|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
МЕТОДИКА ПРОЕКТИРОВАНИЯ ПРИСПОСОБЛЕНИЙ.
ИСХОДНЫЕ ДАННЫЕ Для проектирования приспособления требуются следующие исходные данные: - чертеж и технические требования на деталь; - операционный эскиз заготовки, операции или перехода; - справочная литература, ГОСТы, ОСТы и заводские нормали; - основные размеры станка и его характеристика.
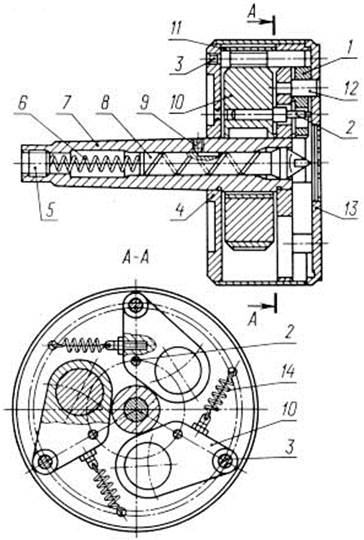
На рисунках 4.1- 4.6 в качестве примера приведена методика проектирования приспособления, служащего для закрепления заготовки на фрезерном станке. Обработка заготовки заключается в фрезеровании поверхности А, сверлении четырех крепежных отверстий, два из которых развертываются.
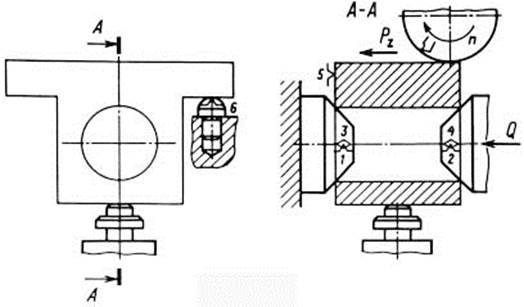
Заготовка базируется в конусах по отверстию. Комплект баз: 1, 2, 3, 4 - двойная направляющая база; 5 и 6 - опорные базы.
Последовательность разработки конструкции приспособления
Рис. 4.1. Чертеж детали.
Рис. 4.2. Схема базирования заготовки в приспособлении, определение точек приложения и направления силового замыкания.
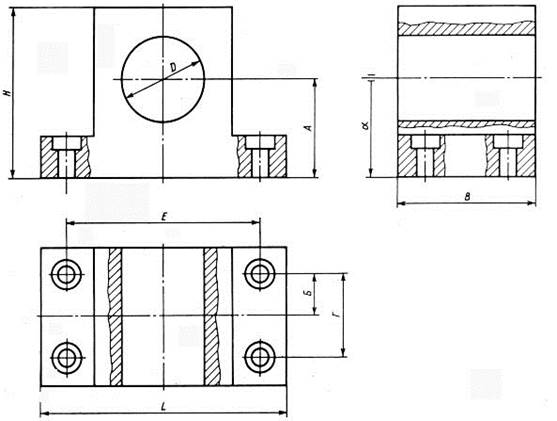
Рис. 4.3. Чертеж установочных, направляющих и опорных элементов приспособления.
Рис. 4.4. Чертеж зажимных, фиксирующих, вспомогательных элементов приспособления.
