|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
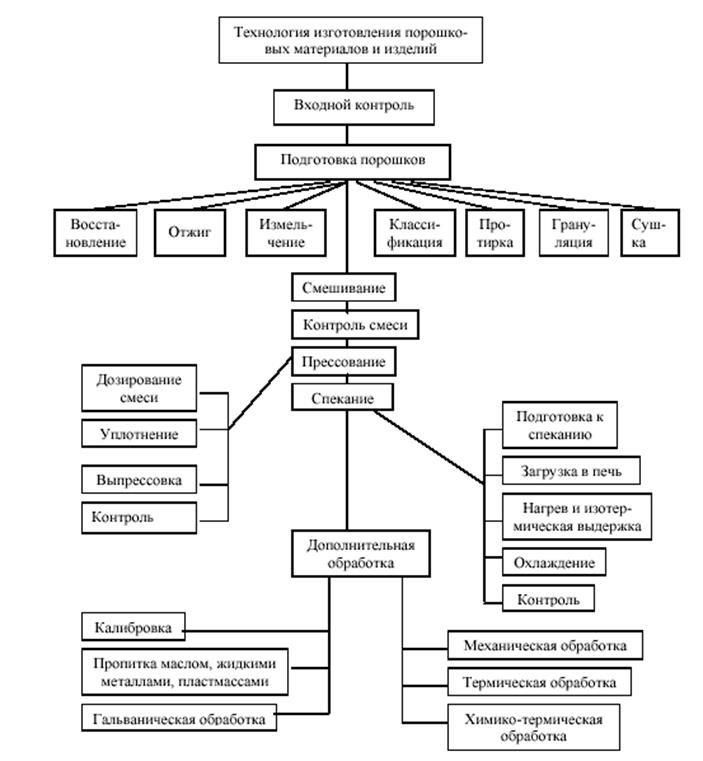
Классификация порошковых материалов
Марки порошковых сталей обозначают сочетанием букв и цифр. Первые две буквы СП указывают, что сталь получена методом порошковой металлургии. Число после буквы П показывает среднее содержание общего углерода в сотых долях процента, содержание свободного углерода при этом не превышает 0, 2 %. Следующие за этим числом буквы обозначают легирующие элементы (обозначение как в легированных сталях: А - азот, Б – ниобий, В – вольфрам, Г – марганец, Д – медь, К – кобальт, М – молибден, Н – никель, П – фосфор, С – кремний, Т – титан, Ф – ванадий, Х – хром, Ц – цирконий). Цифра после дефиса указывает подгруппу плотности материала: 1 – пористость 25-16 %, плотность γ = 6, 0-6, 6 г/см3; 2 – пористость 15-10 %, γ = 6, 7-7, 1 г/см3; 3 – пористость 9-2 %; 4 – пористость не более 2 %. В таблице 4.3 приведена классификация порошковых изделий и область их применения. Таблица 4.3 – Классификация порошковых материалов, состав и области применения
Среди перечисленных в таблице 4.3 материалов наибольшее распространение получили изделия из порошков на основе железа и меди. Некоторые из свойств приведены в таблице 4.4.
Таблица 4.4 - Составы и свойства некоторых порошковых конструкционных материалов
Порядок выполнения работы 4.3.1 Спрессовать на гидравлическом прессе образцы из железного и медного порошков при удельных давлениях прессования 150, 300, 500, 700 МПа по 3 образца. 4.3.2 Определить объёмную величину и массу упругого последействия. Посчитать их относительную плотность (θ, %) и пористость (П, %) образцов П = 100 – θ. Относительная плотность определяется отношением плотности спрессованного или спеченного порошкового изделия к плотности компактного металла или сплава
где γ – плотность спрессованного или спеченного изделия. γ k – плотность того же изделия в беспористом состоянии (плотность компактного). 4.3.3 Построить диаграмму уплотняемости железного порошка. 4.3.4 Произвести спекание образцов. 4.3.5 Определить твердость спеченных образцов. 4.3.6 Выводы. Содержание отчёта 4.4.1 Цель работы. 4.4.2 Краткая характеристика основных процессов порошковой металлургии. 4.4.3 Описание экспериментальной работы с построением диаграммы уплотняемости, заполнить таблицу.
