|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ПРИСПОСОБЛЕНИЯ ДЛЯ СВЕРЛИЛЬНЫХ СТАНКОВ
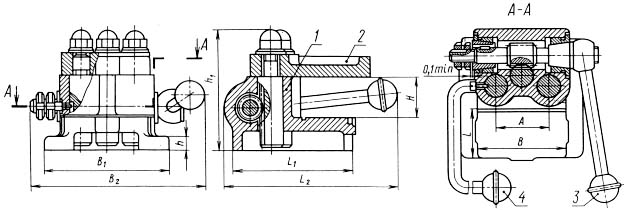
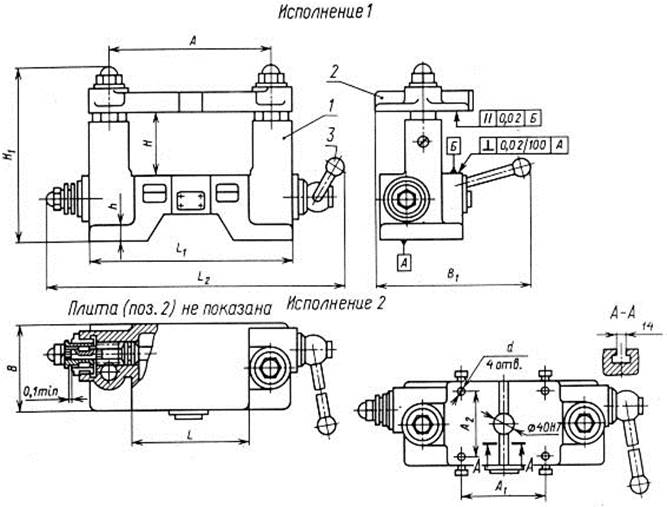
Рис. 6.1. Кондуктор скальчатый с конусным зажимом ГОСТ 16888-71 (1 - корпус; 2 - плита; ГОСТ 16890-71; 3 - рукоятка; 4 - ручка).
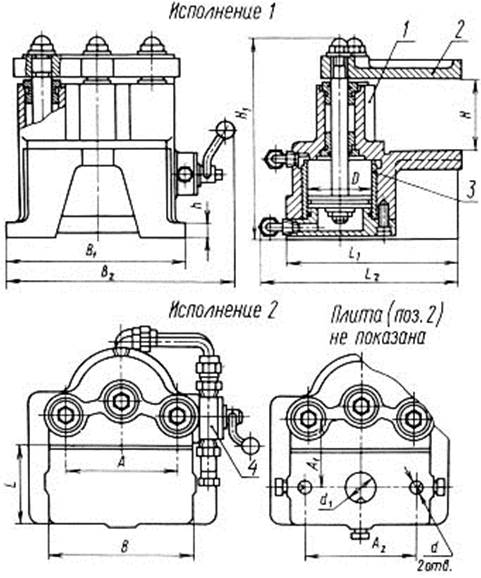
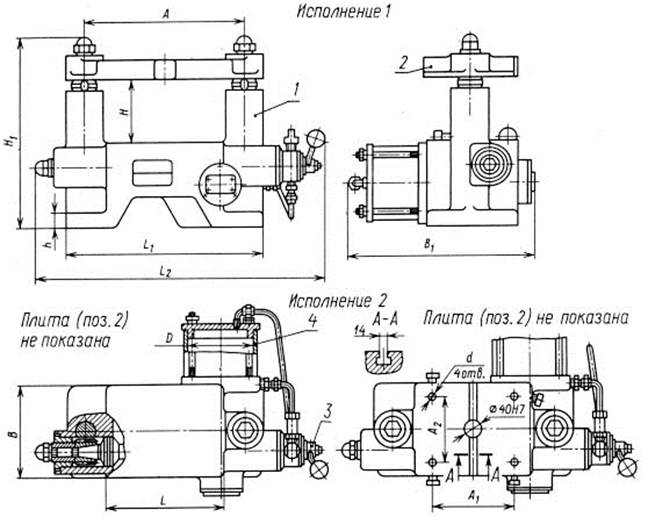
Рис. 6.2. Кондуктор скальчатый консольный с пневматическим зажимом ГОСТ 16889-71 (1 - корпус; 2 - плита ГОСТ 16870-71; 3 - цилиндр пневматический; 4 - кран управления).