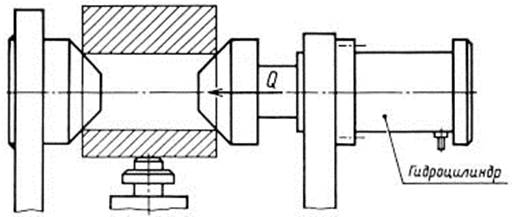
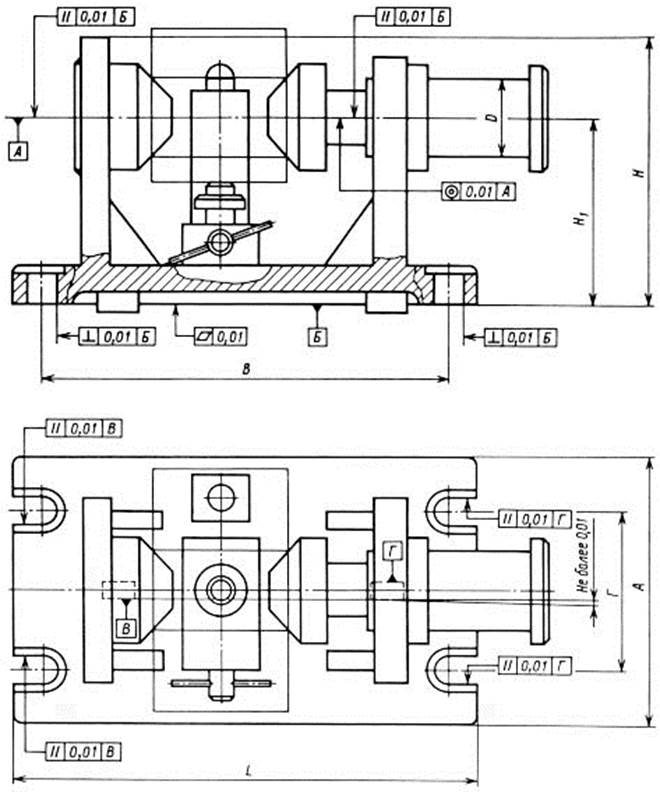
Рис. 4.5. Привод зажимного устройства. Выбор привода основывается на необходимом усилии зажима заготовки и габаритных размерах привода.
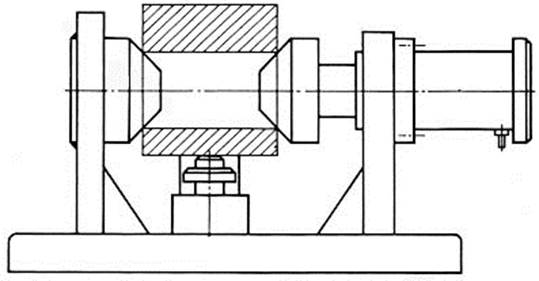
Рис. 4.6. Корпус приспособления с устройствами для крепления его на столе станка.
ПРИСПОСОБЛЕНИЯ ДЛЯ ТОКАРНЫХ ИКРУГЛОШЛИФОВАЛЬНЫХ СТАНКОВ Центры токарных и круглошлифовальных станков: - неподвижные нормальные ГОСТ 2573-79; - неподвижные специальные ГОСТ 2573-79; - вращающиеся нормальные ГОСТ 8742-75; - вращающие специальные; - плавающие специальные; - рифленые специальные ГОСТ 2575-79, ГОСТ 2576-79.
Рис. 5.1. Вращающиеся центры для центровых деталей.
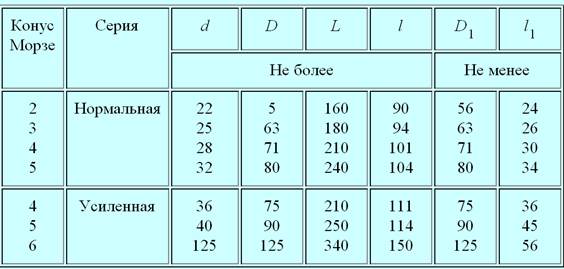
Рис. 5.2. Вращающие центры для полых деталей. Размеры центров для центровых и полых деталей, мм
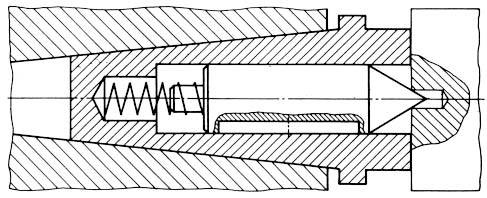
Рис. 5.3. Плавающий центр для станков с ЧПУ.
Рис. 5.4. Рифленый поводковый центр.
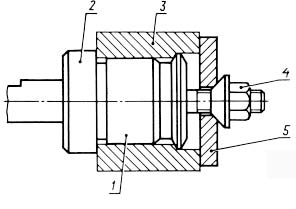
Рис. 5.5. Центр с поводковым устройством.
