|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Оборудование для точечной сварки
Для точечной сварки применяют точечные машины общего назначения (одноточечные с двусторонним подводом тока); одно- и многоточечные машины специального назначения; подвесные точечные машины с клещами (МТПГ-75-6) и машины для сварки распорными пистолетами (пневматический гидроусилитель). Машины контактной сварки состоят из двух основных частей: электрической и механической. Электрическая часть машин состоит из трансформатора, регуляторов тока и времени, прерывателя тока и токоподводящих проводов и устройств. Трансформатор однофазный с секционированной первичной обмоткой, позволяющей с помощью переключателя ступеней изменять значение напряжения во вторичной обмотке. При первичном (220 В или 380 В) и вторичном (1 - 20 В) напряжениях сварочный ток достигает нескольких десятков килоампер. Машина для контактной точечной сварки МТ-501 предназначена для одноточечной сварки изделий из малоуглеродистой стали толщиной от (0, 2+0, 2) мм до (1+1) мм. Номинальный сварочный ток – 5000 А. Среднечасовой темп работы – 1800 сварок в час. Число ступеней регулирования - 8. Вторичное напряжение – 1, 06-2, 12 В. Максимальное усилие сжатия – 1000 Н. Привод сжатия – пневматический. Масса машины – 210 кг.
1 – корпус; 2 – неподвижный рычаг; 3 – подвижный рычаг; 4 – механизм сжатия; 5 – источник питания; 6 – электронный блок управления Рисунок 6.6 – Общий вид машины для контактной точечной сварки
Машина МТ-501 (рисунок 6.6) имеет сварной стальной корпус 1, неподвижный 2 и подвижный 3 рычаги для крепления электродов. Верхний электрод приводится в движение от пневматического механизма сжатия 4. Источник питания – сварочный трансформатор 5 и механизм сжатия электродов управляются электрической схемой с электронным блоком 6. Для охлаждения электродов и сварочного трансформатора используется проточная вода. Упрощенная электрическая схема машины МТ-501 показана на рисунке 6.7.
Рисунок 6.7 – Упрощённая электрическая схема машины МТ –501
Электрическая схема машины, снабженная электронным блоком управления (регулятором цикла сварки) определяет последовательность отдельных операций машины по следующему циклу: - сжатие электродов («сжатие»); - включение и выключение сварочного тока («сварка»); - выдержка и подъем электродов («пауза»). Питание сварочного трансформатора и электронного блока управления осуществляется от сети переменного тока напряжением 220 В. Первичная обмотка трансформатора и электронного блока управления осуществляется от сети переменного тока напряжением 220 В. Первичная обмотка трансформатора секционируется выключателями В1, В2 и В3. Устанавливая их в различные положения, можно регулировать напряжение во вторичной обмотке трансформатора в пределах 1, 06-2, 12 В. После нажатия на кнопку КП (смонтирована на педали, установленной на полу впереди машины) электронный блок управления ЭБУ подает питание на катушку электромагнитного пневматического клапана КПЭМ, клапан включается и происходит сжатие электродов пневмоцилиндром. Через 0, 5 с после включения механизма сжатия подается питание на катушку электромагнитного контактора, который замыкает контакты К1 и К2, включая сварочный трансформатор ТС. Через время, заданное на делителе напряжения «сварка» ЭБУ отключает катушку К – трансформатор выключен. Через время, заданное на делителе напряжения «пауза», отключается катушка КПЭМ и электроды расходятся, освобождая сваренные детали. При повторном нажатии на кнопку КП цикл повторяется. Порядок выполнения работы 6.1.1 Ознакомиться с технологией контактной сварки. 6.1.2 Изучить принцип действия машины МТ-501. 6.1.3 Выбрать режим сварки и зарисовать циклограмму сварки. 6.1.4 Произвести сварку на мягком и жестком режимах малоуглеродистой стали толщиной 0, 5-1 мм. 6.1.5 Проверить качество сварных соединений (твердость, размер точки, прочность на отрыв). Содержание отчета 6.4.1 Описать сущность процесса контактной точечной сварки. 6.4.2 Схема точечной сварки. 6.4.3 Обосновать режимы точечной сварки для заданных образцов. 6.4.4 Вид сваренных деталей. 6.4.5 Выводы. 6.5 Контрольные вопросы 6.5.1 В чем сущность процесса электрической контактной сварки? 6.5.2 Назовите основные способы контактной сварки? 6.5.3 Что является основными параметрами режима точечной сварки? 6.5.4 Как связано сопротивление проводников с тепловым действием электрического тока? 6.5.5 От чего зависит количество теплоты при сварке?