4.4.4 Выводы. 4.5 Контрольные вопросы 4.5.1 Что такое порошковая металлургия? 4.5.2 Каковы достоинства и недостатки порошковой металлургии? Какие вы знаете порошковые антифрикционные и фрикционные материалы? 4.5.3 Какие бывают порошковые материалы? 4.5.4 Маркировка порошковых конструкционных материалов. 4.5.5 Что такое пористость? 4.5.6 Как влияет пористость на механические свойства? 4.5.7 В чем отличие в деформации компактной стали и порошкового материала? 4.5.8 Что такое упругое последействие? 4.5.9 С чем связано боковое давление? 4.5.10 Для чего применяют спекание? 4.5.11 Какие дополнительные процессы проводят после спекания порошковых заготовок? 4.5.12 Опишите свойства, технологию обработки и применения конструкционных порошковых материалов.
Приложение А Характеристика групп сложности спечённых изделий
Приложение Б Поэтапная технологическая схема изготовления порошковых конструкционных деталей путем прессования в закрытых пресс-формах.
Лабораторная работа № 5 Изучение технологии дуговой сварки под слоем флюса Цель работы Изучить сущность процесса, оборудование и технологию электродуговой сварки под слоем флюса. Основные сведения 5.2.1 Сущность сварки под слоем флюса Сварка под слоем флюса является одним из основных способов выполнения сварочных работ в промышленности и строительстве. Способ был разработан Д.А. Дульчевским в середине 30-х годов. Дальнейшее развитие сварки шло по пути механизации процесса. Попытки использовать при этом штучные (обычные, как при ручной сварке) электроды успеха не имели. Повышение интенсивности расплавления электрода, ускоряющее процесс, требовало применения значительно больших токов (в 3-4 раза выше применяемых при ручной сварке). Такой ток очень сильно перегревает металлический электрод, обмазка и стержень становятся непригодными. Тогда было предложено вести сварку под флюсом – порошкообразной смесью различных химических соединений, выполняющих ту же роль, что и обмазка электродов при ручной сварке. Электродом служит стальная проволока, свернутая в бухту (кассету) и подаваемая в зону дуги специальным механизмом. Принципиальная схема сварки под слоем флюса представлена на рисунке 5.1
Рисунок 5.1 - Схема автоматической сварки под слоем флюса
Электродная проволока 2 с помощью ведущего 4 и нажимного 3 роликов подается в зону сварки. Кромки свариваемого изделия 6 в зоне сварки покрываются слоем флюса, подаваемого из бункера 1. Толщина слоя флюса составляет примерно 30 - 50 мм. Сварочный ток подводится от источника тока к электроду через токоподводящий мундштук 5, находящийся на небольшом расстоянии (40 - 60 мм) от конца электродной проволоки. Это позволяет применять большие сварочные токи. Дуга возбуждается между свариваемым изделием 8 и электродной проволокой 1 (рисунок 5.2). Под воздействием теплоты сварочной дуги 2 плавятся кромки основного металла, электродная проволока и часть флюса.
Рисунок 5.2 - Схема образования сварного шва под слоем флюса
По мере перемещения дуги расплавленный флюс 3 всплывает на поверхность сварочной ванны 6, остывает, образуя легко отделяющуюся от шва шлаковую корку 5, а металл сварочной ванны кристаллизируется в форме сварного шва 7. Пары и газы, образующиеся в зоне дуги, создают замкнутую газовую полость 4. Дуга горит в газовой полости, закрытой расплавленным шлаком, что значительно уменьшает потери теплоты и металла на угар и разбрызгивание. Избыточное давление, возникающее при термическом расширении газов, оттесняет жидкий металл в сторону, противоположную направлению сварки. Автоматическая сварка под флюсом имеет ряд преимуществ перед ручной сваркой: 1) высокая производительность сварки, превышающая ручную сварку в 5 - 10 раз за счет применения больших токов (до 2000 А), более полного использования теплоты в закрытой зоне дуги, снижения трудоемкости за счет автоматизации процесса сварки; 2) высокое качество сварного шва вследствие хорошей защиты металла сварочной ванны от кислорода и азота воздуха, легирования металла шва, увеличения плотности и чистоты металла за счет более полного выделения газов и неметаллических включений при медленном охлаждении под слоем застывшего шлака; 3) экономия металла электрода при значительном снижении потерь на угар, разбрызгивание и огарки; 4) экономия электроэнергии за счет более полного использования теплоты дуги по сравнению с ручной сваркой; 5) значительно лучшие, чем при ручной сварке, условия труда: дуга закрыта слоем шлака и флюса, выделение вредных газов и пыли снижено, нет необходимости