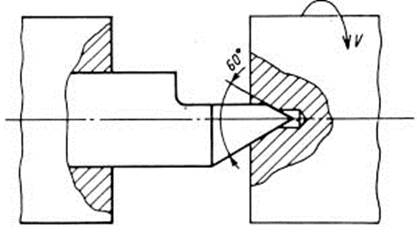
Рис. 5.6. Срезанный центр для обработки торцовых поверхностей деталей.
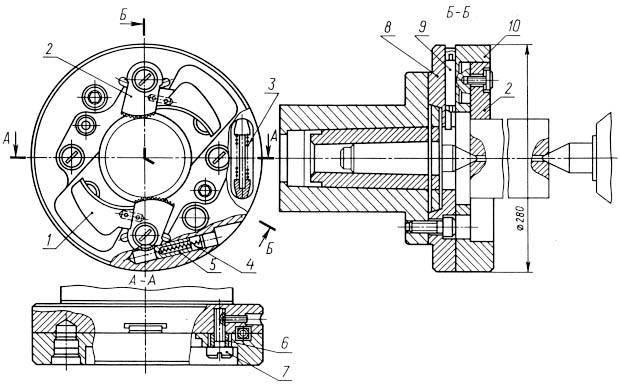
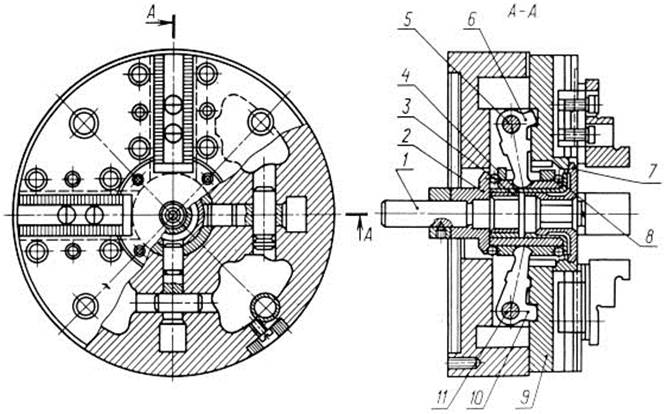
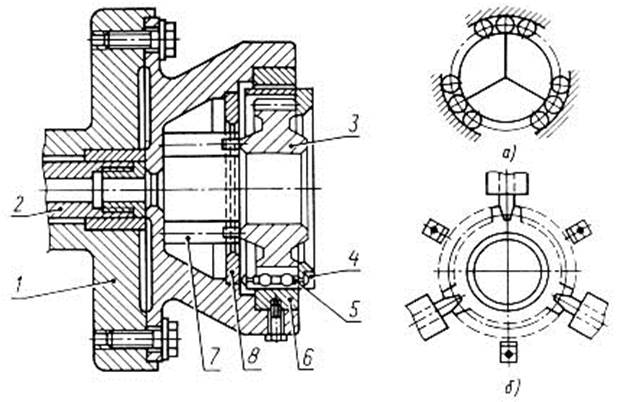
Рис. 5.7. Поводковый патрон с двумя эксцентриковыми кулачками (1 - груз; 2 - кулачок; 3, 4 - пружины; 5 - толкатель; 6 - распорная втулка; 7 - винт; 8 - фланец; 9 - ведущий палец; 10 - корпус патрона).
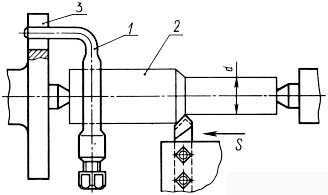
Рис. 5.8. Схема точения заготовки методом продольной подачи с использованием поводкового патрона и хомутика. Точение методом продольной подачи осуществляется при помощи хомутика 1, который крепится на заготовке, и поводкового патрона 3, закрепляемого на шпинделе токарного станка. Заготовка 2 устанавливается в центрах.
