|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Особенности ТПП в современных условиях. Особенности ТПП роботизированного программируемого производства.Стр 1 из 3Следующая ⇒
Особенности ТПП в современных условиях. Особенности ТПП роботизированного программируемого производства. Содержание ТПП определяется группой стандартов единой системы ТПП(ЕСТПП). ТПП представляет собой комплекс организационно технологических мероприятий, направленных на подготовку производства изделий заданного объёма выпуска, заданного качества в установленные сроки. Особенности ТПП в современных условиях: увеличение сложности технологических объектов, повышение к требованию качества изделий, освоения нового или модернизированного изделия, внедрения новых сложных машин и оборудования, новых технологических приемов и изменений организации производства. Особенности ТПП роботизированного программируемого производства: создание роботизированных технологических комплексов (РТК), гибких производственных модулей (ГПМ) и систем (ГПС). ГПС является основой создания автоматических цехов и участков. ГПМ создаются на базе станков с ЧПУ путем автоматизации всех вспомогательных операций, связанных с изготовлением детали, с целью обеспечения “безлюдного” режима. автоматизация загрузки заготовок на станок и снятие обработанных деталей решается путем внедрения РТК.
Состав задач ТПП. Влияние типа производства и характера выпускаемой продукции на состав задач ТПП, и степень детализации их решения. Входе ТПП решаются следующие задачи: 1) Отработка конструкции изделия на технологичность.2)Проектирование ТП.3)Проектирование специальных средств технологического оснащения ( специал-е оборудование – агрег. стнки, автом-е линии, спец-е станочные приспос-я, спец-е РИ, вспомагат-е измерит-е и РИ). 4) Программирование станков с ЧПУ и РТК. 5) управление ТПП. В условиях единичного имелкосерийного пр-ва ограничиваются разработкой маршрутного или маршрутно-операционного описаний ТП( САПР маршрутного описания ТП обработки на универс-х ст-х для мелк-го пр-ва). Для среднесер-го пр-ва проектируется операционное описание процесса с расчетом реж-м рез-я и норм времени( САПР операционного описания процессов обр-ки на настроенных станках для сер-го пр-ва на основе групповых и типовых ТП). Для круп-го и масс-го пр-ва характерно включение в ТП автоматизированного оборудования, применение спец-й оснастки (локальные САПР, решающие отдельные задачи для ТП, например машинное проектирование операций).
Методы совершенствования ТПП. Унификация. Типовая и групповая технологии. Применение ЭВМ для решения проектных задач ТПП.
Совершенствование ТПП может быть выполнено следующими путями: 1)Типизация ТП( для группы деталей, имеющих конструктивное подобие, разрабатывается один типовой ТП). 2) Групповая технология изготовления изделий, имеющих конструктивное и технологическое подобие ( предполагает разработку одного группового ТП для группы деталей конструктивно и технологически подобных). 3)автоматизация проектирования ТП систем пользования САПР. Основным направлениемсовершенств-я ТПП, позволяющим сократить сроки технол-й подг-ки произ-ва, явл-ся техно-я унификация: типизация тех-х опереций и ТП, групповая обр-ка изделий. Различие этих 2 методов: типовой процесс хар-ся общностью последоват-ти в содержании операций при обраб-ке типовой группы деталей, а групповая обр-ка- общностью оборудования и тех-й оснасткм при выполнении отдельных операций или при полном изг-и группы разнородных деталей. ЭВМ работают по строгим формальным алгоритмам, в связи с чем процесс технолог-го проектирования также должен быть описан с помощью формальных алгоритмов, подчиняющихся законам математической логики.
Два основных методических подхода к автоматизации проектирования технологических процессов и области их применения.
