|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
КЛАССИФИКАЦИЯ ПРИСПОСОБЛЕНИЙСтр 1 из 8Следующая ⇒
КЛАССИФИКАЦИЯ ПРИСПОСОБЛЕНИЙ
Классификацию приспособлений проводят по следующим признакам: 1. По целевому назначению приспособления делят на пять групп: - станочные приспособления для установки и закрепления обрабатываемых заготовок на станках. В зависимости от вида обработки различают токарные, фрезерные, сверлильные, расточные, шлифовальные и другие приспособления; - приспособления для крепления режущего инструмента. Они характеризуются большим числом нормализованных деталей и конструкций, что объясняется нормализацией и стандартизацией самих режущих инструментов; - сборочные приспособления используют при выполнении сборочных операций, требующих большой точности сборки и приложения больших усилий; - контрольно-измерительные приспособления применяют для контроля заготовок, промежуточного и окончательного контроля, а также для проверки собранных узлов и машин. Контрольные приспособления служат для установки мерительного инструмента; - приспособления для захвата, перемещения и перевертывания обрабатываемых заготовок, а также отдельных деталей и узлов при сборке.
2. По степени специализации приспособления делят на универсальные, специализированные и специальные. Универсальные приспособления (УП) используют для расширения технологических возможностей металлорежущих станков. К ним относятся универсальные, поворотные, делительные столы; самоцентрирующие патроны. Универсальные безналадочные приспособления (УБП) применяются для базирования и закрепления однотипных заготовок в условиях единичного и мелкосерийного производства. К этому типу принадлежат универсальные патроны с неразъемными кулачками, универсальные фрезерные и слесарные тиски. Универсально-наладочные приспособления (УНП) используют для базирования и закрепления заготовок в условиях многономенклатурного производства. К ним относятся универсальные патроны со сменными кулачками, универсальные тиски, скальчатые кондукторы. Специализированные безналадочные приспособления (СБП) используют для базирования и закрепления заготовок, близких по конструктивным признакам и требующих одинаковой обработки. К таким приспособлениям принадлежат приспособления для обработки ступенчатых валиков, втулок, фланцев, дисков, корпусных деталей и др. Специализированные наладочные приспособления (СНП) применяют для базирования и закрепления заготовок, близких по конструктивно-технологическим признакам и требующих для их обработки выполнения однотипных операций и специальных наладок. Универсально-сборные приспособления (У СП) применяют для базирования и закрепления конкретной детали. Из комплекта УСП собирают специальное приспособление, которое затем разбирают, а элементы УСП многократно используют для сборки других приспособлений. Специальные приспособления (СП) используют для выполнения определенной операции и при обработке конкретной детали. Такие приспособления называются одноцелевыми. Их применяют в крупносерийном и массовом производстве.
3. По функциональному назначению элементы приспособлений делят на установочные, зажимные, силовые приводы, элементы для направления режущего инструмента, вспомогательные механизмы, а также вспомогательные и крепежные детали (рукоятки, сухари, шпонки). Все эти элементы соединяются корпусными деталями.
4. По степени механизации и автоматизации приспособления подразделяют на ручные, механизированные, полуавтоматические и автоматические.
МЕТОДИКА ПРОЕКТИРОВАНИЯ ПРИСПОСОБЛЕНИЙ. ИСХОДНЫЕ ДАННЫЕ Для проектирования приспособления требуются следующие исходные данные: - чертеж и технические требования на деталь; - операционный эскиз заготовки, операции или перехода; - справочная литература, ГОСТы, ОСТы и заводские нормали; - основные размеры станка и его характеристика.
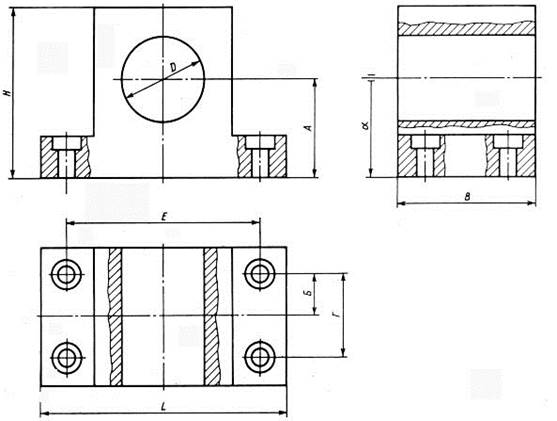
На рисунках 4.1- 4.6 в качестве примера приведена методика проектирования приспособления, служащего для закрепления заготовки на фрезерном станке. Обработка заготовки заключается в фрезеровании поверхности А, сверлении четырех крепежных отверстий, два из которых развертываются.
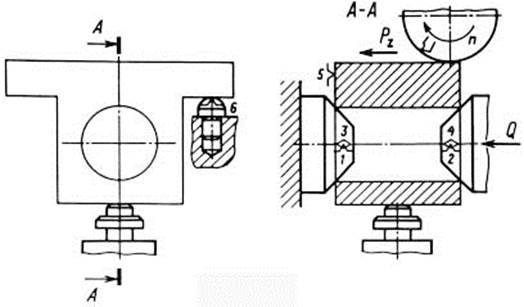
Заготовка базируется в конусах по отверстию. Комплект баз: 1, 2, 3, 4 - двойная направляющая база; 5 и 6 - опорные базы.
Последовательность разработки конструкции приспособления
Рис. 4.1. Чертеж детали.
Рис. 4.2. Схема базирования заготовки в приспособлении, определение точек приложения и направления силового замыкания.