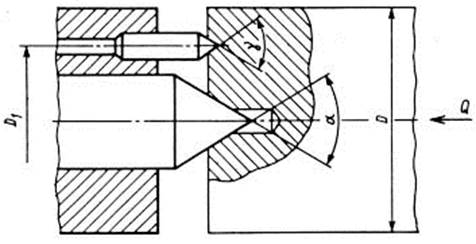
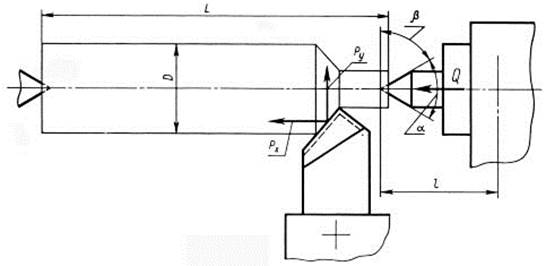
Рис. 5.9. Схема определения усилия поджим заготовки со стороны задней бабки станка. Условные обозначения: Q - усилие поджима заготовки со стороны задней бабки; Рx, и Ру - силы сопротивления резанию; D - диаметр заготовки; L - длина заготовки; l - вылет центра задней бабки; a - угол центра; b - угол между центром и вертикалью.
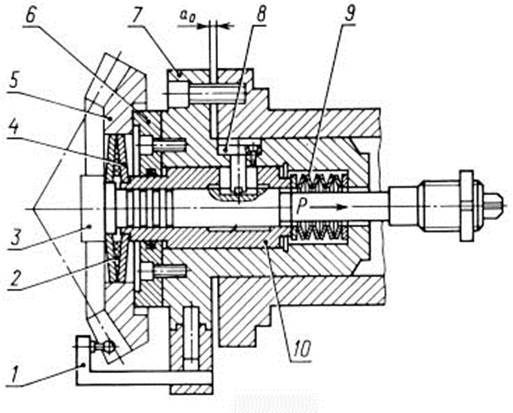
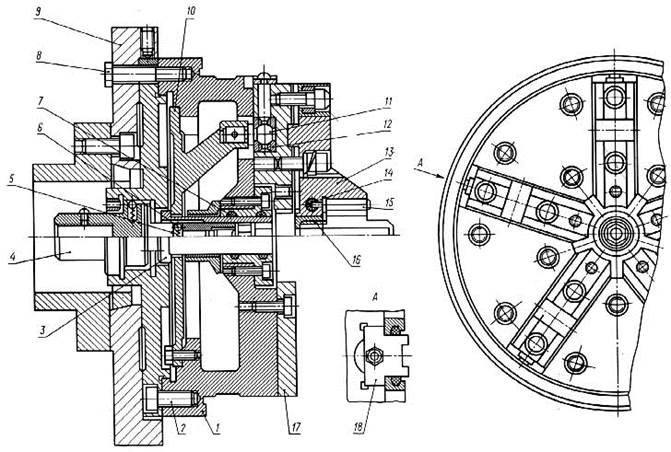
Рис. 5.10. Трехкулачковый поводковый патрон (1 - кулачок; 2 - палец; 3, 12 - оси; 4 - корпус патрона; 5 - резьбовая пробка; 6 - пружина; 7 - конусная часть корпуса; 8 - плавающий центр; 9 - винт; 10 - груз; 11 - кожух; 13 - крышка; 14 - пружина).
Жесткие центровые оправки
Рис. 5.11. Гладкая конусная оправка (1 - оправка; 2 - заготовка).
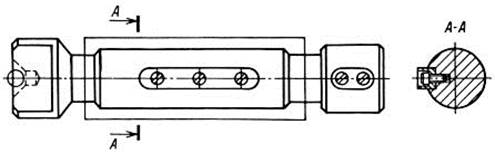
Рис. 5.12. Гладкая оправка со шпонкой.
