Расчет производственной программы и ее трудоемкости.
Общая трудоемкость программы определяется по формуле:
где: N - годовая программа выпуска детали, шт.;
 - норма времени, час.
- норма времени, час.



Таблица 1 – Сводная ведомость трудоемкости производственной программы
| № п/п
| Наименование операции технологического процесса
| Годовой выпуск продукции
| Нормы времени на операции
| Трудоемкость операции, н./час
|
|
| Токарная
|
| 3, 29
| 10144, 17
|
|
| Фрезерная
|
| 1, 2
| 11408, 33
|
|
| Сверлильная
|
| 3, 7
|
|
|
| Итого:
| | 8, 19
| 25252, 50
|
 7.1.2 Расчет необходимого оборудования количества оборудования и его загрузки
7.1.2 Расчет необходимого оборудования количества оборудования и его загрузки
Необходимое количество оборудования по каждой операции техпроцесса определяется по формуле:
где: Т - Трудоемкость выполнения каждой операции, н./час;
 - эффективный фонд времени работы оборудования, час;
- эффективный фонд времени работы оборудования, час;
= 4015час;
 - коэффициент выполнения норм;
- коэффициент выполнения норм;
= 1.5
 ;
; 
 ;
; 
 ;
; 
Определяем коэффициент загрузки оборудования по операциям:

где:  - коэффициент загрузки оборудования;
- коэффициент загрузки оборудования;
 - расчетное количество оборудования, шт.;
- расчетное количество оборудования, шт.;
 - принятое количество оборудования, шт.
- принятое количество оборудования, шт.




Если наблюдается в цеху высокая загрузка оборудования, то необходима корректировка принятого количества оборудования.
 ,
,
где:  - принятое количество оборудования, плюс одна единица оборудования.
- принятое количество оборудования, плюс одна единица оборудования.
Определяем средний коэффициент загрузки оборудования:

где:  - коэффициент загрузки оборудования по первой, второй операциям;
- коэффициент загрузки оборудования по первой, второй операциям;
n - количество операций.
Таблица 2 – Сводная ведомость оборудования и его загрузки
| № п/п
| Наименование станка
| Модель станка
| Трудоемкость операции
| Расчетное кол-во станков
| Принятое кол-во станков
| Коэфф-т загрузки
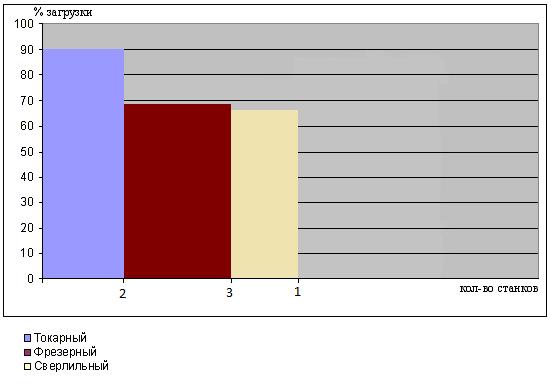
| % загрузки
|
|
| Токарный
| 15ТО4
| 10144, 17
| 1, 80
|
| 0, 9
|
|
|
| Фрезерный
| 53АО5П
| 11408, 33
| 2, 03
|
| 0, 68
|
|
|
| Сверлильный
| 2А534
|
| 0, 66
|
| 0, 66
|
|
|
| Итого:
| | 25252, 50
| 4, 49
|
| 0, 75
|
|
 Таблица 3 - Сводная ведомость оборудования.
Таблица 3 - Сводная ведомость оборудования.
| №
п/п
| Наименование станка
| Модель станка
| Кол-во станков
| Мощность Эл/об-я
| Оптовая цена за ед. Эл/об-я
| Тр/мон-ые работы
| Первоночальная
ст-ть.
|
| 1 станка
| Всех станков
| 1 станка
| Всех станков
|
|
|
|
|
|
|
|
|
|
|
|
|
| Токарный
| 16ТО4
|
| 5, 5
|
|
|
|
|
|
|
| Фрезерный
| 53АО5П
|
| 5, 8
| 17, 4
|
|
|
|
|
|
| Сверлильный
| 2А534
|
|
|
|
|
|
|
|
|
| Итого:
| |
| 17, 3
| 34, 4
|
|
|
|
|
На основании выше произведенных расчетов строим график загрузки оборудования:
 7.2 Расчет по трудовому потенциалу проектируемого участка.
7.2 Расчет по трудовому потенциалу проектируемого участка.
Расчет плановой численности основных рабочих.
Таблица 4 – Баланс рабочего времени
| № п/п
| Наименование показателей
| Единица измерения
| Количество дней
|
|
| Число календарных дней
| дни
|
|
|
| Число нерабочих дней в том числе праздничные выходные
| дни
|
15 празд-ных
|
|
| Номинальный фонд времени
| дни
|
|
|
| Плановые неявки на работу
| дни
|
|
|
| Полезный фонд времени одного рабочего (эффективный)
| дни
|
|
|
| Средняя продолжительность рабочего дня
| час
|
|
|
| Потери времени в связи с сокращением длительности рабочего дня
| час
| 0, 05
|
|
| Средняя продолжительность рабочего дня
| час
| 7, 95 мин.
|
|
| Номинальный фонд рабочего времени
| час
| 1963, 65
|
|
| Полезный (эффективный) фонд рабочего времени
| час
| 1709, 25
|
Численность основных рабочих определяем в зависимости от объёма планируемых работ его трудоёмкости и полезного годового фонда времени одного рабочего.
Явочную численность основных рабочих рассчитываем по каждой операции технологического процесса по формуле:
 где: Т – трудоемкость выполнения конкретной операции, н/час;
где: Т – трудоемкость выполнения конкретной операции, н/час;
 - полезный или эффективный фонд рабочего времени, час;
- полезный или эффективный фонд рабочего времени, час;
- коэффициент выполнения норм времени;
= 1.5