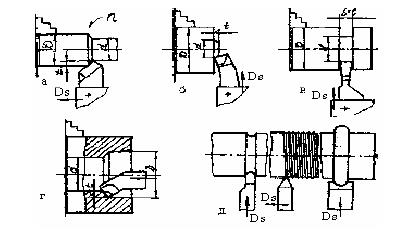
Лабораторная работа № 7 Режущий инструмент (материалы, конструкция, геометрия) Цель работы 7.1.1 Ознакомиться с основными сведениями об углеродистых и легированных, быстрорежущих сталях, твердых сплавах, минералокерамике, абразивных материалах. 7.1.2 Изучить конструкцию и геометрические параметры: резцов, сверл, зенкеров, фрез. Материалы Материалы, применяемые для изготовления режущего инструмента, должны обладать высокой твердостью, износостойкостью, теплостойкостыо, прочностью и ударной вязкостью. В настоящее время в качестве материалов для режущего инструмента используются углеродистые и легированные стали, быстрорежущие стали, твердые сплавы, минералокерамика, карбидостали, мартенситостареющие инструментальные сплавы, алмазные и синтетические, сверхтвердые материалы. Углеродистые (У10, У11А, У12) и легированные (11ХФ, 9ХС, ХВГ, ХВСТ, Х12М и другие) инструментальные стали сейчас используются весьма ограниченно. Применение этих сталей ограниченно теплостойкостью при резании 150-250 º С. Основное достоинство этих материалов - низкая стоимость, невысокая температура закалки, незначительная карбидная неоднородность. Эти стали используют при обработке различных легкообрабатываемых материалов. Быстрорежущие стали являются наиболее распространенным материалом для режущего инструмента. Сочетая высокую твердость (до 65 HRC) с повышенной теплостойкостью (до 650 º С), быстрорежущая сталь позволяет повысить скорость резания в 4-5 раз, а стойкость - в 10-15 раз по сравнению с другими инструментальными сталями: Сейчас отечественной промышленностью выпускается более 30 марок быстрорежущей стали. Наиболее распространенные – Р6М5, Р6МЗ. Твердые сплавы представляют собой твердый раствор карбидов вольфрама (WC), карбидов титана (Тic) и карбидов тантала (ТaC) в металлическом кобальте (Co). Твердые сплавы используют в виде пластинок определенной формы и размеров, изготовляемых методами порошковой металлургии. Твердые сплавы подразделяют на 4 группы: ВК, ТК и ТТК. К группе ВК (вольфрамовой) относятся ВКЗ, ВК8, ВК15, ВК25 (WC – 75 %, Co – 25 %) и другие; к группе ТК (титановольфрамовой) - Т30К4, Т15К6, Т14К8, Т5К10, Т5К12В (TiC-30 %, Co-40 %, остальное WC); к группе ТТК (титанотантало-вольфрамовой) - ТТ17К12, ТТ10К8Б. Четвертая группа – безвольфрамовые твердые сплавы КНТ-16, ТМ1, ТМ3, ТН20 (74 % TiCN + 19, 5Ni + 6, 5 % Mo). Пластинки из твердого сплава имеют высокую износостойкость и теплостойкость (800-1000 º С), что позволяет обрабатывать заготовки со скоростями резания до 300 м/мин. Недостатком твердых сплавов является их низкие пластичность и прочность. Минералокерамика - синтетический материал, основой которого является технический глинозем А12О3 подвергнутый спеканию при 1720-1750 º С. (ЦМ332 – 99 % А1203, твёрдость 91HRA). Имеет высокую износостойкость. Недостатками являются низкая прочность и большая хрупкость. Инструменты, оснащенные пластинками из минералокерамики, эффективно используют при получистовой и чистовой обработке сталей, чугуна и цветных металлов в условиях безударной нагрузки. Для повышения эксплуатационных характеристик минералокерамики в нее добавляют вольфрам, молибден, бор, титан, никель и т.д. Такие материалы называют керметами. В последнее время созданы композиции керамики В3, В0К60, 20К63, которые могут быть отнесены к группе наиболее современных, режущих материалов (в отличие от белой керамики эти марки имеют чёрный цвет). В состав их входит до 40 % карбидов титана, вольфрама, молибдена. Изготовляются методом горячего прессования, имеют прочность 700 МПа. Абразивные материалы - мелкозернистые или порошковые вещества, используемые для изготовления абразивных инструментов: шлифовальных кругов, головок, сегментов, брусков и т.