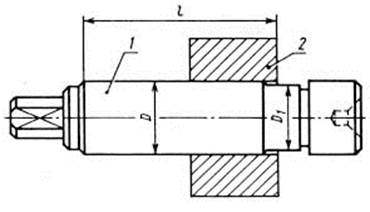
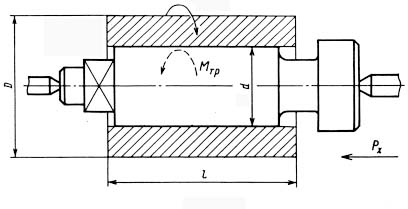
Рис. 5.13. Цилиндрическая оправка под запрессовку. Условные обозначения: Мрез - момент сил резания; Рх - сила сопротивления резанию; Мтр - момент трения на поверхности контакта; d - диаметр оправки; D - диаметр обрабатываемой заготовки; l - длина обрабатываемой заготовки.
Рис. 5.14. Конусная оправка (1 - оправка; 2 - заготовка).
Рис. 5.15. Гладкая центровая оправка (1 - оправка; 2 - фланец; 3 - заготовка; 4 - гайка; 5 - шайба).
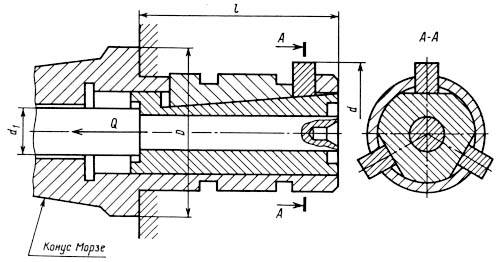
Рис. 5.16. Оправка кулачковая шпиндельная. Условные обозначения: Q - осевая сила на тяге; D - диаметр посадочный; d - диаметр кулачков; d1 – диаметр тяги; l - длина оправки.
Рис. 5.17. Тонкостенная оправка с гидропластмассой (1 - рычаг; 2 - плунжер; 3 - гидропластмасса; 4 - заготовка; 5 - разжимная планка; 6 - тяга). Условные обозначения: Q - сила на штоке цилиндра.
Рис. 5.18. Консольная оправка с тарельчатыми пружинами (1 - пакет тарельчатых пружин; 2 - заготовка). Условные обозначения: R - радиус обрабатываемой поверхности заготовки; Q - осевая сила на штоке механизированного привода.
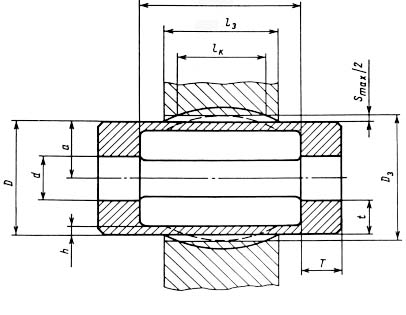
Рис. 5.19. Тонкостенная втулка для крепления заготовок. Условные обозначения: D - диаметр установочной поверхности втулки; h - толщина тонкостенной части втулки; T - длина опорных поясков; t - толщина опорных поясков; Smax - максимальный зазор между втулкой и заготовкой; lk - длина контактного участка втулки; lз - длина заготовки; Dз - диаметр базовой поверхности заготовки; d - диаметр отверстия опорных поясков втулки.
Рис. 5.20. Универсальный двухкулачковый патрон. а - общий вид патрона; б - схема механизма патрона. Условные обозначения: W - сила зажима; Mкр - требуемый крутящий момент на ключе; L - длина рукоятки; D - диаметр зажимаемой детали; l1 - длина направляющей части кулачка; l2 - расстояние между осью зажимного винта и осью призмы; a1 - угол призмы кулачка.
