|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Анализ исходных данных и разработка математической модели
Моделирование (в широком смысле) является основным методом исследований во всех областях знаний и научно обоснованным методом оценок характеристик сложных систем, используемым для принятия решений в различных сферах инженерной деятельности. Существующие и проектируемые системы можно эффективно исследовать с помощью математических моделей (аналитических и имитационных), реализуемых на современных ЭВМ, которые в этом случае выступают в качестве инструмента экспериментатора с моделью системы [8].
Анализ исходных данных
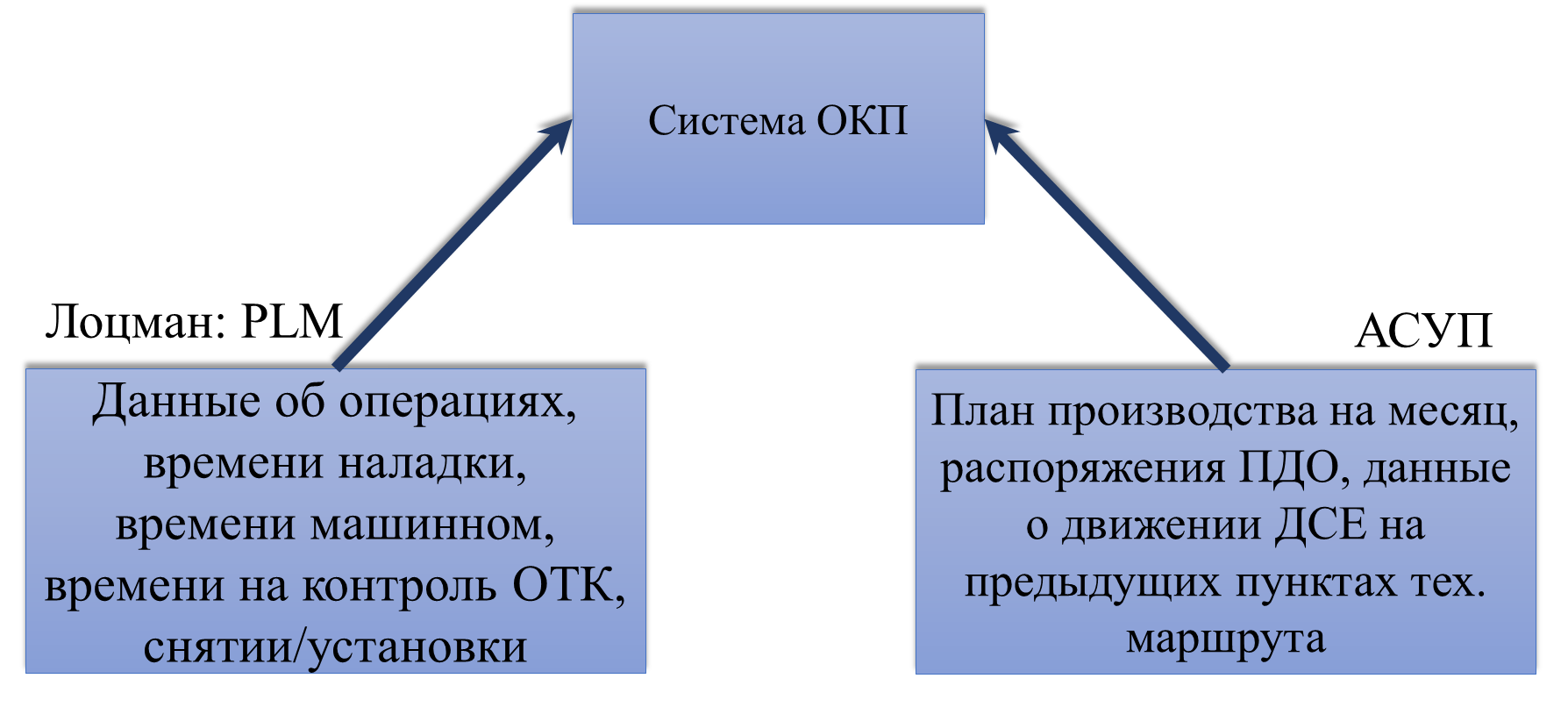
Одним из основополагающих принципов моделирования является принцип информационной достаточности [2, 9]. Суть данного принципа заключается в том, что при полном отсутствии какой-либо информации об объекте исследования построение модели невозможно, а при наличии полной информации – моделирование лишено всякого смысла. Для построения математической модели оптимальной загрузки оборудования на участке станков с ЧПУ ОмПО «Иртыш» необходимо изучить и провести анализ большого количества исходных данных (рисунок 2).