1) МЕТОД АДРЕСАЦИИ закл-ся в выборе структуры ТП на основе существования типового, группового(обобщенного) или ТП аналога. Выбор структуры ТП вып-ется по конструкторско-технологическому коду детали, в соответствии с кот-м поставлены типовые, групповые и ТП аналоги. Код определяется изданиями Госстандарта классификатор ЕСКД( форма, положение и тд). Все детали разбиты на классы, каждому классу присвоен 2-хзначный код. Каждый класс разбит на подклассы имеющие код, далее на группы деталей (код), подгруппы (код), виды (код). Код предс-т собой конструк-ю и тех-ю части, пишется ч-з дефис. 2) МЕТОД СИНТЕЗА. В основе синтеза структуры ТП лежат планы обр-ки типов повер-й в завис-ти от требований к их точности и качеству обр-ки. План заносится в БД САПР, кот служит для выбора технол-х переходов обр-ки повер-й орининальной детали, каждый этап представ-т техн-й переход. Выбор пер-в вып-ся на основе критериев- характеристики поверхности. Эти хар-ки предст-т собой информацион-ю модель детали.Задача выбора технолог-го перехода – логическая задача. 2 этап – группирование перех-в по тех-й операции (формир-ся технол-е маршруты). 3 этап – опред-ся последов-ть выпол-я тех-х переходов.
5. Состав задач технологического проектирования и их классификация по принципам решения. Примеры логических и вычислительных задач технологического проектирования.
Все задачи технол-го проек-я можно разбить на 2 группы: логические и вычислительные. К логическим задачам относ-ся задачи выбора: 1) выбор технол-го маршрута. 2) выбор оборудования. 3) выбор станочного приспособления и сред-в автомат-и. 4) выбор содержания операций(устанав-ся состав и после-ть перех-в). 5) выбор РИ. 6) выбор вспомаг-го инстр-та. 7) выбор измер-го инстр-та. К вычислит-м задачам относ-ся: 1) расчет припусков и операц-х размеров. 2) расчет реж-в рез-я. 3) нормирование технолог-х операций. Логические задачи техн-го проек-я явл плохо формализ-ми, а вычислит-е – достаточно хорошо форм-е. Для оформления технол-й докум-и можно выделить 2 группы задач: 1) формир-е текстовой тех-й док-и. 2) офор-е графич-й технол-й документации.
Формализация решения задачи выбора технологического маршрута.
На 1-м этапе фор-и вся номенкл-ра дет-й разбив-ся на группы, кот-е имеют одинаковые кнст-ко-техн-е признаки. В каждой группе дет-й выяв-ся детали представители группы или одна дет-ль пред-ль. Детали пред-ли группы должны иметь все конст-е элементы и техн-е требования, кот им-ся у дет-й группы. Кроме того изгот-е дет-й пред-й должно вып-ся по ТП, кот содер-т множество операций, которые необходимы для изг-я любой детали группы. На 2-м этапе фор-и разраб-ся обобщенный тех-й маршрут на основе единых тех-х маар-в изг-я дет-й предст-й. На 3-м этапе расчит-ся погрешность условий выбора технол-х операций. При состав-и усл-й выбора исп-ся параметры, кот хар-т св-ва дет( размеры, масса, вид заг, код формы пов-ти)
Формализация решения задачи выбора металлорежущих станков На первом этапе фор-и созд-ся база данных МРС. БД соз-ся на основе имеющ-ся на предпр-и оборудования. При проектиров-и перспективной технологии в БД может быть добавлена инф-я из нормативно-справочной лит-ры или каталогов производит-й МР оборуд-я. БД пред-т собой набор таблиц. Для сокращения затрат времени на выбор оборудования. Обор-я разбив-ся на группы по принципу единства условий выбора tSprMS. На 2-м этапе фор-и опред-т правила выбора для равзличных групп МР обор-я. На 3-м этапе для хранения правил выбора в базе знаний САПР ТП созд-ся справочник условий выбора tSprUVMS.
