|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Проверка теплотехнической надёжности активной зоны
3.1 Расчёт максимальной температуры оболочки ТВЭЛ
Таблица 3.1
Таблица 3.1.1.
Рис. 3.1 3.2. Расчёт максимальной температуры ядерного горючего Таблица 3.2
3.3. Расчёт запаса по кризису теплообмена
Таблица 3.3
Таблица 3.3.1
Расчёт системы компенсации объёма Таблица 4
Расчёт ионообменного фильтра Таблица 5
Технологическая инструкция на монтаж реактора и парогенераторов Основные положения 6.1.1. Работы по данной технологической инструкции рекомендуется выполнять специализированными звеньями в составе двух, трех слесарей-монтажников, сварщиков, сборщиков-проверщиков, стропальщиков с квалификацией 3-5разрядов в зависимости от сложности выполняемых операций.
6.1.2. Погрузку парогенератора и реактора производить в присутствии представителей завода поставщика, УКП, заказчика и под руководством ответственного исполнителя, назначенного начальником участка.
6.2. Общие технические требования.
6.2.1 При проведении монтажа изделий необходимо соблюдать требования безопасности изложенные в разделе 3.
6.2.2 Перед установкой парогенератора и реактора проверить наличие рисок, устанавливающих взаимное положение сопрягаемых изделий, при отсутствии рисок их необходимо нанести.
6.2.3 Установку изделий необходимо выполнить, не допуская повреждения деталей.
6.2.4 Крепежные изделия заменить при наличии следующих дефектов: 1) смятие граней под ключ; 2)повреждение более двух витков резьбы; 3)коррозионные разрушения резьбы, при которых отклонения от профиля и размеров сверхпредельных значений, установленных стандартом; 4)трещин, расслоения металла.
6.2.5 До нагрузки парогенераторов и реактора в кессоны бака ЖВЗ обязательно должны быть проведены следующие работы: 1)расконсервация и установление соответствия техническим условиям на поставку; 2)проверка на чистоту обезжиренных сварных стыков; 3)очистка корпуса и других деталей с наружной стороны ацетоном перед установкой и установка теплоизоляции; 4)установка временных технологических заглушек в замен транспортных; 5)транспортировка узлов оборудования к месту монтажа на судне.
6.2.6 Перед транспортировкой реактор и парогенераторы должны быть тщательно взвешены на рычажных вагонных весах вместе с платформой.
6.2.7 Результаты взвешивания занести в журнал.
Монтаж реактора.
6.3.1 Погрузку производить цеховым краном на микроходу.
6.3.2 Снять защитный чехол с изделия. Произвести наружный осмотр изделия, уплотнения. Протереть медаполамовой салфеткой, смоченной спиртом, наружную поверхность реактора.
6.3.3 Застропить реактор на гак крана за патрубки (одновременно должны быть накинуты стропы не менее чем на три патрубка)
6.3.4 Осторожно приподнять реактор в подставе, выровнять вгоризонт с точностью до 3 мм по линейке и квадранту, устанавливаемый на кожух крышки.
6.3.5 После проверки вертикальности положения осторожно опустить в кессон бака ЖВЗ.
6.3.6 Опоры реактора опустить на подвижные башмаки и с помощью приспособления для горизонтальных перемещений отцентрировать реактор в кессоне бака ЖВЗ.
6.3.7 Правильную ориентацию реактора при установке в бак ЖВЗ на фундамент определяет контрольная риска с указанием " корма" нанесенная на патрубке.
6.3.8 При окончательной выверке положения реактора перед сваркой башмаков с его фундаментом на баке ЖВЗ допускается несоосность корпуса реактора и кессона и несовпадение контрольной риски с ДП бака ЖВЗ 0.1-0.5 мм.
6.3.9 Зазор между корпусом реактора и стенкой кессона должен быть в пределах 1.5-2 мм.
6.3.10 Проверить зазор между корпусом реактора и стенкой кессона щупами с индикаторами часового типа или шаблонами
рис.6.3.1 Крепление реактора 1 - крепежная скоба; 2 – опора реактора; 3 - башмак; 4 - фундамент; 5 - корпус реактора. Монтаж парогенератора.
6.4.1 Застропить парогенератор на гак крана. Очистить крышку изделия вакуумной уборкой.