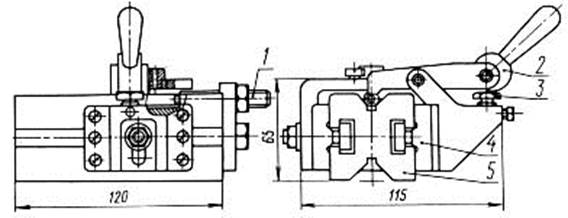
Рис. 6.3. Кондуктор скальчатый с механическим зажимом для сверления отверстий в цилиндрических заготовках (1, 2 - призмы; 3 - упор). Заготовку устанавливают на призмы 1 и 2 до упора 3. Заготовка зажимается при опускании кондукторной плиты (запирается конусом).
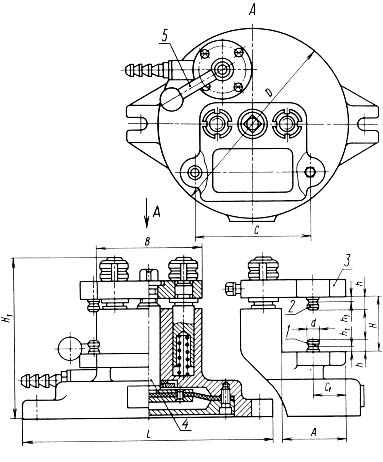
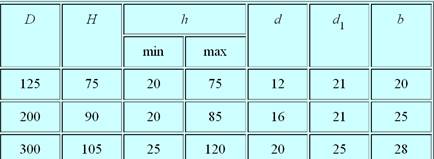
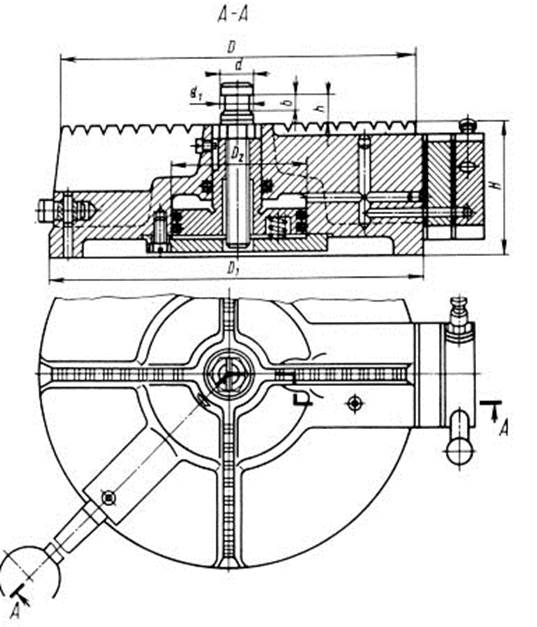
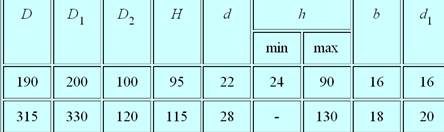
Рис. 6.4. Кондуктор скальчатый двухколонный с пневматическим зажимом (1, 2 - пальцы; 3 - крышка; 4 - пневматический привод; 5 - рукоятка) предназначен для сверления различных по форме заготовок. Сменные наладки устанавливают на пальцах 1 (цилиндрический и срезанный), плиту с кондукторными втулками - на пальцах 2. Зажим осуществляется при опускании крышки 3, соединенной со штоком 4 - пневмопривода. Рукоятка 5 крана служит для управления. Ход штока 8 мм. Усилие на штоке соответственно 4410 Н при внутреннем диаметре пневмокамеры 140 мм и давлении воздуха в сети p = 0, 4 МПа. Размеры кондуктора, мм
Рис. 6.5. Кондуктор для сверления отверстий в болтах, шпильках и валиках (1 - шпилька; 2 - эксцентрик; 3 - болт; 4 - корпус; 5 - колодка). Колодка 5 в зависимости от диаметра детали имеет два призматических гнезда. Колодку можно перемещать в пазах корпуса 4. Шпилька 1 служит упором. Ее положение по длине регулируют гайкой. Эксцентрик 2, зажимающий деталь, настраивают по высоте болтом 3.