в защите зрения и лица сварщика от излучения дуги. 5.2.2 Материалы, применяемые при сварке под флюсом 5.2.2.1 Флюсы Флюс представляет собой зернистое вещество, которое при расплавлении образует шлак, покрывающий металл сварочной ванны. Флюс имеет следующее назначение: 1) защищать расплавленный металл от влияния кислорода и азота воздуха и обеспечивать высокие механические свойства металла; 2) легировать наплавленный металл; 3) обеспечивать устойчивое горение дуги; 4) замедлять процесс затвердевания жидкого металла и тем самым создавать благоприятные условия для выделения газов из металла шва; 5) способствовать лучшему формированию шва; 6) уменьшать потери тепла сварочной ванны в окружающую среду; 7) уменьшать потери электродного металла на угар и разбрызгивание; 8) образовывать шлаки, легко отделяемые от поверхности. Применяют флюсы различных марок в зависимости от назначения, химического состава и способа изготовления. По назначению флюсы делятся на три группы: для сварки углеродистых и легированных сталей; для сварки высоколегированных сталей; для сварки цветных металлов и сплавов. По химическому составу в зависимости от входящих в них компонентов различают флюсы оксидные, солевые и солеоксидные. Оксидные флюсы состоят из оксидов кремния, марганца и могут содержать до 10% фтористых соединений. Их применяют для сварки углеродистых и низколегированных сталей. Солевые флюсы содержат фтористые и хлористые соединения кальция, натрия, бария и применяются для сварки высоколегированных и среднелегированных сталей. По способу изготовления флюсы делятся на плавленые и неплавленые. Плавленые флюсы изготовляются сплавлением компонентов шихты (кварцевого песка, марганцевой руды, плавикового шпата и других). Сплавленная масса подвергается дроблению на зерна требуемого размера. Неплавленые (керамические) флюсы представляют собой механическую смесь порошкообразных и зернистых материалов, связанных жидким стеклом. Важным преимуществом неплавленных флюсов является их относительно малая чувствительность к ржавчине, окалине и влаге на поверхности свариваемых кромок деталей по сравнению с плавлеными флюсами. Однако высокие технологические свойства плавленых флюсов (хорошая защита зоны сварки, хорошее формирование валиков, отделимость шлака и др.) и меньшая стоимость обеспечивают более широкое их применение. Состав некоторых марок флюсов приведен в таблице 5.1
Таблица 5.1 - Состав некоторых марок плавленых флюсов
5.2.2.2 Электродная проволока Для дуговой сварки под флюсом марка электродной проволоки выбирается в зависимости от химического состава свариваемой стали. По химическому составу электродная проволока делится на три группы: 1) углеродистая с содержанием углерода не более 0, 12 %, предназначенная для сварки низкоуглеродистых, среднеуглеродистых и низколегированных сталей; 2) легированная для сварки низколегированных конструкционных, теплостойких сталей; 3) высоколегированная для сварки хромистых, хромоникелевых, нержавеющих и других специальных легированных сталей. Составы некоторых марок проволоки приведены в таблица 5.2.
Таблица 5.2 - Состав некоторых марок электродной проволоки
Проволока маркируется индексом Св (сварочная), буквами и цифрами. Цифры, следующие за индексом Св, указывают среднее содержание углерода в сотых долях процента. Марганец и кремний, содержащиеся в проволоке, обозначены буквами: Г – марганец, С – кремний. Буква А в конце маркировки указывает на повышенную чистоту металла проволоки по содержанию серы и фосфора. Наиболее широко для сварки под флюсом применяется проволока диаметром 2 - 6 мм, поставляемая в мотках (бухтах). 5.2.3 Технология сварки под флюсом Автоматическая сварка под флюсом обычно выполняется в нижнем положении шва. Основными видами сварных соединений являются: стыковые, угловые, тавровые и нахлестные. Для получения оптимальной формы сечения шва производят разделку кромок свариваемых изделий путем механической обработки на металлорежущих станках, газокислородной или плазменно-дуговой резкой. Стыковые соединения в зависимости от толщины металла могут выполняться без разделки и с разделкой кромок, односторонними и двухсторонними швами, однопроходными и многопроходными швами. Стыковые соединения толщиной до 12 мм можно сваривать без разделки кромок односторонним швом за один проход. Размеры и форма шва характеризуется следующими параметрами (рисунок 5.3): глубиной провара hп; высотой усиления hу; шириной шва в; коэффициентом формы провара
Общая высота шва С = hп + hу.
