
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Программное управление оборудованиемСтр 1 из 6Следующая ⇒
Основы программирования Сущность ЧПУ
ЧПУ – управление обработкой заготовки на станке по управляющей программе (УП), в котором информация задана в цифровом виде. УП – совокупность команд на языке программирования, представляет алгоритм функционирования станка по обработке конкретной заготовки. Сущность ЧПУ рассмотрим на примере шаговой импульсной системы.
Дискрета = 0, 01мм/имп.
х 500 Расстояние, которое должен пройти рабочий орган станка, определяется количеством импульсов, подаваемых на ШД, а частота вращения (подача) определяется числом импульсов в единицу времени.
Особенности станков с ЧПУ
Виды станков с ЧПУ Технологические возможности станков с ЧПУ при прочих равных условиях определяется числом управляющих координат. По числу управляющих координат станки подразделяются: 1. двух координатные (х, у) 2. 2, 5-координатные (х, y) и отдельно по z 3. трехкоординатные (х, y, z) 4. четырех- и более координатные/многоцелевые станки (обрабатывающие центры) Маркировка станков с ЧПУ Маркировка остаются как и для обычных станков, а для обозначения степени вводится буква «Ф» с цифрой: Ф1 –система с ЧПУ с преднабором Ф2 –позициооная система с ЧПУ (сверлильные, расточные) Ф3 –контурная система с ЧПУ (токарные, фрезерные) Ф4 – комбинированные система с ЧПУ (Ф1+Ф2), -все многоцелевые станки 16К20Ф3 2Р135Ф2 Р- револьверная головка 2451ПМФ4 М- магазин
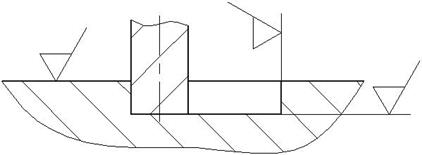
Система координат станков с ЧПУ Каждому направлению оси координат присваивается с свой адрес (х, y, z) и знак (+, -). Положительным направлением оси считается то, при котором инструмент (или его держатель) или заготовка отступают друг от друга. Для программирования принята декартова (прямоуг.) система координат:
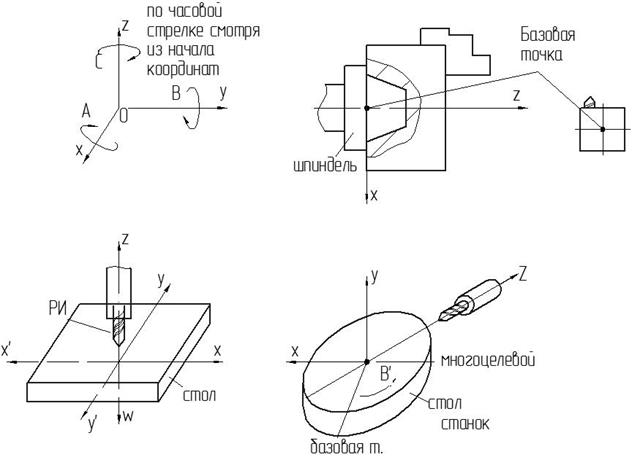
Виды систем координат: 1. Система координат станка (гл. расчетная система) (х, y, z); (А, В, С) 2. Система координат детали (х/, у/, w); (А/, В/, С/) 3. Система координат РИ Связь между этими системами координат осуществляется через базовые точки МРС Система координат станка определяет начальное, конечное и текущее положение любого рабочего органа станка Система координат детали определяет положение детали относительно систем координат станка. Чаще программирование производят в системе координат детали. Если система координат с плавающим нулем, то это означает, что начало системы координат станка можно перемещать в любую точку системы координат. Направление осей системы координат детали противоположно осям координат станка. Кроме линейных перемещений по осям х, y, z есть вращательные движения вокруг каждой оси. Положительным вращательным движением является вращение по часовой стрелке, если смотреть из начала координат в положительным направлении оси. Ось z всегда связана с РИ или шпинделем станка (с главным движением станка). Ось х всегда находится в плоскости закрепления заготовки и, как правило, наиб. направлении перемещении стола. При программировании, наладке, и эксплуатации станков с ЧПУ используют следующие характерные точки: 1. нулевая точка 2. исходная точка 3. фиксированная точка Нулевая точкавсегда связана с началом координат станка. Из нее все перемещения рабочих органов положительны. Исходная точка– определяется относительно нулевой точки, из которого начинается движение рабочих органов станка по УП.
Фиксированная точка – определяется относительно нулевой точки и, как правило, связана с базовыми точками станков. Она используется только при наладке станка на первую деталь группы. При программировании обычно не обязательно знать, что перемещается (заготовка, РИ). Принимается, что заготовка – неподвижна, а относительно нее перемещается РИ.
Система координатРИ определяет положение держателя вместе с РИ в системе координат станка.
Кодирование информации Вся информация, представленная на программоносителе подразделяется на 3 вида: 1. геометрическая (координаты) 2. технологическая (режимы, инструм.) 3. логическая (вкл.-откл. станка, вкл.-откл. охлаждения)
95710 23 22 21 20 ISO-7 bit 8 – 4 – 2 – 1
Данный код основывается на двоично-десятичной системе. Признаком цифры в данном коде является пробивка дополнительное отверстие к четырем первым на 5 и 6 дорожке. Признаком знака (символа) является пробивка дополнительное отверстие на 6 дорожке (%, +, -, /). Признаком буквы (с А по N) является отверстие на 7 дорожке. Признаком буквы (с S по R) является отверстие на 5 и 7 дорожке.
Восьмая дорожка - проверка четности (в каждой строке количество отверстий – четное).
Структура УП УП состоит из кадров. Каждый кадр должен нести определенную информацию по выполнению какого-либо перехода (лог. команды). N001 G00 X+004000 T01 F40 S38 M05 LF G- подготовительная функция. Управляет режимом УЧПУ; X- геометрия; T- функция РИ; F- подача (F00L); S- частота вращения (SPEED); M- вспомогательная функция, управляет работой станка (вкл.-выкл. охл.; сменить инструмент); LF- конец кадра. Код ISO-7 bit кадры УП задает адресным способом.
Кодирование частоты вращения и подачи Осуществляется следующими способами: 1. способ арифметической прогрессии 2. способ геометрической прогрессии 3. прямое непосредственное кодирование Способ арифметической прогрессии: S=100мм/мин. Первая цифра кода получается: к числу 3 прибавляется число целых разрядов до запятой: 3+3=6. Далее к этой цифре дописываем кодируемую подачу (с точностью 2 или 3 цифры): F610 или F6100. N=100 об/ мин ― S610 Если число меньше 1, то из числа 3 вычитается число нулей, стоящих после запятой, и получается первая цифра кода: S=0, 12 мм/об: 3-0=3 ― F312 S=0, 012 мм/об: 3-1=2 ― F212 Если 3, 4, 5 цифр ― (F610; S6100).
Способ геометрической прогрессии по табл.
В коде -две цифры (F40; S38). Прямое непосредственное кодирование S=0, 12 мм/об ― F0, 12 n=250 об/мин ― S2 250 (диапазон скоростей).
Классификация систем ЧПУ В настоящее время станки с ЧПУ находят применения в трех направлениях: 1. обычные станки с ЧПУ, не связанные ни с какими другими (NC) 2. многоцелевые станки 3. использование станков с ЧПУ в ГПС (ГАЛ, ГПЯ, ГПУ, АТСС)
Система ЧПУ – совокупность функционально взаимосвязанных и взаимодействующих технических и программных средств по управлению станком с ЧПУ Позиционные системы с ЧПУ – системы, при которых ЧПУ обеспечивает вывод РИ в заданную точку. Траектория движения не задается. В этом случае для отсчета перемещений(координат) используется абсолютная система отсчета.
Контурная система ЧПУ обеспечивает движение РИ по заданной траектории и заданной скоростью для получения данного контура детали. В этом случае система отсчета перемещений РИ может быть как абсолютной, так и относительной.
Замкнутые системы ЧПУ – системы с обратной связью(следящая система), которые имеют датчики положения и сравнения. Точность этих систем высокое, но надежность ниже по сравнению с разомкнутыми. Разомкнутые системы с ЧПУ, в которых перемещение рабочих органов осуществляются с помощью мерных элементов привод, например, ШД. Отсюда и точность этих систем определяется точностью ШД ЧПУ с постоянной структуры (NC) реализуется аппаратно (т.е. блоками электронных систем(жестко)). Обычно работают от перфоленты. ЧПУ переменной структуры реализуется программа с помощью встроенной, как min, одной мини ЭВМ. Данная система позволяет редактировать УП, работают от перфоленты, …, а также диагностировать станок или отдельные его части. HNC – оперативная СЧПУ. Она позволяет оператору непосредственно с пульта управления станком в диалоге с ЭВМ вводить УП на клавиатуре. DNC– централизованное групповое управление станками с ЧПУ от ЭВМ. Функции диспетчирования, транспортирования, АТСС, …, применяется в ГПС. - для корпусных деталей используется: АСК - для обработки тел вращения используется: АСВ (АС - автоматизированная система) - для сложных деталей используется: спец. Технологическая подготовка производства (ТПП) обработки заготовок на станках с ЧПУ ТПП включает в себя следующие этапы: 1. Определение номенклатуры обрабатываемой детали на станках ЧПУ с точки зрения технологичности их обработки и лучшей организации производства; классификацию деталей. 2. технологический контроль чертежей(рабочих чертежей) деталей. 3. выбор заготовок 4. проектирование маршрутного ТП обработки детали 5. проектирование операционного ТП обработки детали 6. разработка расчетно-технологической карты (РТК), (только при ручном программировании 7. расчет траекторий движения РИ 8. кодирование информации и нанесение ее в программоноситель 9. отработка УП непосредственно на станке 1 этап - определение номенклатуры обрабатываемых деталей для станков с ЧПУ Экономический эффект применения станков с ЧПУ правильным набором номенклатуры обрабатываемых деталей. Наиболее рациональным для обработки на станках с ЧПУ являются детали, при обработке которых наиболее полно используются все технологические возможности станка, а также создаются предпосылки для эффективной организации производства. Организационно- технические требования, предъявляемые к детали для станков с ЧПУ: Наиболее эффективными для обработки на станках с ЧПУ являются детали сложной формы, имеющие большое количество обрабатываемых поверхностей, а также участки плоскостей и прямых линий в контуре непараллельные осям координат станка. В отдельных случаях могут обрабатываться детали простой формы, которые входят в кинематические цепи изделия и стыкуются при сборке с деталями, обработанными на станках с ЧПУ. Как правило, если для детали требуется специальная технологическая оснастка, а также фасонный РИ, тогда всегда ….. переводить детали на станки с ЧПУ. Для токарных станков с ЧПУ детали, которые будут обрабатываться на них, в первую очередь должны отрабатываться на технологичность размеров канавок. Резьбы меньше М5 нежелательно нарезать на станках с ЧПУ. Для фрезерных работ, особенно при обработки полок, сопряжение полок со стенками корпусов, необходимо также унифицировать радиусы как внутренних так и наружных поверхностей сопрягаемых деталей. Лимитирующим радиусом будет внутренний радиус сопряженных поверхностей. R≥ (1/5…1/6) H H- глубина фрезерования (глубина паза) Н≥ (2…2, 5)Д фр
Немаловажное значение имеет серийность производства. Экономически целесообразно для перевода на станки с ЧПУ является партия деталей от30 до 80 шт. при числе запуска в году 8…10 раз. Партия запуска: а- коэффициент; а=3; 6; 12; 24; 48.
Время машинной обработки:
Квалитет точности обработки деталей должны соответствовать классу точности станков ЧПУ
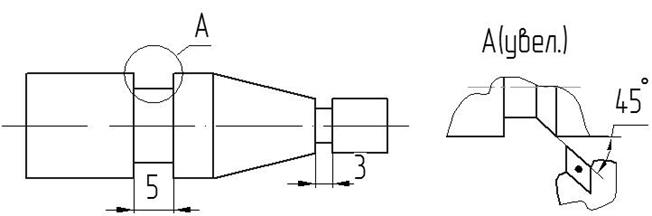
Требования технологичности, предъявляемые к детали для станков с ЧПУ Технологичными являются детали, обрабатываемые в непрерывном цикле, желательно за один установ с имеющимися на цикле интерполятором Если обрабатываемая деталь на станке с ЧПУ производится без автоматической загрузки заготовок, то время обработки должно быть не менее 0, 1 часа(6 минут), чтобы организовать многостаночное обслуживание. Максимальная длина расточки отверстия на станке с ЧПУ≤ 350 мм.
(если с поворотом стола то А=2А1 =А1+А2)
Зеркальные детали левые и правые должны иметь одинаковую простановку размеров от осей симметрии, чтобы обработать по одной УП.
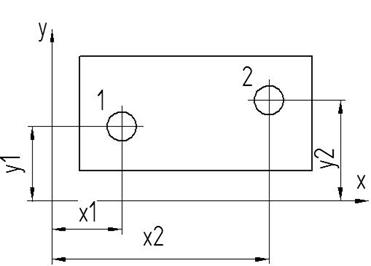
2 этап - технологический контроль чертежей Требования к рабочим чертежам деталей, обработанных на станках с ЧПУ, остаются теми же, что и для обычных деталей. Однако для уменьшения пересчета размеров при программировании и облегчения программирования, размеры удобней задавать координатным способом. 3 этап - выбор заготовок Так как станки с ЧПУ обеспечивают достаточно высокую точность размеров, необходимо применять заготовки, полученные прогрессивным способом. Это позволит уменьшить число переходов и увеличить КИМ.