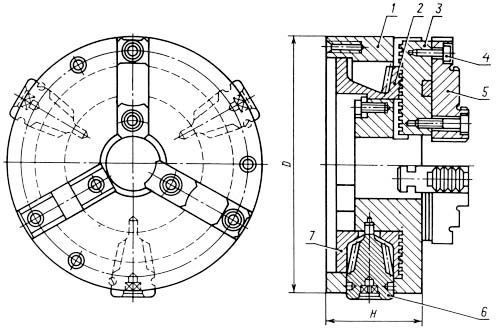
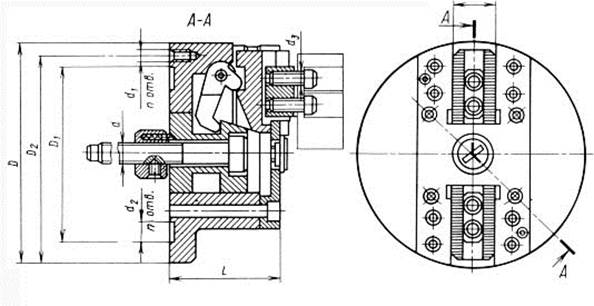
Рис. 5.21. Трехкулачковый самоцентрирующий патрон (1 - корпус; 2 - диск; 3 - рейка; 4 - винт; 5 - накладной кулачок; 6 - коническое зубчатое колесо; 7 - крышка). Условные обозначения: Н - ширина патрона; D - диаметр корпуса патрона.
Рис. 5.22. Схема клиноплунжерного токарного патрона (1 - корпус; 2 - плунжер; 3 - клин; 4 - шарик). Условные обозначения: Q - усилие зажима одним плунжером; W - сила тяги привода; a - угол наклона конуса клина; а - толщина гильзы корпуса.
Рис. 5.23. Универсальный трехкулачковый патрон с механизированным приводом (1 - корпус; 2 - кулачок; 3 - сухарь; 4 - винт; 5 - сменный кулачок; 6, 7 - втулки; 8 - тяга; а - паз во втулке 6; б - выступ кулачка 2). Условные обозначения: Q - осевая сила на штоке механизированного привода; W - сипа зажима кулачка патрона.
Рис. 5.24. Универсальный четырехкулачковый патрон (1 - тяга; 2, 3, 4, 7 - втулки; 5 - ось рычага; 6, 10 - рычаги; 8 - плавающий шарик; 9 - кулачок; 11 - ось рычага). Применяют для установки и зажима деталей некруглой формы.
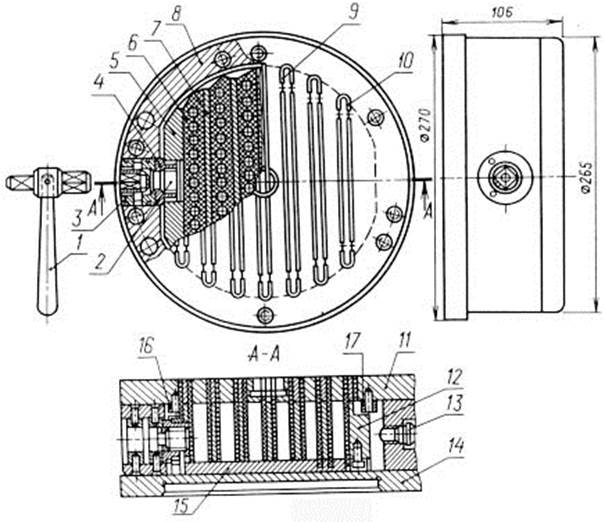
Рис. 5.25. Патрон с постоянным магнитом (1 - ключ; 2 - винт; 3 - втулка; 4 - гайка; 5, 7, 12 - пластины; 6 - постоянный магнит; 8 - корпус патрона; 9, 10 - вставки; 11 - верхняя плита; 13 - пробка; 14 - плита; 15 - промежуточная плита; 16, 17 - упоры).
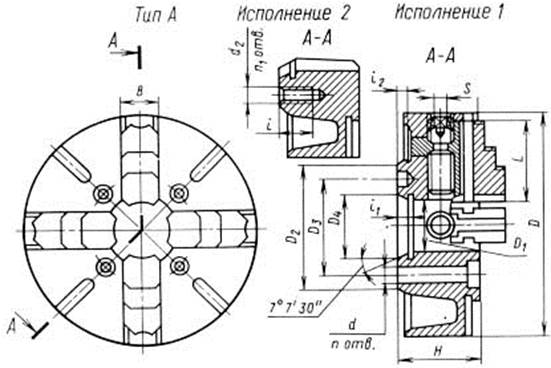
Рис. 5.26. Патрон четырехкулачковый с независимым перемещением кулачков. Существует два типа патронов: Тип А - для крепления на фланцевый конец шпинделя; Тип Б - для крепления на резьбовой конец шпинделя. На рисунке изображен патрон для крепления на фланцевый конец шпинделя: Исполнение 1 - с креплением на фланцевый конец шпинделя; Исполнение 2 - с креплением на фланцевый конец шпинделя под шайбу.
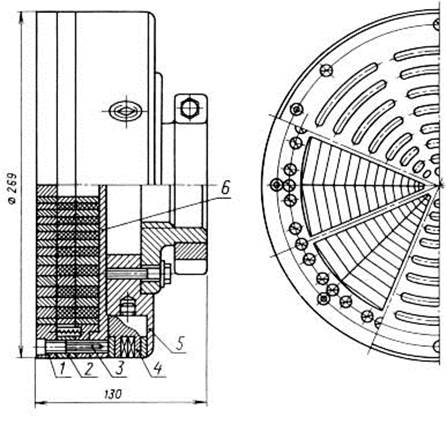
Рис. 5.27. Магнитный патрон ПТМ-250 (1 - адаптерная плита; 2 - подвижный блок; 4 - коническое колесо; 5 - корпус; 6 - ведомое колесо).
Рис. 5.28. Патрон самоцентрирующий рычажно-клиновой двухкулачковый.
Размеры патрона, мм
Рис. 5.29. Зажимное приспособление для обработки конического колеса-диска (1 - фиксатор; 2 - внешняя мембрана тарельчатой формы; 3 - шток; 4 - внутренняя мембрана тарельчатой формы; 5 - обрабатываемое колесо; 6 - опорное колесо; 7 - оправка; 8 - шпонка; 9 - тарельчатая пружина; 10 - втулка). При закреплении конического колеса-диска шток 3 перемещается в направлении действия силы зажима Р.
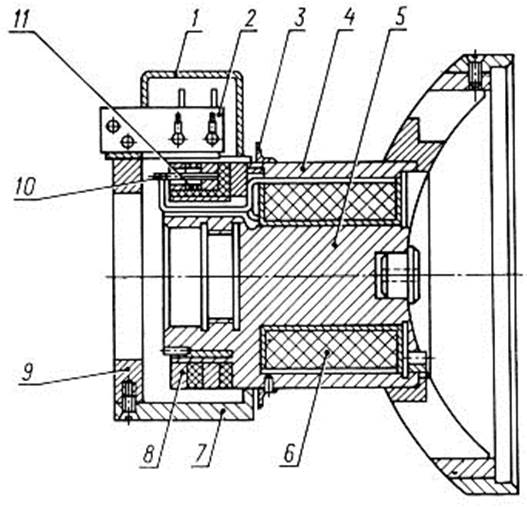
Рис. 5.30. Круглый электромагнитный патрон к токарному станку для крепления тонких плоских деталей (1 - металлический кожух; 2 - текстолитовый щит; 3 - лабиринтное кольцо; 4 - корпус; 5 - гайка; 6 - катушка; 7 - неподвижная гайка; 8 - контактные кольца; 9 - хомут; 10 - шпилька; 11 - щеткодержатели со щетками).
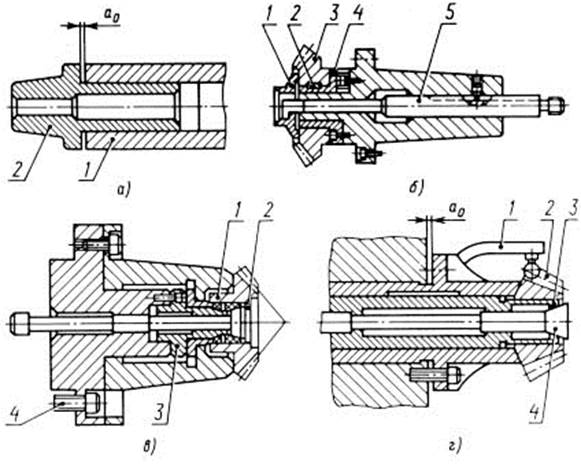
Рис. 5.31. Приспособления для крепления зубчатых колес при их обработке: а - для обработки конических зубчатых колес (1 - шпиндель; 2 - упор); б - с жестким центрированием (1 - шайба; 2 - шпонка; 3 - зубчатое колесо; 4 - фланец; 5 - тяга); в - зажимное приспособление для колеса со ступицей (1 - зубчатое колесо; 2 - шток; 3 - цанга; 4 - винт); г - зажимное приспособление для крепления сателлита дифференциала (1 - шаблон; 2 - сателлит дифференциала; 3 - цанга; 4 - шток).
