|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Филиал в г. Северодвинске Архангельской областиСтр 1 из 5Следующая ⇒
Филиал в г. Северодвинске Архангельской области
СОДержание
Министерство образования и науки Российской Федерации федеральное государственное автономное образовательное учреждение высшего профессионального образования «Северный (Арктический) федеральный университет имени М.В. Ломоносова » Филиал в г. Северодвинске Архангельской области
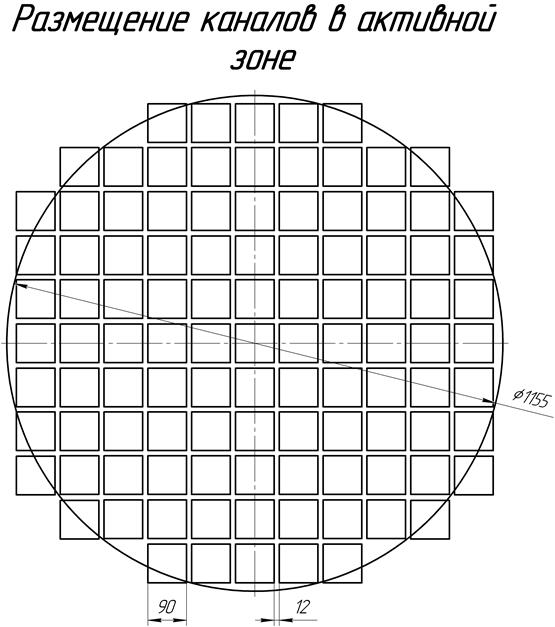
Прямоточный парогенератор. Проектирование АЗ и ТВС
2.1. Определение размеров АЗ и ТВС Таблица 2.1
Рис. 2.1
Рис.2.2
Dаз =1.155 м;
a =0.012 м;
S =0.09 м.
2.2. Выбор параметров теплоносителя Таблица 2.2
2.3. Разработка схемы ТВС
Таблица 2.3
2.4. Гидравлическое профилирование активной зоны
Таблица 2.4
Основные положения 6.1.1. Работы по данной технологической инструкции рекомендуется выполнять специализированными звеньями в составе двух, трех слесарей-монтажников, сварщиков, сборщиков-проверщиков, стропальщиков с квалификацией 3-5разрядов в зависимости от сложности выполняемых операций.
6.1.2. Погрузку парогенератора и реактора производить в присутствии представителей завода поставщика, УКП, заказчика и под руководством ответственного исполнителя, назначенного начальником участка.
6.2. Общие технические требования.
6.2.1 При проведении монтажа изделий необходимо соблюдать требования безопасности изложенные в разделе 3.
6.2.2 Перед установкой парогенератора и реактора проверить наличие рисок, устанавливающих взаимное положение сопрягаемых изделий, при отсутствии рисок их необходимо нанести.
6.2.3 Установку изделий необходимо выполнить, не допуская повреждения деталей.
6.2.4 Крепежные изделия заменить при наличии следующих дефектов: 1) смятие граней под ключ; 2)повреждение более двух витков резьбы; 3)коррозионные разрушения резьбы, при которых отклонения от профиля и размеров сверхпредельных значений, установленных стандартом; 4)трещин, расслоения металла.
6.2.5 До нагрузки парогенераторов и реактора в кессоны бака ЖВЗ обязательно должны быть проведены следующие работы: 1)расконсервация и установление соответствия техническим условиям на поставку; 2)проверка на чистоту обезжиренных сварных стыков; 3)очистка корпуса и других деталей с наружной стороны ацетоном перед установкой и установка теплоизоляции; 4)установка временных технологических заглушек в замен транспортных; 5)транспортировка узлов оборудования к месту монтажа на судне.
6.2.6 Перед транспортировкой реактор и парогенераторы должны быть тщательно взвешены на рычажных вагонных весах вместе с платформой.
6.2.7 Результаты взвешивания занести в журнал.
Монтаж реактора.
6.3.1 Погрузку производить цеховым краном на микроходу.
6.3.2 Снять защитный чехол с изделия. Произвести наружный осмотр изделия, уплотнения. Протереть медаполамовой салфеткой, смоченной спиртом, наружную поверхность реактора.
6.3.3 Застропить реактор на гак крана за патрубки (одновременно должны быть накинуты стропы не менее чем на три патрубка)
6.3.4 Осторожно приподнять реактор в подставе, выровнять вгоризонт с точностью до 3 мм по линейке и квадранту, устанавливаемый на кожух крышки.
6.3.5 После проверки вертикальности положения осторожно опустить в кессон бака ЖВЗ.
6.3.6 Опоры реактора опустить на подвижные башмаки и с помощью приспособления для горизонтальных перемещений отцентрировать реактор в кессоне бака ЖВЗ.
