|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
РАСЧЕТ ЭФФЕКТИВНОГО ФОНДА ВРЕМЕНИ РАБОТЫ ОБОРУДОВАНИЯСтр 1 из 3Следующая ⇒
Для определения эффективного фонда времени работы оборудования используем производственный календарь пятидневной недели на 2016 год. В соответствии с которым в 2016 году 255 рабочих дня [10]. Определим эффективный годовой фонд времени на основании баланса рабочего времени оборудования, составленного на текущий год. Для нахождения номинального фонда рабочего времени вычтем из календарного фонда времени количество нерабочих дней, для выражения в часах – умножим на количество смен и на продолжительность смены.
Время технологических остановок принимаем в расчете в размере 0, 5% от номинального фонда времени работы оборудования:
Для определения величины простоев в ремонте выберем горизонтально-фрезерный станок, т.к. он имеет наибольшую стоимость. Структура ремонтного цикла горизонтально-фрезерного станка выглядит следующим образом: К – 1Т – 2Т – 1С – 3Т – 4Т –2С – 5Т – 6Т – К Рассчитаем ремонтный цикл для металлорежущих станков, зависящий от вида обрабатываемого материала, применяемого инструмента, класса точности оборудования, возраста и долговечности, категории массы, а также нормативного ремонтного цикла, применяемого в расчетах равным 24000 ч.
где
В работе воспользуемся следующими значениями коэффициентов:
Определим продолжительность межремонтного периода. Для этого воспользуемся формулой:
где
Исходя из структуры ремонтного цикла горизонтально-фрезерных станков, получаем
Для определения продолжительности простоя оборудования в ремонте, составим план ремонтов на текущий год. Вид последнего ремонта 2Т и проводился он в августе. План ремонта представлен в таблице 2.
Таблица 2 – План ремонтов на текущий год
Рассчитаем продолжительность простоя оборудования в ремонте по формуле:
где
Категория ремонтной сложности для горизонтально-фрезерных станков равна 15. Так как количество смен работы в сутках равно 2, то нормативная продолжительность простоя оборудования в среднем ремонте будет составлять 0, 33 сут, а в текущем ремонте 0, 14 сут. Количество ремонтов в текущем году
Рассчитаем эффективный фонд времени работы оборудования. Для этого воспользуемся формулами:
где c – количество смен в сутки; d – продолжительность смены.
Результаты расчётов представим в таблице. Таблица 3 – Баланс рабочего времени оборудования
Таким образом, исходя из расчетов по формулам 2.4 и 2.5 видно, что эффективный фонд времени работы оборудования составил 244, 5 дней, или 3912 часов.
3. ОПРЕДЕЛЕНИЕ ПОТРЕБНОГО КОЛИЧЕСТВА ОБОРУДОВАНИЯ
Количество мест, необходимых для выполнения производственной программы, определим для каждого j-того вида оборудования с помощью формулы:
где mpj– расчетное количество оборудования j-го вида; tштij– норма штучного времени на обработку i-й детали на j-м виде оборудования, мин.; g – число наименований деталей, подлежащих обработке на j-м виде оборудования; h – число операций обработки i- й детали на данном виде оборудования; Квн – коэффициент выполнения норм на участке (в расчетах принимаем Квн = 1, 0); Фэф – эффективный фонд времени работы оборудования, ч.
Подготовительно-заключительное время при расчете количества оборудования не учитываем, ввиду его незначительности. В таблице также определим коэффициент загрузки оборудования, который рассчитаем по формуле: К3 об = mpj/mnpj(3.2) где Допустим, что перегрузка станков может быть в пределах 5%. Рассчитаем количество рабочих мест необходимых для выполнения производственной программы:
Определим коэффициент загрузки оборудования: Результаты расчетов представим в таблице 4.