Рисунок 5.3- Элементы сечения стыкового шва
Чтобы непроплавленный слой основного металла мог удерживать ванну, глубина провара должна составлять 0, 6 - 0, 7 толщины свариваемых деталей. В большинстве случаев при односторонней сварке требуется полный провар всего сечения, тогда принимают меры по предотвращению вытекания расплавленного металла и соединения сваривают: на остающейся стальной подкладке (рисунок 30.4 а), на медной подкладке (рисунок 30.4 б), на флюсовой подушке (рисунок 30.4 в), после ручной подварки с обратной стороны стыка. Медная подкладка обеспечивает увеличение теплоотвода и предупреждает пережог металла кромок. При сварке на флюсомедной подкладке (рисунок 5.4 г) для формирования обратного валика стыкового шва в подкладке делается желобок, заполненный флюсом.
а – остающаяся стальная; б – медная; в – флюсовая подушка; г – флюсо-медная. 1 – свариваемый лист; 2 – подкладка; 3 – лоток; 4 – резиновый шланг со сжатым воздухом Рисунок 5.4 - Типы подкладок, применяемых при сварке стыковых швов
Основными параметрами режима сварки под флюсом являются: сварочный ток, напряжение на дуге, скорость сварки (скорость перемещения дуги), скорость подачи электродной проволоки, диаметр электродной проволоки. Эти режимы сварки рассчитываются для конкретных случаев, когда известен тип соединения, марка стали, флюса и другие данные. Режимы сварки оказывают непосредственное влияние на размеры и форму шва. При увеличении сварочного тока глубина провара увеличивается, при увеличении напряжения дуги увеличивается ширина шва, при увеличении скорости сварки уменьшается ширина шва. Род тока и полярность также оказывают влияние на форму и размеры шва, что объясняется различным количеством теплоты, выделяющимся на катоде и аноде дуги. При сварке на постоянном токе прямой полярности глубина проплавления на 40 – 50 % больше, чем при сварке на постоянном токе обратной полярности. Поэтому швы, в которых требуется большая глубина проплавления, целесообразно выполнять на постоянном токе прямой полярности. Сварка легированных сталей выполняется также на постоянном токе. В большинстве случаев сварка выполняется на переменном токе, что связано с большей простотой и экономичностью оборудования. Сварочный ток, необходимый для получения заданной глубины провара, определяют по формуле
где k – коэффициент пропорциональности, зависящий от рода тока, полярности, марки флюса, диаметра электрода. Для сварки под флюсом АН – 348А переменным током коэффициент k = 1, 1 мм/100 А, постоянным током обратной полярности к = 0, 95 мм/100 А.
Диаметр электродной проволоки назначают в зависимости от глубины провара:
Для принятого диаметра электрода и силы сварочного тока можно определить напряжение дуги Uд, В
При выборе скорости сварки vсв., м/ч, можно воспользоваться формудой:
где А – коэффициент, зависящий от диаметра электрода:
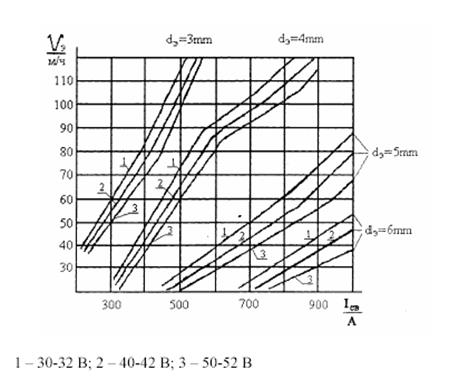
Скорость подачи электродной проволоки в зависимости от величины тока, напряжения дуги и диаметра электрода определяется по графику (рисунок 5.5).
Рисунок 5.5 - Зависимость скорости подачи электродной проволоки от силы сварочного тока при разных значениях диаметра электрода и напряжения
В большинстве случаев режимы сварки выбирают по таблицам. Например, по таблице 5.3 можно выбрать режимы односторонней однопроходной сварки стыковых соединений листовой низкоуглеродистой стали без разделки кромок на флюсо-медной подкладке постоянным током обратной полярности.
Таблица 5.3 - Режимы односторонней однопроходной сварки стыковых соединений листовой низкоуглеродистой стали без разделки кромок на флюсо-медной подкладке постоянным током обратной полярности
Продолжение таблицы 5.3
Популярное:
|
Последнее изменение этой страницы: 2016-06-05; Просмотров: 1818; Нарушение авторского права страницы