Таблица 5- Ведомость явочной численности основных рабочих по профессиям и разрядам
| № п/п
| Профессия
| Кол-во всего
| В том числе по разрядам
|
|
|
|
|
|
|
|
|
| Токарь
|
|
|
|
|
|
|
|
|
| Сверлильщик
|
|
|
|
|
|
|
|
|
| Фрезеровщик
|
|
|
|
|
|
|
|
|
| Итого
|
| |
|
|
|
|
|

где:  - количество основных рабочих соответствующего разряда, чел.;
- количество основных рабочих соответствующего разряда, чел.;
 - соответствующий разряд;
- соответствующий разряд;
 - общее количество основных рабочих, чел.
- общее количество основных рабочих, чел.

 7.2.2 Расчет плановой численности вспомогательных рабочих.
7.2.2 Расчет плановой численности вспомогательных рабочих.
Количество вспомогательных рабочих определяется по нормам обслуживания или на основании принятых основных рабочих.
| Наладчики
| – норма обслуживания 6 станков в смену на одного
наладчика: 1 чел.
|
| Распределители работ
| – один распределитель на 18-20 основных рабочих: 1
чел.
|
| Контролёры
| – один контролёра 20 основных рабочих: 1 чел.
|
| Транспортные рабочие
| – один транспортный рабочий на 35 основных
рабочих принимается: 1 чел.
|
| Кладовщик
| – один кладовщик в смену: 1 чел.
|
Таблица 6 – Ведомость явочной численности вспомогательных рабочих по профессиям и разрядам.
| № п/п
| Профессия
| Кол-во всего
| В том числе по разрядам
|
|
|
|
|
|
|
|
|
| Наладчики
|
|
|
|
|
|
|
|
|
| Распределители работ
|
|
|
|
|
|
|
|
|
| Контролеры
|
|
|
|
|
|
|
|
|
| Транспортные раб.
|
|
|
|
|
|
|
|
|
| Кладовщики
|
|
|
|
|
|
|
|
|
| Итого
|
| | |
| | | |

где:  - количество вспомогательных рабочих соответствующего разряда, чел.;
- количество вспомогательных рабочих соответствующего разряда, чел.;
- соответствующий разряд;
 - общее количество вспомогательных рабочих, чел.
- общее количество вспомогательных рабочих, чел.

 7.2.3 Расчет плановой численности руководителей и специалистов.
7.2.3 Расчет плановой численности руководителей и специалистов.
Принимаем: начальник участка – 1 человек с окладом
старший мастер – 1 человека с окладом
мастер – 2 человека с окладом.
Таблица 7 – Сводная ведомость численности ППП
| № п/п
| Категории ППП
| Всего чел.
| Удельный вес в % от общей численности
|
|
| Основные рабочие
|
|
|
|
| Вспомогательные рабочие
|
|
|
|
| Руководящий состав и специалисты
|
|
|
| Итого
|
|
|
7.3 Расчет планового фонда оплаты труда работающих.
Популярное:
