|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ПРИСПОСОБЛЕНИЯ ДЛЯ ФРЕЗЕРНЫХ СТАНКОВ
Рис. 7.1. Тиски станочные с эксцентриковым зажимом и одной подвижной губкой ГОСТ 18237-72.
Рис. 7.2. Подставка для тисок
Основные параметры подставки, мм
Рис. 7.3.
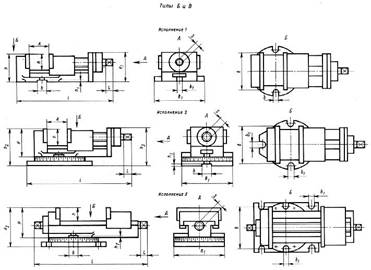
Рис. 7.4. Рис.7.3. и 7.4. Тиски станочные с ручным и механизированным приводом ГОСТ 14904-69 (тип А)
Тиски изготовляют трех типов: - тип А - с ручным приводом трех исполнений (1 - неповоротные, 2 - поворотные, 3 - поворотные с двусторонним зажимом и усиленным креплением); - тип Б - с гидравлическим приводом трех исполнении (1 - неповоротные, 2 - поворотные, 3 - поворотные с усиленным креплением); - тип В - с пневматическим приводом трех исполнений (1 - неповоротные, 2 - поворотные, 3 - поворотные с усиленным креплением).
Рис. 7.5. Тиски эксцентриковые с двумя подвижными губками. Предназначены для легких и средних работ, быстродействующие. Зажимающий ход губки равен величине эксцентриситета эксцентрика.
Размеры тисок, мм
Рис. 7.6. Тиски поворотные универсальные (1 - подушка; 2, 3 - гайки). Предельное значение угла поворота тисок относительно подушки 1 составляет ± 45°. В установленном положении тиски закрепляют гайками 2 и 3.
Рис. 7.7.. Тиски универсальные переналаживаемые с увеличенным ходом губок.
Рис. 7.8. Стол круглый поворотный с механическим приводом.
Для настройки стола на требуемый угол поворота служат пальцы 3, установленные и закрепленные в кольцевом пазу стола. Упором для пальцев является выдвижной фиксатор 2. Поворот производится вручную или от механического привода. Рукояткой 1 изменяют направление вращения стола.
Рис. 7.9. Стол поворотный круглый с механизированным приводом ГОСТ 16936-71.
Рис. 7.10. Стол делительный (1 - диск; 2 - рукоятка) предназначен для фрезерных работ. Поворот при делении осуществляют вокруг вертикальной или горизонтальной оси. Для установки стола на заданный угол используют сменные делительные диски 1. Один диск обеспечивает деление на 2, 3, 4, 5, 8, 12 частей. Стол закрепляют поворотом рукоятки 2. Стол можно устанавливать по двум взаимно перпендикулярным поверхностям. Для установки наладочного устройства используют посадочное отверстие d = 70 мм.
Рис. 7.11. Стол круглый с пневматическим приводом (1 - пневмопривод; 2 - рукоятка) предназначен для установки и крепления заготовок, оснащен сменными насадками. Зажимающие элементы наладок связаны со штоком 1 пневмопривода (ход штока равен 12 мм). Управление зажимом выполняют рукояткой 2 распределительного крана. Усилие на штоке 14 700 Н при давлении воздуха 0, 4 МПа.
Рис. 7.12. Стол (тип А) с одновременным фиксированием и креплением поворотной части (1 - диск; 2, 6 - пальцы; 3 - эксцентрик; 4 - кулачок; 5 - рычаг; 7 - рукоятка) предназначен для легких работ. Рычаг 5 шарнирно закреплен в точке А и управляет зажимом. Поворотом рукоятки 7 с эксцентриком 3 фиксируется поворотная часть стола. При повороте эксцентрика кулачок 4 заходит в паз делительного диска 1, фиксируя заданный угол поворота. Одновременно эксцентрик отжимает вниз рычаг 5, который через палец б закрепляет поворотную часть стола. Палец 2 служит для предварительной установки стола на заданный размер.
Рис. 7.13. Стол (тип Б) с одновременным фиксированием и креплением поворотной части (1, 3 - втулки; 2 - шайба; 4 - палец; 5 - рукоятка; 6 - наконечник; 7 - сегмент) предназначен для легких и средних работ. В столе имеются делительные отверстия, расположенные по окружности через 45°. Стол закрепляют рукояткой 5, при этом палец 4 с помощью пружины вводится во втулку 3, клиновой наконечник б разводит сегменты 7, расположенные между втулкой и шайбой 2 (последняя отжимается сегментами вниз, обеспечивая крепление стола).