Рисунок 2 – Источники исходных данных
Основными источниками исходных данных для решения задачи автоматизации оперативно-календарного планирования являются: система управления жизненным циклом изделия – ЛОЦМАН: PLM, а также программы автоматизированного управления предприятия (АСУП). Система ЛОЦМАН: PLM (Product Lifecycle Support Management) предназначена для управления инженерными данными и жизненным циклом изделия. Она является центральным компонентом Комплекса решений АСКОН и обеспечивает [12]: · управление информацией о структуре, вариантах конфигурации изделий и входимости компонентов в различные изделия; · хранение технической документации на изделия; · управление процессом разработки изделия, интеграцию компонентов САПР, САПР ТП, справочных данных. Для моделирования процесса оптимальной загрузки оборудования на участке станков с числовым программным управлением, необходимо иметь данные о процессе изготовления ДСЕ, а именно: · последовательности операций, необходимых для изготовления детали; · времени наладки оборудования перед той или иной операцией; · времени машинном (времени длительности операции); · времени на контроль изготавливаемой детали; · времени, необходимого для снятия и установки детали. Вся эта информация и содержится в системе управления инженерными данными и жизненным циклом изделия ЛОЦМАН: PLM. Последовательность операций изготовления детали и время длительности каждой операции, производимой на станке, регламентировано и не может быть изменено. В связи с тем, что время наладки оборудования, время снятия и установки заготовок и время, необходимое на контроль ОТК напрямую зависят от таких факторов, как: опыт и ответственность наладчика станка (контролера ОТК), загруженность производственного участка и наличие необходимого в данный момент инструмента, длительность этих временных промежутков была установлено опытным путем. Для этого была сформирована опытная группа, состоящая из четырех наладчиков, выполняющих одинаковую работу. Время, затрачиваемое каждым из них на ту или иную операцию, фиксировалось и заносилось в таблицы. В результате полученные данные были усреднены и приняты как стандарт. По правилам, работающий станок нельзя оставлять без присмотра, а также нельзя останавливать посреди выполнения операции, иначе значительно возрастает вероятность возникновения брака, что ведет к материальным убыткам. На рисунке 2 представлен фрагмент графика загрузки группы из двух станков при соблюдении вышеуказанных правил. Данный график представлен в виде диаграммы Ганта [13], где вдоль оси времени, которое бесконечно, располагаются блоки, каждый из которых представляет собой определенную операцию, при этом длинна данного блока соответствует длительности выполняемой работы.
Рисунок 3 – Пример графика загрузки оборудования
Как видно из графика, представленного на рисунке 3, во время наладки первого станка второй вынужден простаивать, так как на группу из двух станков приходится только один оператор. По окончании наладки первого станка, и запуска на нем первой деталеоперации, оператор переходит к наладке второго станка группы. В связи с тем, что время наладки второго станка дольше, чем операция изготовления первой детали, возникает простой первого станка. Так как включенный станок нельзя оставлять без присмотра, а приостановление его работы посреди выполнения операции влечет за собой брак, и, как следствие материальные убытки, до времени начала регламентированного перерыва оператор вынужден приостановить работу обоих станков. Для уменьшения суммарного времени простоев группы станков было предложено внести следующие изменения: 1. если время снятия или установки заготовки на одном станке меньше, чем оставшееся время на наладку другого, то оператор переходит к снятию или установке детали, а затем возвращается к наладке; 2. если процесс изготовления детали приходится на регламентированный перерыв, не останавливать деталеоперацию; 3. для обеспечения безопасности производственного участка во время регламентированных перерывов, назначить ответственного работника, осуществляющего непрерывный мониторинг работающего оборудования. Как видно из диаграммы, представленной на рисунке 4, время простоя группы станков, с учетом предложенных изменений работы оператора, значительно сократилось.
Рисунок 4 – Пример графика загрузки оборудования после
На рисунке 5 представлен график времени простоя группы станков, где на оси абсцисс расположены номера экспериментов, а на оси ординат – суммарное время простоя группы станков в минутах. Верхний график соответствует времени простоя группы станков до внесения изменений в работу оператора, а нижний – после. Наглядно видно, что время простоя группы станков в среднем сократилось в два раза.
Рисунок 5 – График времени простоя группы станков
Популярное:
|
Последнее изменение этой страницы: 2016-07-13; Просмотров: 1634; Нарушение авторского права страницы