остаточных напряжений на контактных участках между частицами и в самих частицах, восстановление оксидных плёнок, растворение или коагуляция, перестройка поверхностного слоя в результате диффузии и переноса металла в виде пара с одних мест в другие, рекристаллизация и др. В процессе спекания за счёт качественного и количественного изменения контактов, связанных с большой подвижностью атомов при повышенных температурах, увеличивается поверхность сцепления частиц, повышается плотность и прочность изделий, достигаются необходимые физикохимические свойства. В результате спекания предел прочности при растяжении железографита увеличивается от 100 МПа до 300 МПа в зависимости от материала, режимов, пористости), твёрдость увеличивается от 60 НВ до 100 НВ (таблица 3.2).
Таблица 13.2 - Физико-механические свойства порошковых конструкционных материалов общего назначения без термической обработки
Популярное:
|
Последнее изменение этой страницы: 2016-06-05; Просмотров: 861; Нарушение авторского права страницы