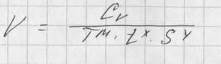
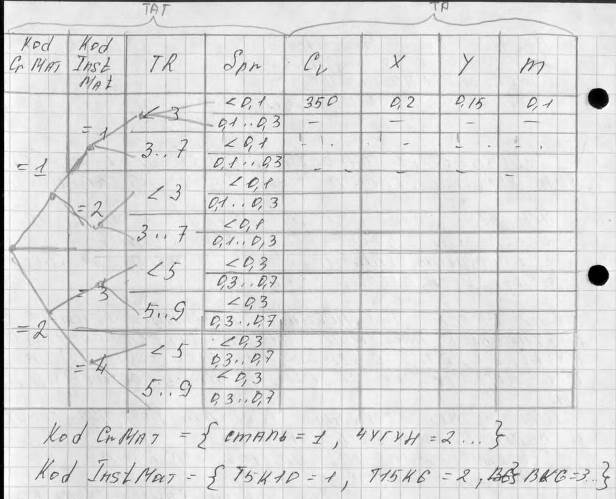
Формализация задачи выбора структуры технологической операции На этапе автом-го пр-я ТП опред-ся состав техн-х перех-в и порядок их выполнения в опер-и. Форм-я начин-ся с раз-ки групповой опер-и - совок-ть тех-х перех-в, кот необ-мы для изгот-я всех деталей группы. На 1-м этапе фор-и ркз-ся параметризованный операц-й эскиз на основе деталей представителей, или комплексной детали tSprTO. На 2-м этапе форм-и состав-ся справочник тех-х перех-в групповой операции tSprTPe. На 3-м этапе фор-и сост-ся справ-к условий выбора тех-х пере-в. Хар-ки пов-ти: 1)код формы пов-ти 2) положение пов-ти 3) кол-во пов-й 4) требование к точности и качеству обр-ки 5) размеры обрабатываемых пов-й. В БД соз-ся tSprUVTPe. Примеры использования односторонних информационно-логических таблиц для поиска информации в нормативно-справочных данных. Односторонние ИЛТ содержит: 1)таблица аргументов горизонтальная(ТАГ), 2)таблица решений (ТР). ТАГ могут содержать произвольное кол-во иерархически подчиненных полей. ТР содержит связанное множество искомых данных. Рассмотрим пример создания однос-й ИЛТ для выбора значений параметров уравн-я расчета скорости рез-я при точении
Примеры использования двухсторонних информационно-логических таблиц для поиска информации в нормативно-справочных данных.
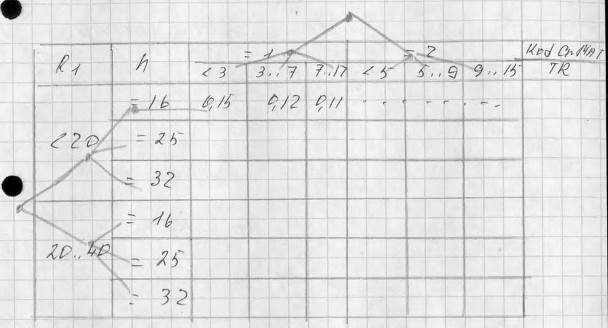
Состоит: 1)таблица аргументов горизонтальная (ТАГ), 2)таблица аргументов вертикальная (ТАВ), 3)матрица решений(МР). ТАГ и ТАВ представляют собой набор иерархически подчиненных аргументов. МР содержит искомое значение для опред-х наборов значений ТАГ и ТАВ. Рассм-м пример при выборе подачи с исп-ем 2-хстор ИЛТ S=f(D, h, t, mat), диаметр, высота державки и резца, глуб рез, материал.
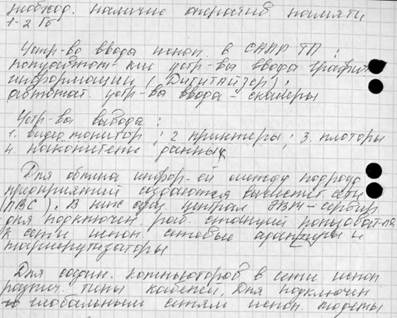
Техническое обеспечение. Требования к ЭВМ, периферийным устройствам. АРМ. Локальные сети ЭВМ.