д. Естественные абразивные материалы (наждак, кварцевый песок, корунд) находят ограниченное применение вследствие неоднородности свойств. В промышленности применяют в основном искусственные абразивные материалы: электрокорунды, карбиды кремния, карбиды бора, окись хрома, синтетические алмазы, а также новые материалы, такие как славутич, эльбор, гексагонит и др. Абразивные материалы имеют очень высокую твёрдость, высокую красностойкость (1800-2000 º С) и износостойкость. Допустимая скорость резания 15-100 м/с (пример: круг 25 А25, ПСМ16К, 20ПГ352). В промышленности используют естественные (А) и искусственные (синтетические) алмазы марок АСО, АСР, АСВ, АСК, АСО, АСМ, АСН. Из синтетических твердых материалов (СТМ), применяемых для лезвийной обработки, применяются: Эльбор - Р (или композит 01, который в настоящее время имеет наиболее широкое применение). Гексанит – Р (композит 10) - поликристаллический материал на основе бора и азота. Исходное сырье для производства гексанита – Р - вюрцитоподобный нитрид бора (гексанит), получаемый из гексогонального графитоподобного нитрида бора с помощью ударных волн. Гексанит - Р имеет тонкую зернистую структуру, размер частиц основной фазы менее 1 мкм, обладает высокой микротвёрдостью (1000-6000 кг/мм2) и пониженной хрупкостью, что позволяет использовать его при работе с ударными нагрузками. Конструкция инструментов Резцы Применяемые в машиностроении резцы можно классифицировать по следующим признакам: - по виду станков: токарные, строгальные, долбежные, автоматно-револьверные, расточные для горизонтально-расточных станков, специальные; - по виду обработки: проходные, подрезные, отрезные, прорезные, расточные, галтельные, резьбовые, фасонные (рисунок 7.1); - по сечению крепежной части: прямые, отогнутые, изогнутые, с оттянутой головкой; - по направлению подачи: правые и левые; - по способу изготовления: с рабочей частью, выполненной как одно целое с крепежной; с рабочей частью, приваренной встык; с наплавленной, напайной, клееной пластинкой; с механическим креплением пластинок или вставок; - по роду инструментального материала: из сверхтвёрдых сплавов, с пластинками из твердого сплава, из быстрорежущей стали и т.д.
а - проходной; б - подрезной; в - отрезной, прорезной; г - расточной; д - галтельный; е - резьбовой; ж – фасонный Рисунок 7.1 – Классификация резцов по виду обработки
Резцы (рисунок 7.2) состоят из державки, служащей для закрепления в резцедержателе станка, и головки (рабочей части). Головка, полученная заточкой, имеет следующие элементы: переднюю поверхность 1, по которой сходит стружка; главную заднюю поверхность 3, обращенную к поверхности резания; вспомогательную поверхность резания 4, обращенную к обрабатываемой поверхности; главную режущую кромку 2, образованную пересечением передней и главной задней поверхностей; вспомогательная режущая кромка 5, образованная пересечением передней и вспомогательной задней поверхностей; вершину резца 6 - место сопряжений режущих лезвий.
I - державка, II – головка 1 - передняя поверхность; 2 - главная режущая кромка; 3 – главная задняя поверхность; 4 – вспомогательная задняя поверхность; 5 – вспомогательная режущая кромка; 6 - вершина резца Рисунок7.2 - Рабочие поверхности и режущие кромки резца
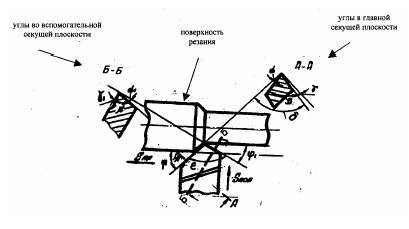
Форма режущей части резца определяется конфигурацией и расположением в пространстве его поверхностей и кромок, т.е. с помощью углов, называемых геометрическими параметрами. Для определения геометрии резца принимают следующие координатные плоскости: основная плоскость, плоскость резания, главная секущая плоскость (рисунок 37.3).
Рисунок 7.3 - Геометрические параметры токарного резца
Основной плоскостью называется плоскость, параллельная направлениям продольной и поперечной подач резца. Плоскостью резания называют плоскость, касательную к поверхности резания и проходящую через главную режущую кромку. Главная секущая плоскость - плоскость, перпендикулярная проекции главной режущей кромки на основную плоскость. Имеется также вспомогательная секущая плоскость - это плоскость, перпендикулярная к проекции вспомогательной режущей кромки на основную плоскость. Геометрические параметры резцов рассматриваются в главной и вспомогательной секущих плоскостях, в поперечном и продольном разрезах, проекции на основную плоскость и во фронтальном виде со стороны главной и вспомогательной режущих кромок. Углы, измеряемые в главной секущей плоскости: Главный передний угол γ - это угол между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания, проведенной через главную режущую кромку. Он может быть положительным, отрицательным или равным нулю. Главный задний угол α - это угол между главной задней поверхностью резца и плоскостью резания. Угол заострения β - это угол между передней и главной задней поверхностями резца. Угол резания δ - это угол между передней поверхностью резца и плоскостью резания. В основной плоскости измеряются углы в плане: Главный угол в плане φ - это угол между проекцией главной режущей кромки и направлением подачи. Угол в плане при вершине резца ε - это угол между проекциями режущих кромок на основную плоскость. Углы заточки инструмента измеряют с помощью настольного угломера (рисунок 7.4)
Рисунок 7.4 – настольный угломер Сверла Сверла предназначены для сверления отверстий в сплошном материале, рассверливания уже имеющихся отверстий, надсверливания конических углублений. В промышленности применяют следующие основные типы свёрл: спиральные, перовые, пушечные, для кольцевого сверления, центровочные, специальные (рисунок 7.5). Свёрла изготовляют из быстрорежущей стали марок Р6М5, Р9К5 и др.
а - цилиндрическое сверло с пластиной ВК8 и с цилиндрическим хвостовиком; б – свёрло со сплошным стеблем; в - трёхперовое сверло Рисунок 7.5 – Свёрла
Спиральное сверло является основным типом сверл, наиболее широко распространенным (рисунок 7.6). Его используют при сверлении и рассверливании отверстий диаметром до 80 мм с точностью обработки по 11-12 квалитетам и шероховатостью Rа в пределах 10 мкм. Спиральное сверло имеет рабочую часть (режущую и направляющую), шейку и хвостовик. Основную работу резания выполняет режущая часть двумя главными режущими кромками 1, двумя вспомогательными режущими кромками 2 и одной поперечной кромкой 3. Главные режущие кромки образуются на каждом зубе пересечением задних и передних поверхностей. Поперечная кромка 3 образуется в результате пересечения двух задних поверхностей. С целью уменьшения трения сверла об обрабатываемую поверхность направляющая часть делается узкой в виде ленточек. Кроме этого, рабочая часть имеет обратную конусность, т.е. уменьшение диаметра к хвостовику на 0, 03-0, 12 мм на каждые 100 мм. Для придания сверлам большей жесткости их сердцевина к хвостовику делается увеличенной на 1, 4-1, 5 мм на каждые 100 мм длины. Угол при вершине φ располагается между проекциями главных режущих кромок на основную плоскость. Его значение выбирается, в основном, в зависимости от свойств обрабатываемого материала. Для стандартных сверл значение 2 φ = 116-122°. Углом наклона винтовой канавки ω называется угол между касательной к винтовой линии, образующей эту канавку, и линией, параллельной оси сверла. В разных точках режущей кромки он неодинаков. В периферийной точке главной режущей кромки, т.е. по кромке ленточки, он максимальный. Угол ω = 15-60° зависит от обрабатываемого материала, глубины просверливаемого отверстия и других факторов.