6.4.2 Осторожно приподнять изделие, выровнять в горизонт с точностью до 3 мм по линейке и квадранту, устанавливаемый на кожух крышки.
6.4.3 Установить парогенератор в кессоне с заданной несоосностью его корпуса и стенок кессона на временные скользящие опоры (рис 2.), с учетом возникновения усадки металла монтажного сварного шва патрубков реактора и парогенератора.
рис. 6.4.1. Конструкция временной скользящей опоры парогенератора 1 - фундамент; 2 - бронзовая пластинка; 3 - стальной диск; 4- опора парогенератора; 5 - индикатор; 6 - корпус динамометра; 7 - отверстие для отжимного болта; 8 - стальной шарик.
6.4.4 Проверить параллельность плоскости опор и плоскости фундамента, после чего установить в опоры монтажные динамометры для замера распределения веса парогенератора.
6.4.5 Крепление динамометров производить поочередно, при этом конструкция динамометра должна предусматривать крепление его в опоре без вертикального люфта.
6.4.6 Для обеспечения равномерного распределения нагрузки от шарикового упора динамометра (рис. 2) применять специальный диск, выполненный из высокопрочной закаленной стали диаметром около 100 мм.
6.4.7 Для уменьшения коэффициента трения между стальным диском и бронзовой пластиной смазать сопрягаемые поверхности машинным маслом.
6.4.8 После установки всех монтажных динамометров на скользящей прокладке окончательно проверить ориентацию парогенератора по отношению к реактору.
6.4.9 При предварительной центровке допускаются следующие отклонения соосности его патрубка и патрубка реактора:
1) излом осей не более 0.5 мм/м; 2) смещение осей не более 0.2 мм;
6.4.10 Изломы и смещения на монтажном стыке измерить в вертикальной и горизонтальной плоскостях.
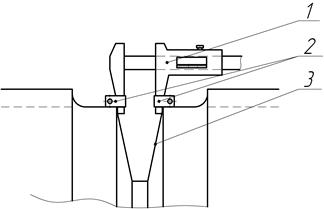
6.4.11 Определение изломов оси производится с помощью штангенциркуля (рис 6.4.2).
рис.6.4.2 Популярное:
|
Последнее изменение этой страницы: 2016-06-05; Просмотров: 601; Нарушение авторского права страницы




































 ≤
≤ 














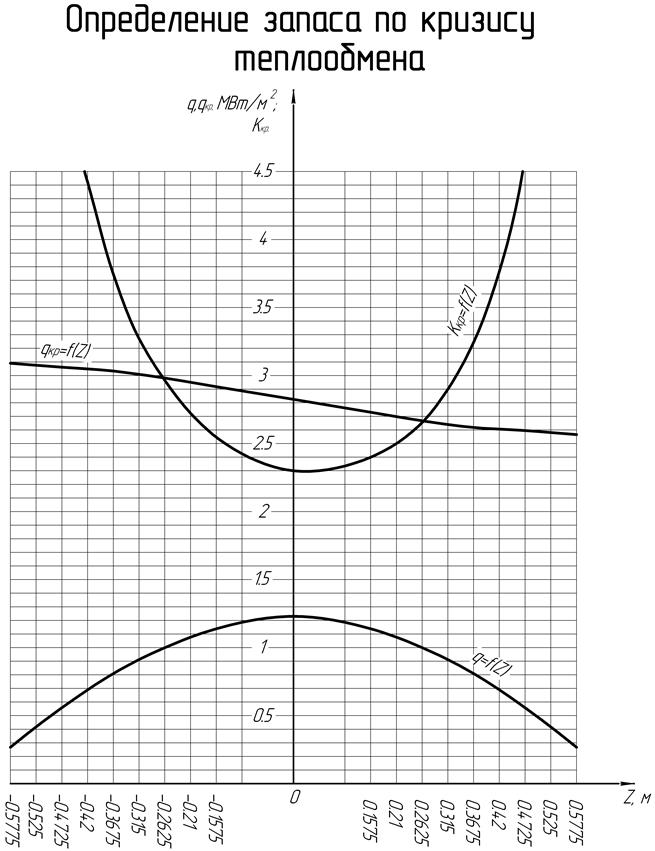 Рис. 3.2
Рис. 3.2