Общесистемное, базовое и прикладное программное обеспечение САПР ТП. Задачи общесистемного, базового и прикладного программного обеспечения. Базовое программное обеспечение САПР ТП. Состав и назначение.
ПО САПР вкл-т совокуп-ть программ общего и специального назначения. Общесистемное ПО предназ-но для планир-я и орган-и процесса обр-ки инф-и, ввода-вывода, управления данными, распределение ресурсов, подготовки и отладки программ и др вспомагательные операции обслуж на ЭВМ. К обрабатыв-м прогр-м относ-ся сервисные программы, трансляторы с основных языков прогр-я и библиотека стандарт-х программ для решения типовых задач. Общесистемное ПО реализ-т алгоритмы для вып-я проектных операций и процедур. Программы ПО в САПР группир-ся в пакеты прикладных программ(ППП). Каждый ППП ориентирован на обслужив-е задач отдельной подсистемы САПР и харак-ся опред-й специализацией. Спец ПО разраб-ся на основе блочно- иерархического подхода, заключ-ся в сложной задаче проектир-я, кот разбив-ся на простые., в кот вып-ся проектные процедуры и операции.
Классификация САПР ТП.
По объекту проектир-я: САПР ТП обр-ки резанием, давлением, литья сварки, сборки, электромонтажных работ, термической обработки, универсальные, технологии покрытий, САПР средств тех-го оснащ-я, обраб-ки на ст с ЧПУ, моделирование и пропогандирование РТК, управления ТПП. По степени детализации описания проектир-х ТП: САПР ТП маршрутного описания, операционного, маршрутно-операционного. По уровню автом-и проектир-я: с низким, средним и высоким уровнем автом-и. По произ-ти ( ко0ву документов формата А4 в год): низкой (до 10000), средней (до 100000), высокой (свыше 100000). По кол-ву этапов в процессе проектир-я: 1, 2 и более этапные. По комплексности решения задач: САПР ТП для реш-я понятных задач, интегрированные системы, кот вып-т «связное» проек-е. По виду проектной докум-и: САПР ТП текстовой; текстовой и граф-й докум-и. По качеству уровней в структуре технол-го обес-я САПР: одно, двух и трехуровневые.
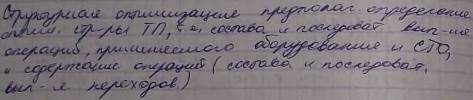
Структурная оптимизация технологических процессов. Основные понятия.
Особенности ТПП в современных условиях. Особенности ТПП роботизированного программируемого производства. Содержание ТПП определяется группой стандартов единой системы ТПП(ЕСТПП). ТПП представляет собой комплекс организационно технологических мероприятий, направленных на подготовку производства изделий заданного объёма выпуска, заданного качества в установленные сроки. Особенности ТПП в современных условиях: увеличение сложности технологических объектов, повышение к требованию качества изделий, освоения нового или модернизированного изделия, внедрения новых сложных машин и оборудования, новых технологических приемов и изменений организации производства. Особенности ТПП роботизированного программируемого производства: создание роботизированных технологических комплексов (РТК), гибких производственных модулей (ГПМ) и систем (ГПС). ГПС является основой создания автоматических цехов и участков. ГПМ создаются на базе станков с ЧПУ путем автоматизации всех вспомогательных операций, связанных с изготовлением детали, с целью обеспечения “безлюдного” режима. автоматизация загрузки заготовок на станок и снятие обработанных деталей решается путем внедрения РТК.
Популярное:
|
Последнее изменение этой страницы: 2016-07-12; Просмотров: 1129; Нарушение авторского права страницы