|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Основные закономерности прессования
Усилие прессования определяется зависимостью
где p – давление прессования, МПа; F – площадь поперечного сечения. Под давлением (при одноосном сжатии) порошок, засыпанный в пресс-форму, растекается в стороны, в результате чего возникает боковое давление Pбок, кН/м2, действующее на стенки пресс-формы
где µ – коэффициент Пуассона металлического порошка. Или Рбок= ε ·Р, где ε – коэффициент бокового давления.
Свойства некоторых порошковых материалов и значения коэффициентов бокового давления приведены в таблице 4.1.
Таблица 4.1 – Свойства порошков
Величина бокового давления не является постоянной по высоте прессуемых изделий, а уменьшается (при одностороннем прессовании) от верха прессформы, т.е. места приложения давления к нижней части пресс-формы. Понижение бокового давления объясняется падением общего давления прессования по высоте заготовки, вызываемого трением частиц друг о друга и о стенки матрицы. Вследствие снижения давления прессования по высоте прессуемого изделия возникает неравномерная плотность спрессованной заготовки по её объему. После выпрессовки изделий из пресс-формы размеры их под действием внутренних напряжений увеличиваются. Это явление называется упругим последействием. Обычно упругое последействие сильнее проявляется по направлению прессования, чем перпендикулярно ему. Если по направлению прессования δ п = 5-6 %, то перпендикулярно ему δ Д = 2-3 %. Величина упругого последействия определяется по формулам
где D0; h0 – диаметр и высота брикета, находящегося в пресс-форме под действием давления прессования; D1; h1 – после выпрессовки из матрицы. Объемная величина упругого последействия (%) определяется по аналогичной зависимости
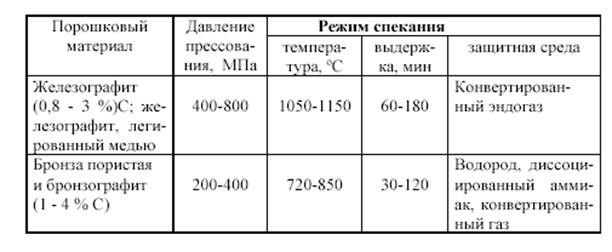
Установление величины упругого последействия имеет большое значение при проектировании пресс-формы для учета возможного изменения размеров изделия после выпрессовки. Для получения достаточно прочных заготовок при холодном прессовании применяются значительные давления, которые в зависимости от требуемой плотности и свойств порошковой шихты могут колебаться от 50 до 150 МПа для твердосплавных смесей с пластификатором и от 500 МПа до 800-1000 МПа для железных и стальных порошков. Спекание порошковых заготовок Холодное прессование не обеспечивает механической прочности прессовок. Для повышения механических свойств и придания порошковым изделиям необходимых физико-химических свойств заготовки подвергают спеканию. Спекание производится при температуре 0, 7-0, 9 от абсолютной температуры плавления основного компонента в многокомпонентной порошковой смеси. В процессе спекания за счет качественного и количественного изменения контактов, связанных с большой подвижностью атомов при повышенных температурах, увеличивается поверхность зацепления частиц, повышаются плотность и прочность изделия, достигаются необходимые физико-химические свойства. Спекание производится в вакууме или контролируемой атмосфере (восстановительной – водород, диссоциированный аммиак, конвертированный газ, нейтральной – аргон, гелий и др.) Длительность выдержки при температуре спекания в зависимости от состава шихты может быть до нескольких часов (таблица 4.2). В результате спекания прочностные свойства σ В; σ Т железографита увеличиваются от 100 МПа до 300 МПа (в зависимости от материала, режимов процесса, пористости), твердость увеличивается от 60 НВ до 100 НВ. Плотность изделий возрастает с повышением температуры спекания и давления прессования. Для получения порошковых беспористых или малопористых изделий применяют многократное прессование и спекание или горячее прессование. Точность размеров изделий после спекания соответствует 12-14 квалитету, шероховатость поверхности 10-5 мкм. Калибровка повышает точность до 8-11 квалитета, снижает шероховатость до 5 -2, 5 мкм.
Таблица 4.2 - Ориентировочные режимы прессования и спекания порошковых антифрикционных материалов
Популярное:
|
Последнее изменение этой страницы: 2016-06-05; Просмотров: 611; Нарушение авторского права страницы