Рис. 6.6. Кондуктор скальчатый портальный с конусным зажимом ГОСТ 16891-71 (1 - корпус; 2 - плита; 3 - рукоятка). Кондукторы укомплектовываются плитами ГОСТ 16890-71, ГОСТ 16893-71 и установочными пальцами ГОСТ 16894-71, ГОСТ 16895-7.
Рис. 6.7. Кондуктор скальчатый портальный с пневматическим зажимом ГОСТ 16892-71 (1 – корпус; 2 - плита ГОСТ 16893-71; 3 - кран управления; 4 - цилиндр пневматический).
Рис. 6.8. Подставка для накладного кондуктора с ручным креплением (1 - подставка; 2 - палец; 3 - рукоятка). Заготовку устанавливают непосредственно на подставку 1 или на промежуточную прокладку. Накладной кондуктор центрируется на пальце 2, при закреплении удерживается быстросъемной шайбой. Кондуктор и заготовку закрепляют одновременно опусканием пальца, соединенного косозубым зацеплением с валиком, несущим рукоятку 3, запирание - конусным замком. Размеры подставки, мм
Рис. 6.9. Подставка для накладного кондуктора с пневматическим зажимом. Закрепление накладного кондуктора - от пневматического привода. При давлении воздуха в сети p = 0, 4 МПа, для подстановки с диаметром D = 190...260 мм осевое усилие на штоке пневмопривода равно 2548 Н; для подставки с диаметром D = 315 мм - 4000 Н.
Размеры подставки, мм
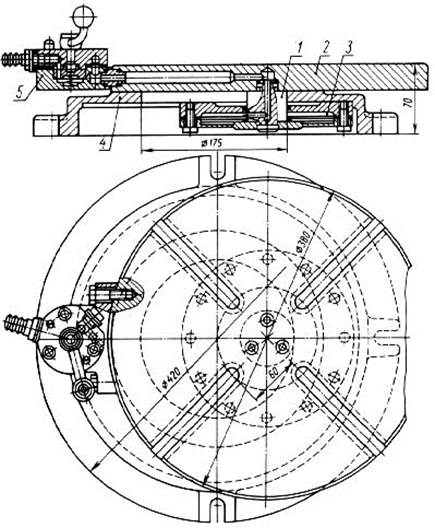
Рис. 6.10. Стол плавающий для сверлильных станков (1 - цапфа; 2 - стол; 3 - мембранная камера; 4 - плита). Заготовки можно устанавливать в кондукторе, закрепленном на подвижном столе или непосредственно на столе. Для закрепления стола в заданном положении служит пневматический прижим с приводом от мембранной камеры 3, обеспечивающий плотное прилегание стола к опорной поверхности плиты 4. Перемещение стола ограничено пределами перемещения цапфы 1. Воздух подводится через кран 5.
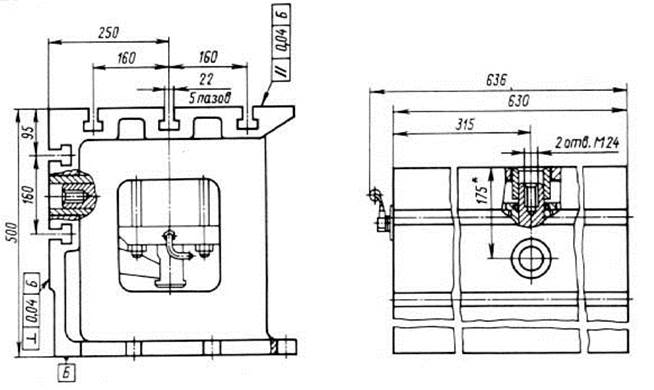
Рис. 6.11. Стол-тумба неподвижный с пневматическим зажимом ГОСТ 16206-70. Размеры Т-образных пазов по ГОСТ 1574-75. Сила зажима не менее 12 000 Н.