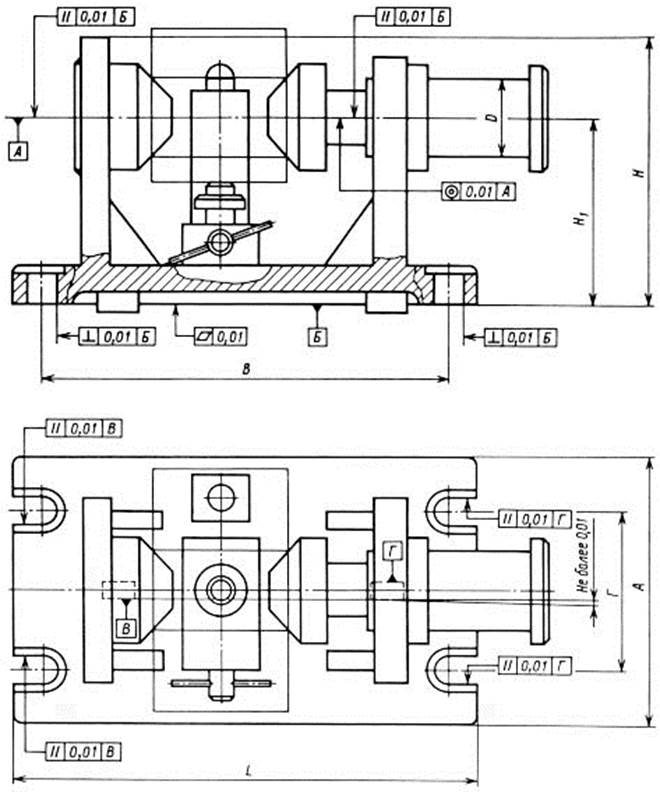
Рис. 4.3. Чертеж установочных, направляющих и опорных элементов приспособления.
Рис. 4.4. Чертеж зажимных, фиксирующих, вспомогательных элементов приспособления.
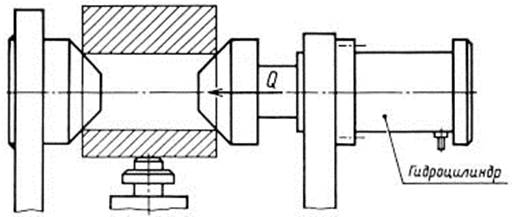
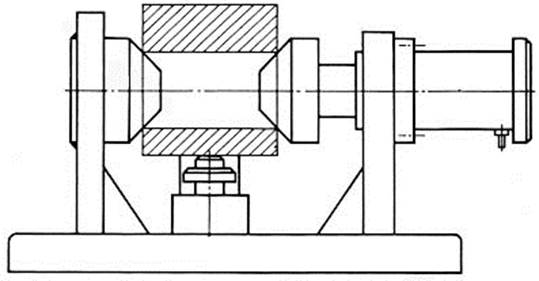
Рис. 4.5. Привод зажимного устройства. Выбор привода основывается на необходимом усилии зажима заготовки и габаритных размерах привода.
Рис. 4.6. Корпус приспособления с устройствами для крепления его на столе станка.
Жесткие центровые оправки
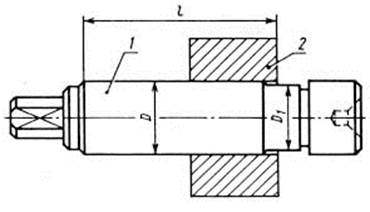
Рис. 5.11. Гладкая конусная оправка (1 - оправка; 2 - заготовка).
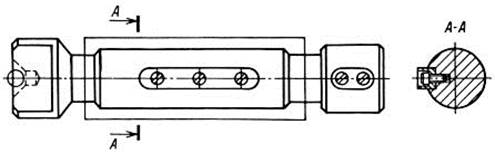
Рис. 5.12. Гладкая оправка со шпонкой.
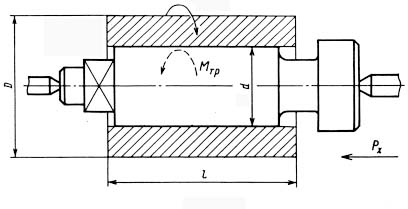
Рис. 5.13. Цилиндрическая оправка под запрессовку. Условные обозначения: Мрез - момент сил резания; Рх - сила сопротивления резанию; Мтр - момент трения на поверхности контакта; d - диаметр оправки; D - диаметр обрабатываемой заготовки; l - длина обрабатываемой заготовки.
Рис. 5.14. Конусная оправка (1 - оправка; 2 - заготовка).
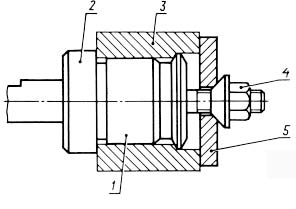
Рис. 5.15. Гладкая центровая оправка (1 - оправка; 2 - фланец; 3 - заготовка; 4 - гайка; 5 - шайба).
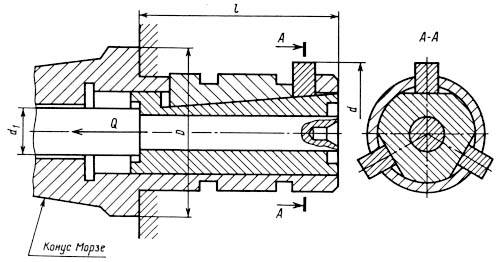
Рис. 5.16. Оправка кулачковая шпиндельная. Условные обозначения: Q - осевая сила на тяге; D - диаметр посадочный; d - диаметр кулачков; d1 – диаметр тяги; l - длина оправки.
Рис. 5.17. Тонкостенная оправка с гидропластмассой (1 - рычаг; 2 - плунжер; 3 - гидропластмасса; 4 - заготовка; 5 - разжимная планка; 6 - тяга). Условные обозначения: Q - сила на штоке цилиндра.
Рис. 5.18. Консольная оправка с тарельчатыми пружинами (1 - пакет тарельчатых пружин; 2 - заготовка). Условные обозначения: R - радиус обрабатываемой поверхности заготовки; Q - осевая сила на штоке механизированного привода.
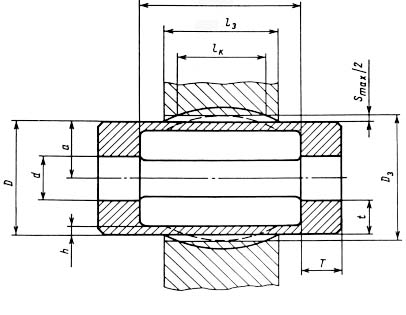
Рис. 5.19. Тонкостенная втулка для крепления заготовок. Условные обозначения: D - диаметр установочной поверхности втулки; h - толщина тонкостенной части втулки; T - длина опорных поясков; t - толщина опорных поясков; Smax - максимальный зазор между втулкой и заготовкой; lk - длина контактного участка втулки; lз - длина заготовки; Dз - диаметр базовой поверхности заготовки; d - диаметр отверстия опорных поясков втулки.
Рис. 5.20. Универсальный двухкулачковый патрон. а - общий вид патрона; б - схема механизма патрона. Условные обозначения: W - сила зажима; Mкр - требуемый крутящий момент на ключе; L - длина рукоятки; D - диаметр зажимаемой детали; l1 - длина направляющей части кулачка; l2 - расстояние между осью зажимного винта и осью призмы; a1 - угол призмы кулачка.
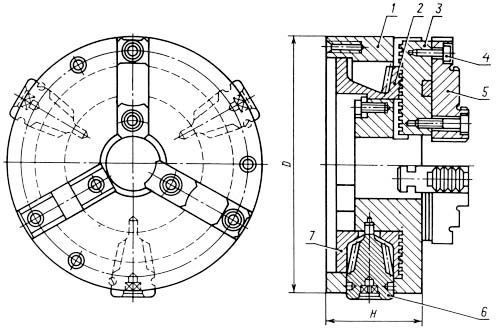
Рис. 5.21. Трехкулачковый самоцентрирующий патрон (1 - корпус; 2 - диск; 3 - рейка; 4 - винт; 5 - накладной кулачок; 6 - коническое зубчатое колесо; 7 - крышка). Условные обозначения: Н - ширина патрона; D - диаметр корпуса патрона.
Рис. 5.22. Схема клиноплунжерного токарного патрона (1 - корпус; 2 - плунжер; 3 - клин; 4 - шарик). Условные обозначения: Q - усилие зажима одним плунжером; W - сила тяги привода; a - угол наклона конуса клина; а - толщина гильзы корпуса.
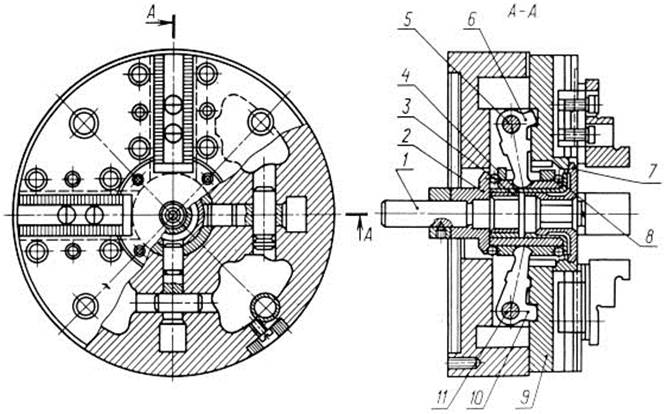
Рис. 5.23. Универсальный трехкулачковый патрон с механизированным приводом (1 - корпус; 2 - кулачок; 3 - сухарь; 4 - винт; 5 - сменный кулачок; 6, 7 - втулки; 8 - тяга; а - паз во втулке 6; б - выступ кулачка 2). Условные обозначения: Q - осевая сила на штоке механизированного привода; W - сипа зажима кулачка патрона.
Рис. 5.24. Универсальный четырехкулачковый патрон (1 - тяга; 2, 3, 4, 7 - втулки; 5 - ось рычага; 6, 10 - рычаги; 8 - плавающий шарик; 9 - кулачок; 11 - ось рычага). Применяют для установки и зажима деталей некруглой формы.
Рис. 5.25. Патрон с постоянным магнитом (1 - ключ; 2 - винт; 3 - втулка; 4 - гайка; 5, 7, 12 - пластины; 6 - постоянный магнит; 8 - корпус патрона; 9, 10 - вставки; 11 - верхняя плита; 13 - пробка; 14 - плита; 15 - промежуточная плита; 16, 17 - упоры).
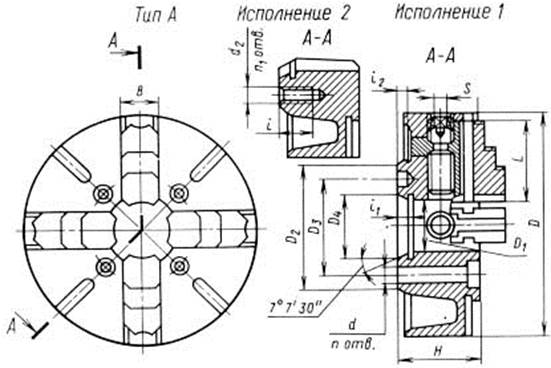
Рис. 5.26. Патрон четырехкулачковый с независимым перемещением кулачков. Существует два типа патронов: Тип А - для крепления на фланцевый конец шпинделя; Тип Б - для крепления на резьбовой конец шпинделя. На рисунке изображен патрон для крепления на фланцевый конец шпинделя: Исполнение 1 - с креплением на фланцевый конец шпинделя; Исполнение 2 - с креплением на фланцевый конец шпинделя под шайбу.
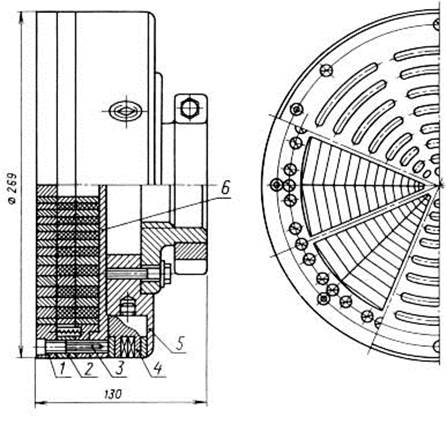
Рис. 5.27. Магнитный патрон ПТМ-250 (1 - адаптерная плита; 2 - подвижный блок; 4 - коническое колесо; 5 - корпус; 6 - ведомое колесо).
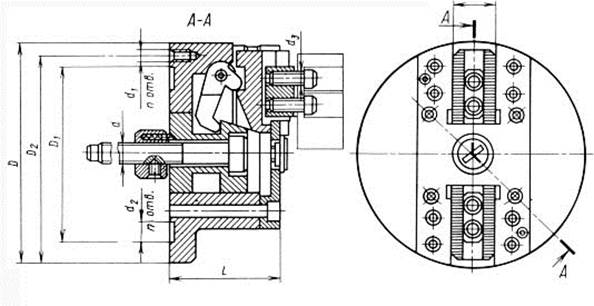
Рис. 5.28. Патрон самоцентрирующий рычажно-клиновой двухкулачковый.
Размеры патрона, мм
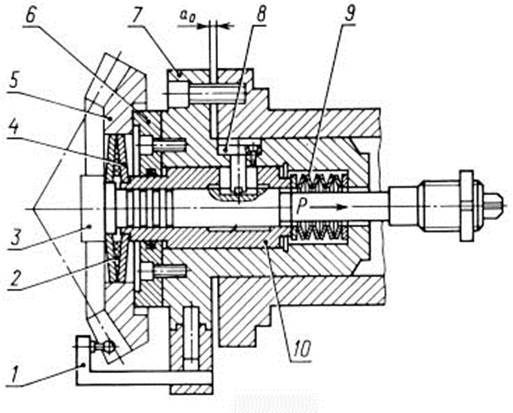
Рис. 5.29. Зажимное приспособление для обработки конического колеса-диска (1 - фиксатор; 2 - внешняя мембрана тарельчатой формы; 3 - шток; 4 - внутренняя мембрана тарельчатой формы; 5 - обрабатываемое колесо; 6 - опорное колесо; 7 - оправка; 8 - шпонка; 9 - тарельчатая пружина; 10 - втулка). При закреплении конического колеса-диска шток 3 перемещается в направлении действия силы зажима Р.
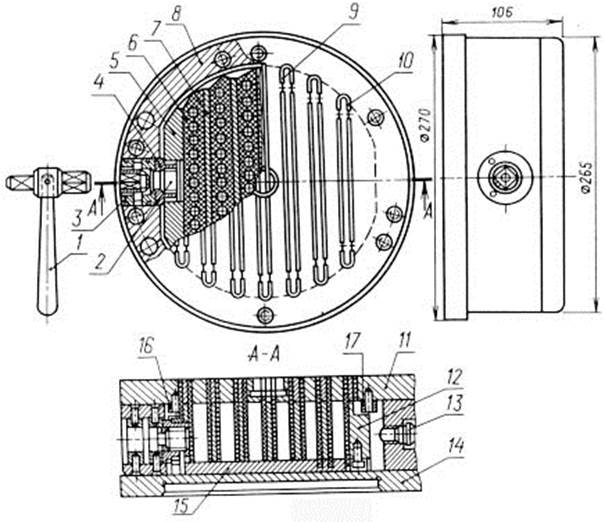
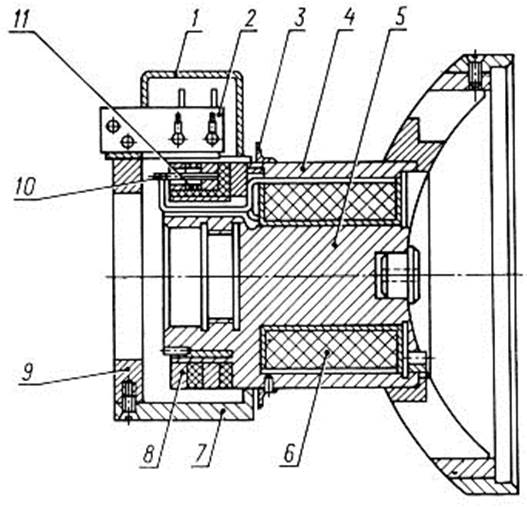
Рис. 5.30. Круглый электромагнитный патрон к токарному станку для крепления тонких плоских деталей (1 - металлический кожух; 2 - текстолитовый щит; 3 - лабиринтное кольцо; 4 - корпус; 5 - гайка; 6 - катушка; 7 - неподвижная гайка; 8 - контактные кольца; 9 - хомут; 10 - шпилька; 11 - щеткодержатели со щетками).
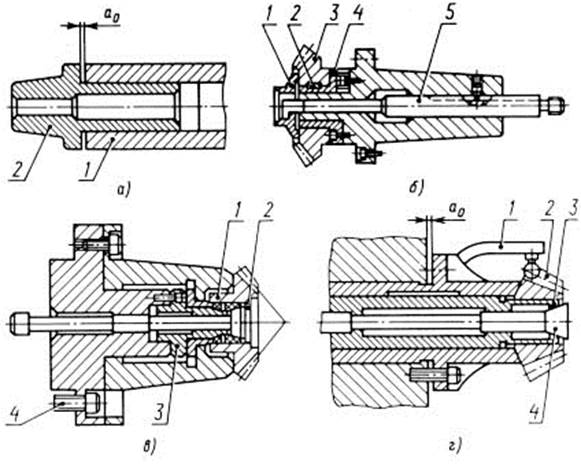
Рис. 5.31. Приспособления для крепления зубчатых колес при их обработке: а - для обработки конических зубчатых колес (1 - шпиндель; 2 - упор); б - с жестким центрированием (1 - шайба; 2 - шпонка; 3 - зубчатое колесо; 4 - фланец; 5 - тяга); в - зажимное приспособление для колеса со ступицей (1 - зубчатое колесо; 2 - шток; 3 - цанга; 4 - винт); г - зажимное приспособление для крепления сателлита дифференциала (1 - шаблон; 2 - сателлит дифференциала; 3 - цанга; 4 - шток).
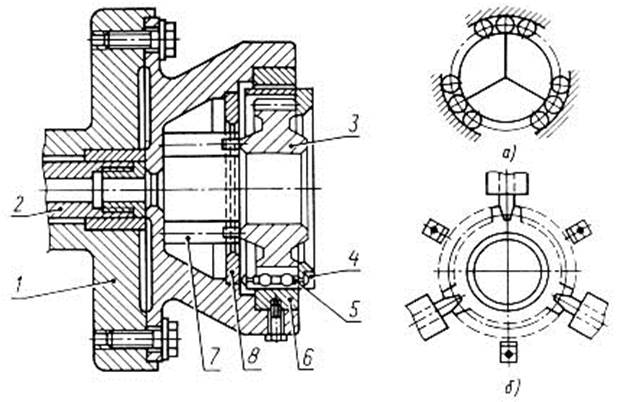
Рис. 5.32. Мембранный патрон (1 - мембрана; 2 - шток; 3 - зубчатое колесо; 4 - сепаратор; 5 - ролик; 6 - кулачок; 7 - палец; 8 - планка). а - схема расположения роликов; б - схема патрона с тремя клиновыми пальцами.
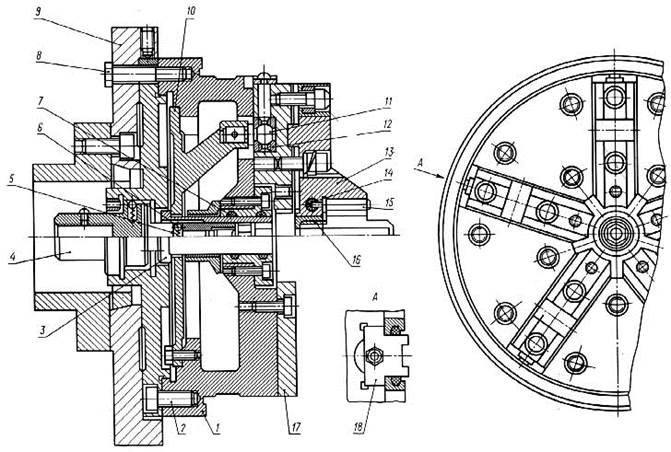
Рис. 5.33. Мембранный патрон для установки и зажима цилиндрических зубчатых колес (1 - корпус патрона; 2, 5, 8 - винты; 3, 4, 7 - втулки; 6 - шарик; 9 - планшайба; 10 - мембрана (диск); 11 - сферическая опора; 12 - сферическая шайба; 13 - сменный кулачок; 14 - резиновый стержень; 15 - ролик; 16 - кольцо; 17 - сектор; 18 - колодка). Мембранный патрон имеет пять кулачков для обеспечения высокой точности центрирования при шлифовании зубьев зубчатого колеса.
Рис. 5.34. Мембранный патрон (1 - корпус мембранного патрона; 2 - тяга; 3 - мембрана; 4 - кулачок патрона; 5 - обрабатываемая деталь): а - деталь зажата в мембранном патроне; б - патрон в разжатом состоянии. Условные обозначения: W - радиальная сила на одном кулачке мембранного патрона; Q - усилие на щитке; d - диаметр детали; д - расстояние от мембраны до середины кулачка.
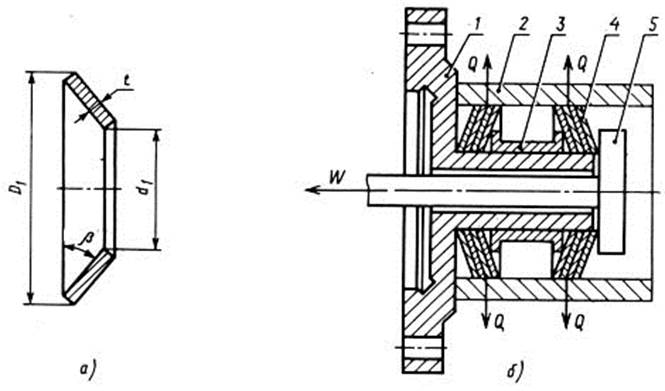
Рис. 5.35. Патрон с кольцевыми мембранами: а - кольцевая мембрана; б - схема механизма патрона с кольцевыми мембранами (1 – корпус; 2 - обрабатываемая деталь; 3 - втулка; 4 - пакет мембран; 5 - стержень). Условные обозначения: W - сила тяги; Q - сила, действующая на обрабатываемую деталь; b = 9...12°- угол наклона мембраны в деформированном состоянии; D1 - наружный диаметр мембраны; d1 - диаметр отверстия в мембране; t - толщина мембраны.
Рис. 5.36. Цанговые патроны: а - с втягиваемой цангой; б - с выдвижной цангой. Применяют для зажима калиброванных прутков разного профиля, обрабатываемых на револьверных станках и прутковых автоматах. Условные обозначения: N - осевая сила; Q - радиальная сила, действующая на деталь; Q1 - сила предварительного сжатия лепестков цанги; a = 30...40° - угол при вершине конуса цанги; j = 6...8° - угол трения; l - длина лепестка цанги от места ее задела до середины конуса цанги; D - наружный диаметр лепестков цанги; s - толщина изгибающегося лепестка цанги.
Многошпиндельные головки Многошпиндельные головки обеспечивают одновременную работу несколькими одноименными или разноименными инструментами (сверлами, зенкерами, развертками, метчиками) и могут быть специальными и универсальными. Специальные головки служат для обработки деталей с определенным расположением отверстий, поэтому их шпиндели не могут изменять своего положения. Такие головки используют в крупносерийном и массовом производстве. Универсальные головки имеют возможность изменять положение шпинделей. Одной головкой можно обрабатывать различные детали. Их применяют в серийном производстве. Шпиндели головок приводятся во вращение от шпинделя станка с помощью зубчатых передач.
Рис. 6.14. Многошпиндельная головка с консольным расположением зубчатых колес (1 - шпиндель; 2, 3 - зубчатые колеса; 4 - валик; 5 - пробка).
Предназначена для одновременной обработки четырех отверстий. Ведущий валик 4 связан сегментными шпонками с ведущим зубчатым колесом 3, находящимся в зацеплении одновременно со всеми зубчатыми колесами 2 рабочих шпинделей 1.
Рис. 6.15. Многошпиндельная головка без зубчатых колес (1 - сверло; 2 - шпиндель; 3 - корпус; 4 - стержень; 5 - деталь; 6 - шайба бронзовая; 7 - фланец; 8 - крышка; 9 - хвостовик; 10 - пробка).
Предназначена для обработки отверстий диаметром 5, 5 мм, оси которых находятся на расстоянии l = 15 мм. Конический хвостовик 9 для крепления головки в шпинделе станка выполнен как одно целое с цилиндрическим фланцем 7, имеющим отверстие со смещением оси на 4 мм от оси хвостовика. Во фланце размещена деталь 5, в отверстия которой входят расположенные с эксцентриситетом 4 мм хвостовики рабочих шпинделей 2. При вращении шпинделя станка деталь 5 совершает возвратно-поступательное движение, при котором ее ось и оси хвостовиков шпинделей 2 имеют ту же частоту вращения, что и шпиндель станка. Для предотвращения вращения корпуса 3 головки стержни 4 должны перед началом работы соприкасаться с неподвижной частью станка.
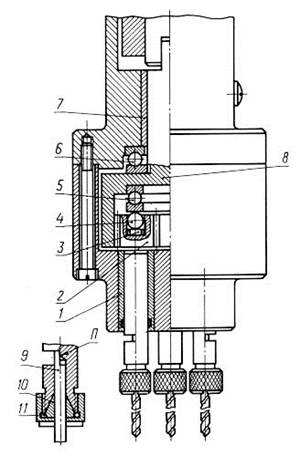
Рис. 6.16. Многошпиндельная головка с зубчатыми колесами внутреннего зацепления (1 - втулка; 2 - зубчатое колесо; 3 - опора; 4 - шарики; 5, 6 - упорные подшипники; 7 - подшипник скольжения; 8 - валик; 9 - сверло; 10 - цанга; 11 - гайка). Предназначена для сверления отверстий малого диаметра. Ведущий валик 8 выполнен как одно целое с ведущим зубчатым колесом и опирается на подшипник скольжения 7 и упорный подшипник 6. Для всех шпинделей использован общий упорный подшипник 5. Для уменьшения трения между кольцом этого подшипника и шпинделями в выточках зубчатых колес 2 помещены на закаленных опорах 3шарики 4. Сверла 9 крепятся при помощи цанг 10 гайками 11. Боковая площадка П на хвостовике сверла предохраняет сверло от проворачивания.
Рис. 6.17. Многошпиндельная головка для обработки отверстий, расположенных по прямой линии: а - чертеж головки в сборе (1 - корпус; 2 - кронштейн; 3 - промежуточное зубчатое колесо; 4 - зубчатое колесо; 5 - шпиндель); б - блок шпинделей. Головка позволяет изменять расстояние l между двумя соседними шпинделями в пределах 62...100 мм. Центральный шпиндель 5 не меняет своего положения и приводится во вращение зубчатым колесом 4. Остальные шпиндели вращаются посредством промежуточных зубчатых колес 3 и могут изменять свое положение относительно центрального шпинделя 5. С этой целью оси колес 3 помещены в кронштейны 2, которые можно повернуть относительно корпусов 1 шпинделей, что позволяет сблизить шпиндели или удалить их друг от друга.
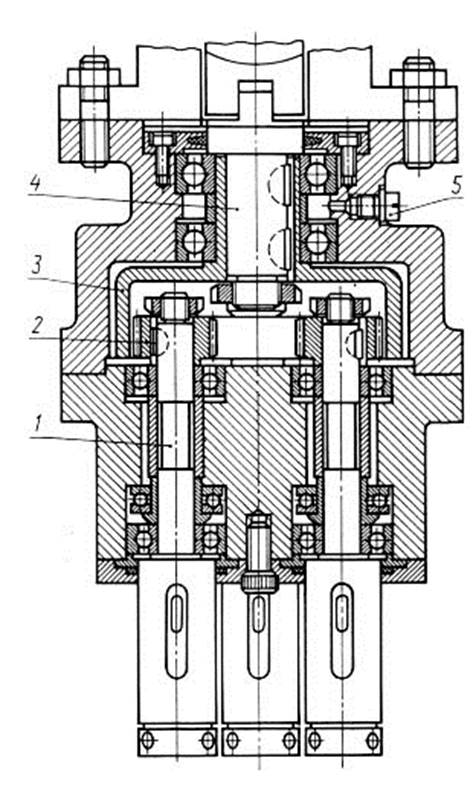
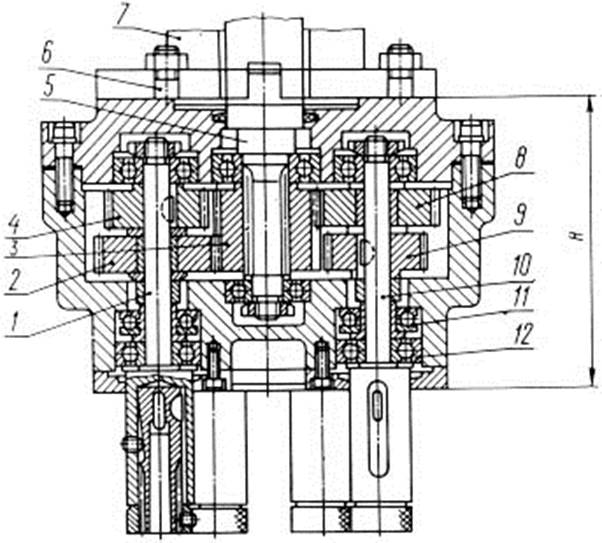
Рис. 6.18. Многошпиндельная головка с двухъярусным расположением зубчатых колес (1 - шпиндель; 2, 8 - промежуточные зубчатые колеса; 3 - зубчатое колесо; 4, 9 - ведущие зубчатые колеса; 5 - валик ведущий; 6 - шпилька; 7 - гильза шпиндельной бабки станка; 10 - шпиндель; 11 - упорный подшипник; 12 - шариковый подшипник). Предназначена для обработки шести отверстий, расположенных по окружности. В нижнем ярусе - два промежуточных зубчатых колеса 2, каждое из которых приводит во вращение через ведущие зубчатые колеса 9 два шпинделя 10. Два шпинделя 1 приводятся во вращение ведущими зубчатыми колесами 4 через промежуточные колеса 8, находящиеся в верхнем ярусе. На двух других шпинделях промежуточных зубчатых колес нет. Зубчатое колесо 3 ведущего валика 5 удвоенной ширины, так как приводит во вращение колеса, размещенные в двух ярусах.
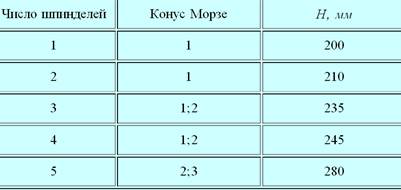
Основные параметры многошпиндельной головки
Рис. 6.19. Трехшпиндельная сверлильная головка с одноярусным расположением зубчатых колес (1 - шпилька; 2, 3, 6 - зубчатые колеса; 4, 5 - шпиндели; 7 - втулка). Головка крепится к станку шпильками 1. Со шпинделем станка головка соединяется втулкой 7, закрепленной на хвостовике шпинделя 5, на котором установлено зубчатое колесо 3. От зубчатого колеса 3 вращение передается на колеса 2 и 6 боковых шпинделей 4 через промежуточные зубчатые колеса. АВТОМАТИЧЕСКИХ ЛИНИЙ СТАНКОВ
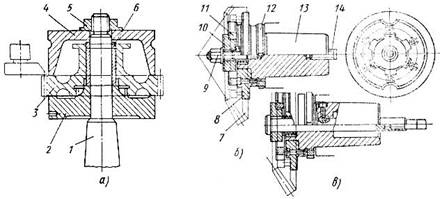
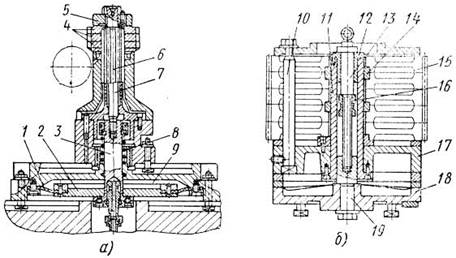
Рис. 11.1. Приспособления для зубообработки: а - приспособление для зубодолбежного станка (1 - оправка; 2 - опорная шайба; 3 - обрабатываемое зубчатое колесо; 4 - зажимная шайба; 5 - гайка; 6 - переходная втулка для установки колес с разными диаметрами отверстий); б - приспособления для зубострогания (зубофрезерования) конических зубчатых колес (7 - обрабатываемая деталь; 8 - сменный фланец; 9 - гайка; 10, 11 - шайбы для зажима; 12 - гайка для снятия приспособления; 13 - оправка; 14 - штанга для затягивания оправки); в - механизированное приспособление для зубострогания конических колес, зажим производится с помощью тяги.
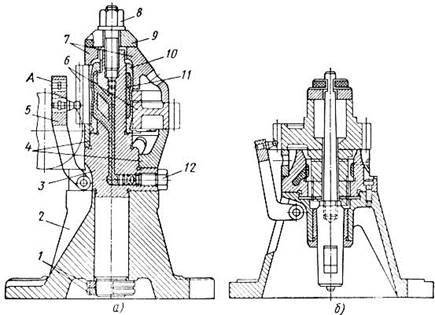
Рис. 11.2. Приспособления для зубофрезерных станков: а - приспособление для одновременной многоместной обработки (1 - кольцевая диафрагма; 2 - державка, 3 - шток; 4 - обрабатываемая деталь; 5 - съемная шайба, 6 - оправка; 7 - тяга; 8 - пружина; 9 - полость диафрагмы); б - приспособление со сменной кассетой (10 - болты для зажима деталей; 11 - оправка; 12 - втулка; 13 - резьбовой стержень для крепления кассеты; 14 - центрирующие кольца; 15 - зубчатые колеса; 16 - муфта для удобства снятия кассеты; 17 - корпус, 18 - постоянное основание, закрепляемое на станке; 19 - палец).
Рис. 11.3. Приспособления для чистовой зубообработки: а - для колеса (1 - гайки; 2 - корпус; 3 - оправка с коническим хвостовиком; 4 - переходники; 5 - откидной фиксатор; 6 - колесо; 7 - переходник; 8 - гайка для зажима; 9 - шайба; 10 - тонкостенная оболочка; 11 - гидропластмасса; 12 - нажимной винт); б - для вала шестерни.
КЛАССИФИКАЦИЯ ПРИСПОСОБЛЕНИЙ
Классификацию приспособлений проводят по следующим признакам: 1. По целевому назначению приспособления делят на пять групп: - станочные приспособления для установки и закрепления обрабатываемых заготовок на станках. В зависимости от вида обработки различают токарные, фрезерные, сверлильные, расточные, шлифовальные и другие приспособления; - приспособления для крепления режущего инструмента. Они характеризуются большим числом нормализованных деталей и конструкций, что объясняется нормализацией и стандартизацией самих режущих инструментов; - сборочные приспособления используют при выполнении сборочных операций, требующих большой точности сборки и приложения больших усилий; - контрольно-измерительные приспособления применяют для контроля заготовок, промежуточного и окончательного контроля, а также для проверки собранных узлов и машин. Контрольные приспособления служат для установки мерительного инструмента; - приспособления для захвата, перемещения и перевертывания обрабатываемых заготовок, а также отдельных деталей и узлов при сборке.
2. По степени специализации приспособления делят на универсальные, специализированные и специальные. Универсальные приспособления (УП) используют для расширения технологических возможностей металлорежущих станков. К ним относятся универсальные, поворотные, делительные столы; самоцентрирующие патроны. Универсальные безналадочные приспособления (УБП) применяются для базирования и закрепления однотипных заготовок в условиях единичного и мелкосерийного производства. К этому типу принадлежат универсальные патроны с неразъемными кулачками, универсальные фрезерные и слесарные тиски. Универсально-наладочные приспособления (УНП) используют для базирования и закрепления заготовок в условиях многономенклатурного производства. К ним относятся универсальные патроны со сменными кулачками, универсальные тиски, скальчатые кондукторы. Специализированные безналадочные приспособления (СБП) используют для базирования и закрепления заготовок, близких по конструктивным признакам и требующих одинаковой обработки. К таким приспособлениям принадлежат приспособления для обработки ступенчатых валиков, втулок, фланцев, дисков, корпусных деталей и др. Специализированные наладочные приспособления (СНП) применяют для базирования и закрепления заготовок, близких по конструктивно-технологическим признакам и требующих для их обработки выполнения однотипных операций и специальных наладок. Универсально-сборные приспособления (У СП) применяют для базирования и закрепления конкретной детали. Из комплекта УСП собирают специальное приспособление, которое затем разбирают, а элементы УСП многократно используют для сборки других приспособлений. Специальные приспособления (СП) используют для выполнения определенной операции и при обработке конкретной детали. Такие приспособления называются одноцелевыми. Их применяют в крупносерийном и массовом производстве.
3. По функциональному назначению элементы приспособлений делят на установочные, зажимные, силовые приводы, элементы для направления режущего инструмента, вспомогательные механизмы, а также вспомогательные и крепежные детали (рукоятки, сухари, шпонки). Все эти элементы соединяются корпусными деталями.
4. По степени механизации и автоматизации приспособления подразделяют на ручные, механизированные, полуавтоматические и автоматические.
Популярное:
|
Последнее изменение этой страницы: 2016-07-13; Просмотров: 2639; Нарушение авторского права страницы