6.3.7 Правильную ориентацию реактора при установке в бак ЖВЗ на фундамент определяет контрольная риска с указанием " корма" нанесенная на патрубке.
6.3.8 При окончательной выверке положения реактора перед сваркой башмаков с его фундаментом на баке ЖВЗ допускается несоосность корпуса реактора и кессона и несовпадение контрольной риски с ДП бака ЖВЗ 0.1-0.5 мм.
6.3.9 Зазор между корпусом реактора и стенкой кессона должен быть в пределах 1.5-2 мм.
6.3.10 Проверить зазор между корпусом реактора и стенкой кессона щупами с индикаторами часового типа или шаблонами
рис.6.3.1 Крепление реактора 1 - крепежная скоба; 2 – опора реактора; 3 - башмак; 4 - фундамент; 5 - корпус реактора. Монтаж парогенератора.
6.4.1 Застропить парогенератор на гак крана. Очистить крышку изделия вакуумной уборкой.
6.4.2 Осторожно приподнять изделие, выровнять в горизонт с точностью до 3 мм по линейке и квадранту, устанавливаемый на кожух крышки.
6.4.3 Установить парогенератор в кессоне с заданной несоосностью его корпуса и стенок кессона на временные скользящие опоры (рис 2.), с учетом возникновения усадки металла монтажного сварного шва патрубков реактора и парогенератора.
рис. 6.4.1. Конструкция временной скользящей опоры парогенератора 1 - фундамент; 2 - бронзовая пластинка; 3 - стальной диск; 4- опора парогенератора; 5 - индикатор; 6 - корпус динамометра; 7 - отверстие для отжимного болта; 8 - стальной шарик.
6.4.4 Проверить параллельность плоскости опор и плоскости фундамента, после чего установить в опоры монтажные динамометры для замера распределения веса парогенератора.
6.4.5 Крепление динамометров производить поочередно, при этом конструкция динамометра должна предусматривать крепление его в опоре без вертикального люфта.
6.4.6 Для обеспечения равномерного распределения нагрузки от шарикового упора динамометра (рис. 2) применять специальный диск, выполненный из высокопрочной закаленной стали диаметром около 100 мм.
6.4.7 Для уменьшения коэффициента трения между стальным диском и бронзовой пластиной смазать сопрягаемые поверхности машинным маслом.
6.4.8 После установки всех монтажных динамометров на скользящей прокладке окончательно проверить ориентацию парогенератора по отношению к реактору.
6.4.9 При предварительной центровке допускаются следующие отклонения соосности его патрубка и патрубка реактора:
1) излом осей не более 0.5 мм/м; 2) смещение осей не более 0.2 мм;
6.4.10 Изломы и смещения на монтажном стыке измерить в вертикальной и горизонтальной плоскостях.
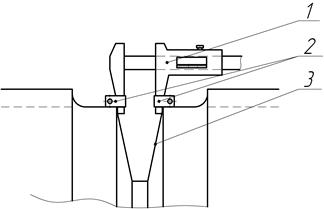
6.4.11 Определение изломов оси производится с помощью штангенциркуля (рис 6.4.2).
рис.6.4.2 Рис. 6.4.3. Конструкция пружинного амортизатора. 1-болт; 2-втулка амортизатора; 3-отверстие в опоре парогенератора; 4-пружинный амортизатор; 5-фундамент.
6.4.18 Монтажные динамометры снимать поочередно, путем переложения нагрузки на упорные винты, ввинчиваемые в отверстия на опорах парогенератора.
6.4.19 Пружинные амортизаторы закрепить в фундаменте с помощью болтов.
Требования безопасности
6.5.1 При выполнении работ по монтажу изделий могут возникнуть следующие опасные и вредные производственные факторы:
1) движущиеся грузоподъемные механизмы и машины, подвижные части производственного и грузоподъемного оборудования, передвигающиеся изделия и оборудование при проведении погрузочных- разгрузочных и такелажных работ;
2) повышенная яркость света и уровень электромагнитных излучений при сварке;
3) повышенное значение напряжения в электрической цепи, замыкание которой может произойти через тело человека;
4) повышенная температура поверхности изделия при сварке;
5) повышенная загазованность и запыленность воздуха рабочей зоны;
6) повышенный уровень вибрации и шума при работе с пневмоинструментом; 7) пары органических веществ ЛВЖ (уайт-спирита), действующих на рабочих наркотически и раздражающе через дыхательные пути при проведении работ.
6.5.2 Уайт-спирит легковоспламеняющийся продукт II категории по степени воздействия на организм человека относится к веществам 4 класса опасности ПДК паров в воздухе рабочей зоны 300 мг/м.