d - диаметр сверла; 2φ - угол при вершине; ω - угол наклона винтовой канавки; b – ширина канавки; f - ширина ленточки Рисунок 7.6 - Элементы и геометрия сверла
Передний угол γ - угол между касательной к передней поверхности в рассматриваемой точке главной режущей кромки и нормалью в этой же точке к поверхности резания. Передний угол γ у сверла переменный: min у вершины, max на периферии. Задний угол α - угол между касательной к задней поверхности в рассматриваемой точке режущей кромки и плоскостью резания. Задние углы также переменны, однако изменяются в противоположном направлении, увеличиваясь от периферии, где они равны 8-11° до 25-35° к оси (большие значения относятся к меньшим диаметрам сверл). Вспомогательный угол α близок к 0. Угол наклона поперечной режущей кромки φ располагается между проекциями главной и поперечной кромок на торцовую плоскость сверла. Он тесно связан с задним углом на периферии и является одним из показателей правильности заточки стандартных сверл. Енкеры Назначение зенкеров - увеличение отверстия, полученного сверлением, штамповкой или отливкой, а также исправление направления оси отверстия. Зенкерование - предварительный процесс перед развертыванием. Зенкерованием получают более точное отверстие, чем при сверлении. После зенкерования получают отверстие 11-12 квалитетов точности. Отверстия 7-8 квалитета необходимо развертывать. Зенкер снимает большой припуск, а развертка зачищает, калибрует отверстие, исправляет его форму. На рисунке 7.7 представлена типовая конструкция зенкера.
d - диаметр зенкера; φ - главный угол в плане; ω - угол наклона стружечных канавок; f – ширина; γ - передний угол; α - задний угол Рисунок 7.7 - Элементы и геометрия зенкера
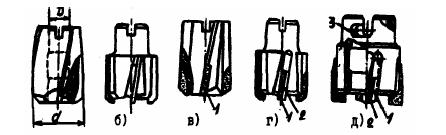
Зенкеры насадные Изготавливаются они с прямыми, наклонными и винтовыми со стружечными канавками с тремя, четырьмя и пятью зубьями (перьями). Профиль (форма) зубьев в сечении с некоторыми параметрами, приведен выше. На рисунке 7.8 а показана конструкция цельного насадного зенкера с винтовыми канавками. Зенкеры со вставными ножами из быстрорежущей стали с наклонными стружечными канавками, приведены на рисунке 7.8 б. Зенкеры, оснащенные припаянными пластинами I из твердого сплава, показаны на рисунке 7.8 в. Изготавливаются они диаметром от 32 до 80 и внутренним посадочным диаметром, от 13 до 32 мм. На рисунке 7.8 г приведена конструкция зенкера со вставными ножами 2, оснащенными пластинками из твердого сплава I. Изготавливаются они диаметром 40 - 80 мм. На рисунке 7.8 д показана конструкция зенкера со вставными ножами 2, оснащенным пластинками I из твердого сплава.
Рисунок 7.8 - Зенкеры насадные Развёртки Развертка - многолезвийный инструмент, предназначенный для обработки точных цилиндрических отверстий. В режущей части развертки предусматривается большое число режущих зубьев (более шести), геометрия которых обеспечивает срезание тонких стружек. При помощи разверток производится обработка отверстий в пределах 9-7, а иногда 6-го квалитетов с шероховатостью обработанной поверхности в пределах 1, 25 - 0, 32 мкм. Конструктивные и геометрические параметры разверток приведены на рисунке7.9.
Рисунок 7.9 - Конструктивные и геометрические параметры разверток
Некоторые конструктивные и геометрические параметры разверток. Угол в плане режущей части φ принимается в зависимости от марки обрабатываемого материала и величины срезаемого припуска. С увеличением угла φ уменьшается длина режущей части, но возрастает осевая составляющая силы резания и ухудшается направление развертки при входе в отверстие. Передний угол γ принимается обычно равным нулю. При развертывании отверстий в вязких материалах – γ . 5 - 10 град. Задний угол α, как правило, принимается равным 5 - 8 град. Угол наклона зубьев ω используется при обработке отверстий с продольными или прерывистыми канавками. В зависимости от свойств обрабатываемого материала, величина ω = 15 - 45°. Направление винтовых зубьев должно быть противоположно вращению развертки. Это предотвращает ее от самозатягивания и заедания. Окружной шаг зубьев Рi делается неравномерным. Это позволяет каждому из них принимать участие в срезании определенной части припуска и исключения появления волнистости на обрабатываемой поверхности, за счет чего и повышается точность изготовления отверстия. Обратная конусность на рабочей части (на длине l) принимается в пределах 0, 04 - 0, 10 на длине 100 мм для машинных разверток и весьма малой (0, 005 - 0, 015) - для ручных. В связи с этим у последних цилиндрический участок (на длине l) не делается. Число зубьев принимается чётным, что позволяет измерять диаметр развертки микрометром. Обычно их количество, в зависимости от диаметра, принимается равным 6 - 14 зубьев.