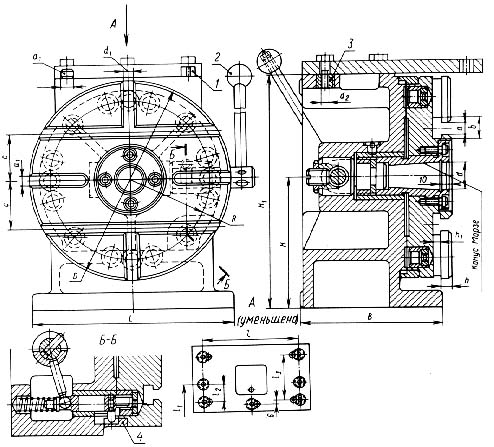
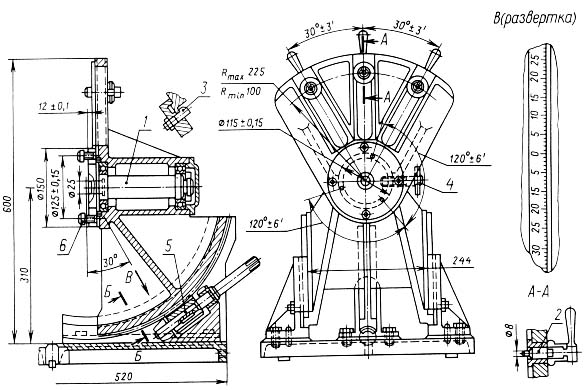
Рис. 6.12. Стойка с делительной планшайбой и эксцентриковым креплением (1 - палец; 2 - рукоятка; 3 - втулка с резьбовым гнездом; 4 - лимб). Предназначена для радиально-сверлильных станков. Заготовку устанавливают непосредственно на рабочую поверхность планшайбы или в приспособление, которое центрирует по отверстию. Пальцы 1 и резьбовые гнезда втулки 3 служат для установки и закрепления плиты с кондукторными втулками. Планшайбу фиксируют в заданном положении поворотом рукоятки 2. Деление может производиться на 2, 3, 4, 6, 8, 12 частей. Настройку на заданное деление выполняют поворотом лимба 4, имеющего шкалу с делениями.
Рис. 6.13. Стойка поворотная для накладных кондукторов (1 - шпиндель; 2 - фиксатор; 3 - костыль; 4 - винт; 5 - червячная передача; 6 - болт). Кондуктор центрируется по поверхностям шпинделя 1 с диаметром 25 или 150 мм. Для закрепления кондуктора на фланце шпинделя служат болты 6. Шпиндель стопорят винтом 4. Посредством червячной передачи 5 установочную поверхность стойки можно наклонять в обе стороны на 30°. Для закрепления стойки служит костыль 3. Многошпиндельные головки Многошпиндельные головки обеспечивают одновременную работу несколькими одноименными или разноименными инструментами (сверлами, зенкерами, развертками, метчиками) и могут быть специальными и универсальными. Специальные головки служат для обработки деталей с определенным расположением отверстий, поэтому их шпиндели не могут изменять своего положения. Такие головки используют в крупносерийном и массовом производстве. Универсальные головки имеют возможность изменять положение шпинделей. Одной головкой можно обрабатывать различные детали. Их применяют в серийном производстве. Шпиндели головок приводятся во вращение от шпинделя станка с помощью зубчатых передач.
Рис. 6.14. Многошпиндельная головка с консольным расположением зубчатых колес (1 - шпиндель; 2, 3 - зубчатые колеса; 4 - валик; 5 - пробка).