Рис. 7.14. Стол угловой (1 - палец; 2 - втулка) применяют для закрепления небольших заготовок при фрезеровании или сверлении. Пальцы 1 предназначены для установки кондукторной плиты. Наладочные устройства устанавливают по пазам стола, для этой цели служит выступающая часть втулки 2. Закрепление происходит через шток от пневматического привода. При зажиме ход штока равен 10...12 мм, сила зажима - 2450 Н при давлении воздуха р = 0, 4 МПа.
Рис. 7.15. Стол поворотный (1 - поворотная часть стола; 2 - подвижный упор; 3 - маховичок) предназначен для фрезерования по радиусу фасок, байонетных пазов. Заготовку устанавливают на оправку или непосредственно на поворотную часть стола 1. Вращение при обработке осуществляется маховичком 3 через червячную передачу. Установка на заданный угол поворота осуществляется двумя подвижными упорами 2, которые переставляются по кольцевому пазу крышки.
Рис. 7.16. Приспособление многопозиционное (1 - гидроцилиндр; 2, 4, 8 - прихваты; 3, 5, 6 - планки; 7 - тяга; 9 - штырь; 10, 11 - валики) предназначено для установки и закрепления заготовок при обработке на вертикально-фрезерном станке. Обрабатываемые заготовки устанавливают на базовые поверхности планок 3, 5, 6 до упора торца в штыри 9. Усилие зажима передается прихватами 2, 4, 8 от гидроцилиндра 1 через тягу 7 и валики 10, 11.
Рис. 7.17. Стол для обработки по радиусу (1 - стол; 2 - винт; 3 - маховичок). Заготовку устанавливают на рабочей поверхности стола 1. Обрабатываемую поверхность заготовки совмещают с риской шкалы деления, соответствующей заданному радиусу обработки. Подачу выполняют винтом 2 от маховичка 3. При этом стол перемещается в направляющих по радиусу R, средняя величина которого, считая от точки его пересечения с осью винта, составляет 500 или 800 мм. При R = 800 мм шкала должна иметь 670...930 делений.
Размеры стола, мм
Рис. 7.18. Приспособление пневматическое с цанговьш зажимом (1, 5 - поршни; 2 - втулка; 3 – кран; 4 - колодка) предназначено для закрепления деталей цилиндрической формы диаметром до 15 мм при обработке канавок, шлицев и лысок на фрезерных станках. Заготовку устанавливают в сменную цангу. Зажим выполняется перемещением вверх конусной втулки 2, соединенной с поршнем 1 пневматического цилиндра, управляемого краном 3. Колодка 4 с пазом служит для установки фиксирующего элемента при обработке заготовок, требующих угловой фиксации. Ход поршня 5 мм. Сила на штоке пневмоцилиндра 2450 Н при давлении сжатого воздуха 0, 4 МПа.
Рис. 7.19. Пример наладки пневматического приспособления (1 - вилка; 2 - фиксатор; 3 - цанга; 4 - золотник; 5 - приспособление).
Рис. 7.20. Стойка делительная: a - конструкция делительной стойки (1 - фланец; 2 - шпиндель; 3 - гидроцилиндр); б - пример наладки (1 - заготовка; 2 - шпиндель; 3 - диск; 4 - контрольный палец). Стойка предназначена для закрепления втулок, колец, фланцев, валов при выполнении фрезерных операций, связанных с делением. Деление обеспечивается делительным диском с угловой фиксацией. Масса стойки не более 100 кг.
Рис. 7.21. Кассетное приспособление (1 - ось; 2 - прихват; 3 - заготовка; 4 - упор; 5 - кассета; 6 - пластина; 7 - корпус ) предназначено для фрезерования глубоких пазов в заготовках деталей типа вилки.
Рис. 7.22. Приспособление с автоматическим креплением заготовок при непрерывном фрезеровании (1 - призма подвижная; 2 - плита; 3 - кольцо; 4 - стержень вращающийся; 5, 6 - заготовки; 7 - корпус; 8 - коромысло; 9 - рейка; 10 - зубчатый валик; 11 - пневмопривод; А, Б - воздушные полости; a, б - каналы; в - отверстие) предназначено для непрерывной обработки заготовок на карусельно-фрезерных станках. Приспособление устанавливают на стол станка. Вращающийся стол приспособлений приводится в действие от коробки скоростей или ходового винта станка. В приспособление устанавливают двенадцать заготовок. Каждая пара заготовок 5, 6 автоматически зажимается пневмоприводом 11, с помощью качающегося коромысла 8, действующего на две рейки 9, связанные с валиками 10, которые перемещают призму 1. Воздухораспределительное устройство последовательно питает сжатым воздухом шесть цилиндров. По каналу а воздух поступает в полость А неподвижного кольца 3 и по трем радиальным и трем вертикальным отверстиям, стержня 4 направляется к трем цилиндрам в зоне резания. В это время через отверстие в, полость Б и канал б воздух с загрузочной позиции выходит в атмосферу.
Популярное:
|
Последнее изменение этой страницы: 2016-07-13; Просмотров: 2209; Нарушение авторского права страницы