6.5.3 К выполнению погрузочно-разгрузочных и такелажных работ допускаются лица не моложе 18 лет, не имеющие медицинских противопоказаний, прошедшие специальное обучение, аттестованные соответствующей комиссией и получившие удостоверение на право обслуживания объектов данной категории, прошедшие инструктаж по технике безопасности, пожарной безопасности и промсанитарии.
6.5.4 Производственный персонал должен быть обеспечен специальной одеждой, специальной обувью и средствами индивидуальной защиты в соответствии с " Типовыми отраслевыми нормами бесплатной выдачи специальной одежды, предохранительных приспособлений и других средств индивидуальной защиты рабочих и служащих".
6.5.5 До начала проведения работ производственному мастеру необходимо произвести инструктаж по безопасному выполнению работ в объеме необходимых инструкций, действующих на предприятии, производящем монтаж изделий.
6.5.6 При организации и проведении работ по монтажу изделий руководствоваться следующими нормативными документами:
1)" Общими правилами техники безопасности и производственной санитарии для предприятий машиностроения", утвержденными ЦК профсоюзов рабочих машиностроения;
2) " Типовыми правилами пожарной безопасности для промышленных предприятий";
4)" Правилами техники безопасности и производственной санитарии при холодной обработке металлов".
6.5.7 Работы по очистке следует проводить на специально оборудованных участках при постоянно работающей приточно-вытяжной вентиляции. Вентиляция должна быть выполнена в соответствии с требованиями СНиП 2.04.05. Участки должны быть оснащены системами и средствами пожаротушения.
6.5.8 При осмотре изделий применять переносные источники освещения напряжение не выше 12 В во взрывобезопасном исполнении.
6.5.9 При выполнении работ с уайт-спиритом и другими ЛВЖ применять следующие средства индивидуальной защиты:
1) для защиты органов дыхания - СИЗОД-ФР310, респиратор фильтрующий газопылезащитный РУ-60МА;
2) для защиты рук- перчатки резиновые технические, тип 1, рукавицы.
6.5.10 Проведение электросварочных работ разрешается при наличии эффективной вентиляции.
6.5.11 При выполнении электросварочных работ соблюдать меры безопасности в соответствии с требованиями РД5. 9823 и применять следующие средства защиты:
1) спецодежду; 2) обувь специальную; 3) каску строительную; 4) щитки защитные лицевые для электросварщиков со светофильтром; 5) СИЗОД -ФП- 110, респиратор ШБ-1 " Лепесток-200" ГОСТ
12.4.028 или респиратор противопылевой " КАМА-200" -в аварийных случаях при малой эффективности общеобменной местной вентиляции.
6.5.12 Сварочное оборудование должно быть заземлено.
Охрана природы.
6.6.1 При выполнении работ по данной технологической инструкции соблюдать требования:
1) " Правил охраны поверхностных вод от загрязнения сточными водами" N 1166-74;
2)" Правил санитарной охраны прибрежных вод и морей от загрязнения в местах водопользования населения" СанПин 4631-98.
3) общих указаний по охране водных объектов от загрязнения при постройке, переоборудовании и ремонте судов РД5. ЕДИВ.059.
Список литературы
1. Ривкин С.Л., Александров А.А. Теплофизические свойства воды и водяного пара. М.: Энергия, 1980г. 2. Аин Е.М. Методические указания к курсовому проектированию по дисциплинам “Теоретические основы судовой энергетики” и “Гидрогазодинамика и теплообмен”. Северодвинск: Севмашвтуз, 1998 г. 3. Пейч Н.Н. Тепловой расчёт активной зоны водо-водяного реактора. Л.: ЛКИ, 1981г. 4. Маковеев И.В. Судовое главное энергетическое оборудование. Паропроизводящие установки. Учебное пособие по курсовому и дипломному проектированию. Северодвинск: Севмашвтуз, 2009. 5. Кузнецов В.А. Судовые ядерные энергетические установки (конструкции и особенности эксплуатации). Л.: Судостроение, 1989г. 6. Шаманов Н.П., Пейч Н.Н., Дядик А.Н. Судовые ядерные паропроизводящие установки. Л.: Судостроение, 1990г. 7. Кравченко В.С. Монтаж судовых энергетических установок. Л.: Судостроение, 1975г. 8. Баранов В.В. Монтаж, техническое обслуживание и ремонт судовых энергетических установок. СПб.: Судостроение, 2011г. 9. Кузнецов В.А. Судовые ядерные реакторы. Л.: Судостроение, 1988г. 10. Манько П.А., Солоимский Б.Е. Производство судовых реакторов и парогенераторов. Л.: Судостроение, 1969г.
филиал в г. Северодвинске Архангельской области
СОДержание
Популярное:
|
Последнее изменение этой страницы: 2016-06-05; Просмотров: 697; Нарушение авторского права страницы