Предназначена для одновременной обработки четырех отверстий. Ведущий валик 4 связан сегментными шпонками с ведущим зубчатым колесом 3, находящимся в зацеплении одновременно со всеми зубчатыми колесами 2 рабочих шпинделей 1.
Рис. 6.15. Многошпиндельная головка без зубчатых колес (1 - сверло; 2 - шпиндель; 3 - корпус; 4 - стержень; 5 - деталь; 6 - шайба бронзовая; 7 - фланец; 8 - крышка; 9 - хвостовик; 10 - пробка).
Предназначена для обработки отверстий диаметром 5, 5 мм, оси которых находятся на расстоянии l = 15 мм. Конический хвостовик 9 для крепления головки в шпинделе станка выполнен как одно целое с цилиндрическим фланцем 7, имеющим отверстие со смещением оси на 4 мм от оси хвостовика. Во фланце размещена деталь 5, в отверстия которой входят расположенные с эксцентриситетом 4 мм хвостовики рабочих шпинделей 2. При вращении шпинделя станка деталь 5 совершает возвратно-поступательное движение, при котором ее ось и оси хвостовиков шпинделей 2 имеют ту же частоту вращения, что и шпиндель станка. Для предотвращения вращения корпуса 3 головки стержни 4 должны перед началом работы соприкасаться с неподвижной частью станка.
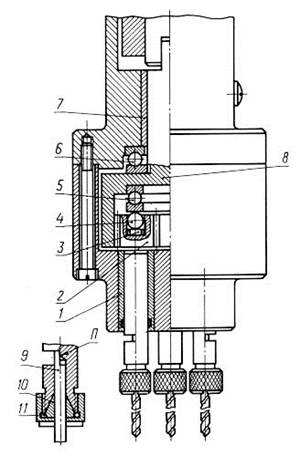
Рис. 6.16. Многошпиндельная головка с зубчатыми колесами внутреннего зацепления (1 - втулка; 2 - зубчатое колесо; 3 - опора; 4 - шарики; 5, 6 - упорные подшипники; 7 - подшипник скольжения; 8 - валик; 9 - сверло; 10 - цанга; 11 - гайка). Предназначена для сверления отверстий малого диаметра. Ведущий валик 8 выполнен как одно целое с ведущим зубчатым колесом и опирается на подшипник скольжения 7 и упорный подшипник 6. Для всех шпинделей использован общий упорный подшипник 5. Для уменьшения трения между кольцом этого подшипника и шпинделями в выточках зубчатых колес 2 помещены на закаленных опорах 3шарики 4. Сверла 9 крепятся при помощи цанг 10 гайками 11. Боковая площадка П на хвостовике сверла предохраняет сверло от проворачивания.
Рис. 6.17. Многошпиндельная головка для обработки отверстий, расположенных по прямой линии: а - чертеж головки в сборе (1 - корпус; 2 - кронштейн; 3 - промежуточное зубчатое колесо; 4 - зубчатое колесо; 5 - шпиндель); б - блок шпинделей. Головка позволяет изменять расстояние l между двумя соседними шпинделями в пределах 62...100 мм. Центральный шпиндель 5 не меняет своего положения и приводится во вращение зубчатым колесом 4. Остальные шпиндели вращаются посредством промежуточных зубчатых колес 3 и могут изменять свое положение относительно центрального шпинделя 5. С этой целью оси колес 3 помещены в кронштейны 2, которые можно повернуть относительно корпусов 1 шпинделей, что позволяет сблизить шпиндели или удалить их друг от друга.