Рис. 5.32. Мембранный патрон (1 - мембрана; 2 - шток; 3 - зубчатое колесо; 4 - сепаратор; 5 - ролик; 6 - кулачок; 7 - палец; 8 - планка). а - схема расположения роликов; б - схема патрона с тремя клиновыми пальцами.
Рис. 5.33. Мембранный патрон для установки и зажима цилиндрических зубчатых колес (1 - корпус патрона; 2, 5, 8 - винты; 3, 4, 7 - втулки; 6 - шарик; 9 - планшайба; 10 - мембрана (диск); 11 - сферическая опора; 12 - сферическая шайба; 13 - сменный кулачок; 14 - резиновый стержень; 15 - ролик; 16 - кольцо; 17 - сектор; 18 - колодка). Мембранный патрон имеет пять кулачков для обеспечения высокой точности центрирования при шлифовании зубьев зубчатого колеса.
Рис. 5.34. Мембранный патрон (1 - корпус мембранного патрона; 2 - тяга; 3 - мембрана; 4 - кулачок патрона; 5 - обрабатываемая деталь): а - деталь зажата в мембранном патроне; б - патрон в разжатом состоянии. Условные обозначения: W - радиальная сила на одном кулачке мембранного патрона; Q - усилие на щитке; d - диаметр детали; д - расстояние от мембраны до середины кулачка.
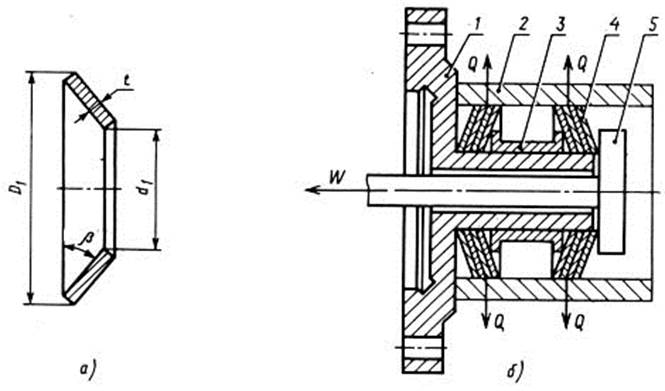
Рис. 5.35. Патрон с кольцевыми мембранами: а - кольцевая мембрана; б - схема механизма патрона с кольцевыми мембранами (1 – корпус; 2 - обрабатываемая деталь; 3 - втулка; 4 - пакет мембран; 5 - стержень). Условные обозначения: W - сила тяги; Q - сила, действующая на обрабатываемую деталь; b = 9...12°- угол наклона мембраны в деформированном состоянии; D1 - наружный диаметр мембраны; d1 - диаметр отверстия в мембране; t - толщина мембраны.
Рис. 5.36. Цанговые патроны: а - с втягиваемой цангой; б - с выдвижной цангой. Применяют для зажима калиброванных прутков разного профиля, обрабатываемых на револьверных станках и прутковых автоматах. Условные обозначения: N - осевая сила; Q - радиальная сила, действующая на деталь; Q1 - сила предварительного сжатия лепестков цанги; a = 30...40° - угол при вершине конуса цанги; j = 6...8° - угол трения; l - длина лепестка цанги от места ее задела до середины конуса цанги; D - наружный диаметр лепестков цанги; s - толщина изгибающегося лепестка цанги.
Популярное:
|
Последнее изменение этой страницы: 2016-07-13; Просмотров: 2905; Нарушение авторского права страницы