Фрезы Основными типами фрез являются цилиндрические и торцовые для обработки плоских поверхностей; дисковые, концевые и угловые для обработки пазов, канавок и шлицев; фасонные для обработки фасонных поверхностей; модульные (пальцевые и дисковые) для нарезания зубьев зубчатых колес; червячные для нарезания зубьев цилиндрических и червячных колес (рисунок 7.10).
Конструктивно фрезы выполняют цельными или сборными с напай- а – цилиндрическая; б – цилиндрическая с винтовыми зубьями; в - дисковая; г – дисковая двусторонняя; д – дисковая трёхсторонняя; е – торцевая; ж – концевая; з – пальцевая модульная; и – червячная Рисунок 7.10 – Основные типы фрез
Конструктивно фрезы выполняют цельными или сборными с напайными и вставными ножами. Режущие кромки могут быть прямыми или винтовыми. Фрезы с винтовыми зубьями работают более плавно, а станок ввиду постепенного характера врезания таких зубьев нагружен равномернее. Фрезы имеют остроконечную или затылованную форму зуба. У фрезы с остроконечными зубьями передняя и задняя поверхности плоские. У фрез с затылованными зубьями передняя поверхность плоская, а задняя выполнена по спирали Архимеда; при переточке по передней поверхности профиль зуба фрезы сохраняется. Фрезы с остроконечными зубьями имеют более высокую стойкость и относительно проще в изготовлении. Фреза - многолезвийный режущий инструмент, состоящий из корпуса и зубьев. Зуб фрезы, представляющий собой простейший резец, имеет следующие элементы: переднюю поверхность 4, по которой сходит стружка; заднюю поверхность 5, обращенную к обработанной поверхности; ленточку 6, которая обеспечивает правильную заточку зуба; режущее лезвие 1, образованное пересечением передней и задней поверхностей (рисунок 7.11).
1 - режущая кромка, 2 - зуб фрезы, 3 - корпус, 4 – передняя поверхность, 5 - задняя поверхность, 6 - ленточка, В - ширина фрезерования, t - глубина фрезерования Углы фрезы: γ – передний, α - задний, β – угол заострения, δ - угол резания Рисунок 7.11 - Элементы и геометрические параметры цилиндрической фрезы
В сечение зуба цилиндрической фрезы плоскостью, перпендикулярной режущей кромке 1 можно рассмотреть следующие углы: передний γ, задний α, заострения β и резания δ (рисунок 7.11). Порядок выполнения работы 7.4.1 Ознакомиться с методическими указаниями. 7.4.2 Ознакомиться с конструкцией, основными типами, назначением и геометрическими параметрами резцов, сверл, зенкеров, разверток и фрез. 7.4.3 Измерить основные геометрические размеры режущего инструмента. Содержание отчёта 7.5.1 Цель работы. 7.5.2 Материалы, применяемые для изготовления режущего инструмента. 7.5.3 Конструктивные особенности режущего инструмента с выполнением эскизов. 7.5.4 Указать на эскизах основные режущие элементы и углы заточки. 7.6 Контрольные вопросы 7.6.1 Для чего предназначены резцы, сверла, зенкеры, развертки? 7.6.2 Какие существуют разновидности сверл и их назначение? 7.6.3 Конструктивные элементы резцов и их назначение? 7.6.4 Назвать геометрические параметры резцов и сверл, дать их определение. 7.6.5 Для чего служат ленточки? 7.6.6 Для чего предназначены зенкеры? 7.6.7 Для чего предназначены развертки? 7.6.8 Конструктивные элементы фрез.
Лабораторная работа № 8 Популярное:
|
Последнее изменение этой страницы: 2016-06-05; Просмотров: 669; Нарушение авторского права страницы