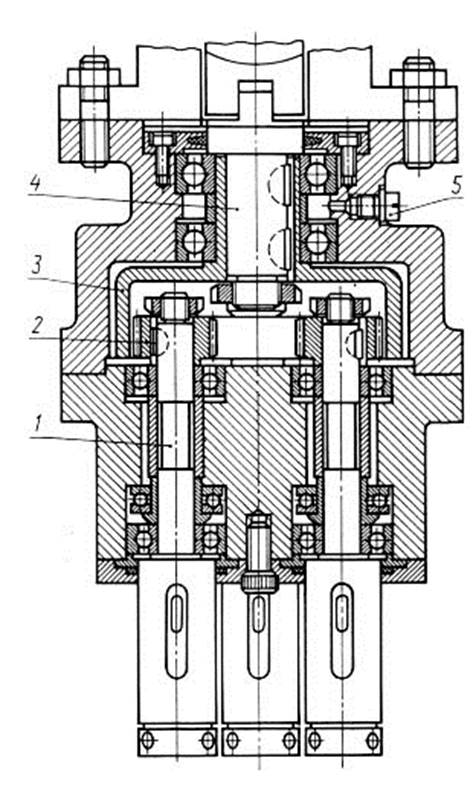
Рис. 6.18. Многошпиндельная головка с двухъярусным расположением зубчатых колес (1 - шпиндель; 2, 8 - промежуточные зубчатые колеса; 3 - зубчатое колесо; 4, 9 - ведущие зубчатые колеса; 5 - валик ведущий; 6 - шпилька; 7 - гильза шпиндельной бабки станка; 10 - шпиндель; 11 - упорный подшипник; 12 - шариковый подшипник). Предназначена для обработки шести отверстий, расположенных по окружности. В нижнем ярусе - два промежуточных зубчатых колеса 2, каждое из которых приводит во вращение через ведущие зубчатые колеса 9 два шпинделя 10. Два шпинделя 1 приводятся во вращение ведущими зубчатыми колесами 4 через промежуточные колеса 8, находящиеся в верхнем ярусе. На двух других шпинделях промежуточных зубчатых колес нет. Зубчатое колесо 3 ведущего валика 5 удвоенной ширины, так как приводит во вращение колеса, размещенные в двух ярусах.
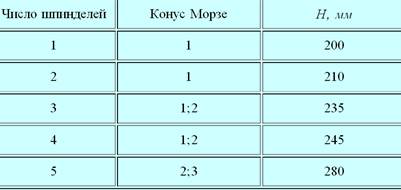
Основные параметры многошпиндельной головки
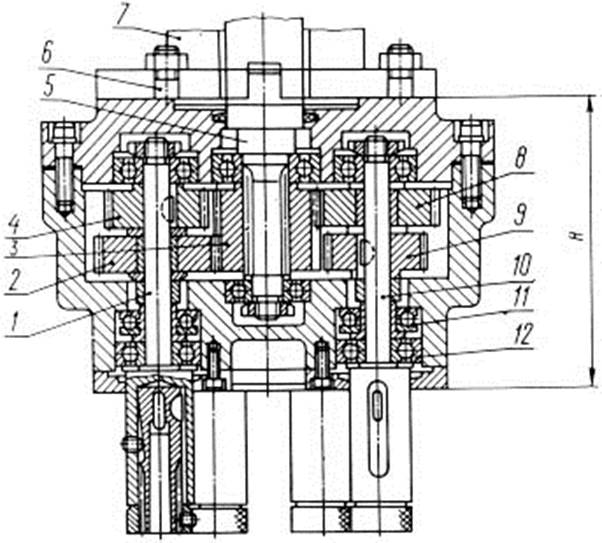
Рис. 6.19. Трехшпиндельная сверлильная головка с одноярусным расположением зубчатых колес (1 - шпилька; 2, 3, 6 - зубчатые колеса; 4, 5 - шпиндели; 7 - втулка). Головка крепится к станку шпильками 1. Со шпинделем станка головка соединяется втулкой 7, закрепленной на хвостовике шпинделя 5, на котором установлено зубчатое колесо 3. От зубчатого колеса 3 вращение передается на колеса 2 и 6 боковых шпинделей 4 через промежуточные зубчатые колеса. Популярное:
|
Последнее изменение этой страницы: 2016-07-13; Просмотров: 3610; Нарушение авторского права страницы