Таблица 4 – Определение потребного количества оборудования
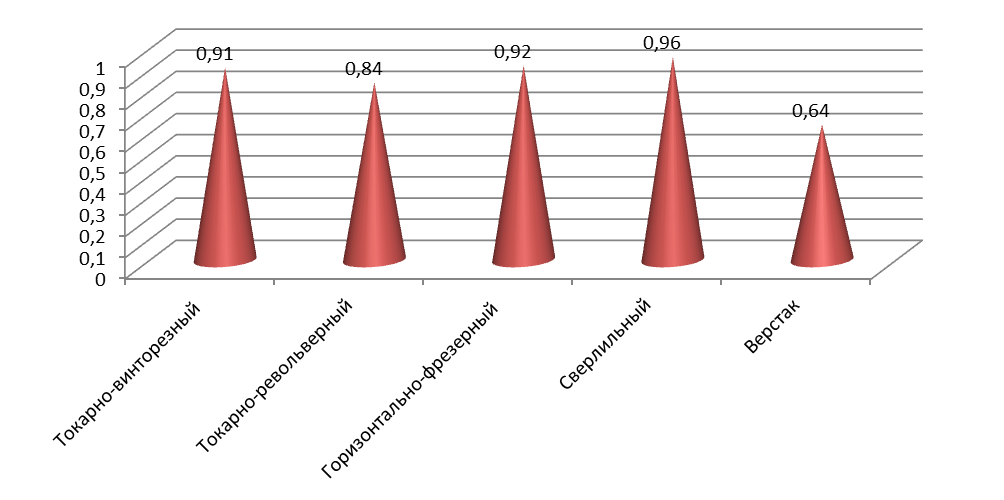
Загруженность оборудования представим с помощью графика.
Рисунок 1 – Загруженность оборудования Таким образом, как видно на рис.1, наиболее загруженными являются горизонтально-фрезерные станки (ТВ) со значением коэффициента загрузки равным 0, 92, а также сверлильные станки (СК) со значением коэффициента загрузки равным 0, 96; наименее загруженными являются верстаки (СТ), у которых коэффициент загрузки равен 0, 64. Популярное:
|
Последнее изменение этой страницы: 2016-06-05; Просмотров: 4863; Нарушение авторского права страницы
 дней или
дней или  ч.
ч. дней
дней , ч. (2.1)
, ч. (2.1) – ремонтный цикл;
– ремонтный цикл;  – коэффициент, учитывающий вид обрабатываемого материала;
– коэффициент, учитывающий вид обрабатываемого материала;  – коэффициент, учитывающий применяемый инструмент;
– коэффициент, учитывающий применяемый инструмент;  – коэффициент, учитывающий класс точности оборудования;
– коэффициент, учитывающий класс точности оборудования;  – коэффициент, учитывающий возраст и долговечность оборудования;
– коэффициент, учитывающий возраст и долговечность оборудования;  – коэффициент, учитывающий категорию массы.
– коэффициент, учитывающий категорию массы. ,
,  ,
,  ,
,  ,
,  .
. ч.
ч. , мес., (2.2)
, мес., (2.2) – продолжительность межремонтного периода, мес.;
– продолжительность межремонтного периода, мес.;  – число текущих и средних ремонтов в ремонтном цикле;
– число текущих и средних ремонтов в ремонтном цикле;  – номинальный фонд времени работы оборудования, ч.
– номинальный фонд времени работы оборудования, ч. .
. мес.
мес. , сут., (2.3)
, сут., (2.3) – продолжительность простоя оборудования в ремонте;
– продолжительность простоя оборудования в ремонте;  – категория ремонтной сложности;
– категория ремонтной сложности;  – нормативная продолжительность простоя оборудования в ремонте на одну ремонтную единицу, сут;
– нормативная продолжительность простоя оборудования в ремонте на одну ремонтную единицу, сут;  – количество ремонтов в текущем году.
– количество ремонтов в текущем году. .
. сут.
сут. , дн. (2.4)
, дн. (2.4) , ч. (2.5)
, ч. (2.5) дн.
дн. ч.
ч. (3.1)
(3.1) – это принятое количество рабочих мест на i-той операции. Данный показатель получим исходя из расчетного количества рабочих мест путем его округления в большую сторону.
– это принятое количество рабочих мест на i-той операции. Данный показатель получим исходя из расчетного количества рабочих мест путем его округления в большую сторону. ед.
ед. ед.
ед. ед.
ед. ед.
ед. ед.
ед.



 ., мин.
., мин.