4 этап - проектирование маршрутного ТП Особенности ТП обработки деталей для станков с ЧПУ: Проектирование ТП обработки деталей для станков с ЧПУ, по сравнению с обычными ТП, отличаются более высоким качеством проектирования: 1. точность формообразования деталей обеспечивается на стадии подготовки УП 2. стоимость подготовки программ и стоимость станков с ЧПУ велика и их применение требует ТЭ обоснование 3. Высокая трудоемкость нахождения ошибок в УП Цель маршрутного ТП (МТП)-дать общую последовательность в выполнении операций, в том числе и вне станка с ЧПУ. В общем виде МТП может включать следующие стадии: 1. подготовка тех баз непосредственно на станке с ЧПУ(или на универсальных станках) 2. непосредственно обработка деталей на станках с ЧПУ 3. доработка деталей( слесарным путем или на универсальных станках в случае если детали требуют ТО( закалка, искусственное старение, ХТО). ТП разделяют на 2 стадии: – до ТО – после ТО При проектировании МТП необходимо руководствоваться следующими принципами: 1. разделение мех. обработки на стадии (предварительную и окончательную) 2. концентрация и дифферентация переходов и операций 3. обработка на первой операции наиболее ответственных базовых поверхностей заготовок, определяющих точность деталей в узле 4. выбор оптимальной схемы базирования 5. максимальная производительность и экономичность обработки Производительность (количество деталей в единицу времени):
6. соблюдение охраны труда и технику безопасности работы оператора, а также охрану окружающей среды. При проектировании МТП весьма важно выбрать схему установки заготовок на 1 операции и определить последовательность обработки заготовки по зонам. Схему базирования на первой операции выбирают обычно, исходя из удобства базирования заготовок и распределить максимальное количество обрабатываемых поверхностей для обработки за один установ. Если не удается закончить обработку за 1 операцию, то подготавливаются на 1 тех. операции ТБ, за 2 операцию завершают обработки заготовки(принцип единства и постоянства).
5 этап - проектирование операционного ТП (ОТП) Проектирование ОТП для станков с ЧПУ отличается детализацией проработки всех операций, включая основные (рабочие) переходы и вспомогательные ходы. ОТП устанавливает вид оборудования, состав РИ, мерительный и вспомогательный инструмент, режимы резания, штучное и вспомогательное время, т.е. определяется вся структура и порядок выполнения операций. При разработке ОТП дополнительно вводится этап обработки деталей по конструктивным зонам (зона наружный, зона внутренних поверхностей, зона окончательная, ребер, пазов…)
Последовательность переходов по зонам зависит от: - метода получения заготовок - жесткости заготовок - конфигурации заготовок - материала заготовок Определения количества переходов по каждой зоне определяется в зависимости от вышеуказанных причин, но главным образом от допуска на выдерживаемый размер, допуска на взаимное расположение поверхностей и от качества поверхностного слоя.
Оформление технологических документов Разработка, комплектность технологических документов согласовано ГОСТ 3.1404.-86 1. Основные документы: - КТП (карта ТП) - ОК (операционная карта) - КЭ (карта эскизов) - КН/П (карта наладки приспособлений) - ККИ (карта кодирования информации) 2. Вспомогательные документы: - ВОД (ведомость обрабатываемых деталей) - КЗ/П (карта заказа УП)
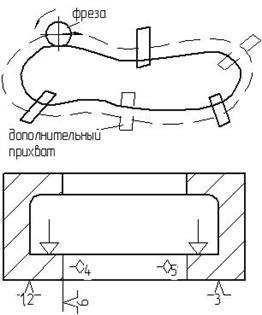
Проектирование фрезерной операции, выполняемой на станках с ЧПУ Заготовкой может быть деталь, полученная литьем, сваркой или др. методами или же заготовка пришедшая с предыдущей операции. 1. Выбор схемы базирования и закрепления заготовки Требования к ТБ при выборе схемы базирования остаются теми же, что и для обычных фрезерных станков. Специфичным является: - оси симметрии заготовки должны совпадать с осями координат станка (или быть параллельным). - исходная точка обработки должна находиться в определенном месте системы координат станка. Основными схемами базирования заготовок на фрезерной операции являются: - базирование в координатный угол (черновые базы обычно)
- по плоскости и двум отверстиям (чистые базы). В тех случаях, когда в заготовках отсутствует явная направляющая ТБ используется операция разметки. Если риска наносится на необработанную поверхность, то точность разметки 0, 5…0, 6 мм на 1000 мм длины. Разметку делать нежелательно, т.к. это трудоемкая операция. Либо же делают искусственные ТБ:
Заготовки, требующие обработку по наружному контуру, как правило, должны быть открытыми. Поэтому нужно выбирать с учетом этого необходимую схему базирования:
- произвести перезакрепление прихватов (только после перезакрепления дополнительных, чтобы не произошло полного раскрепления заготовки).
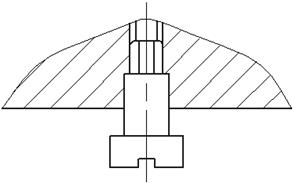
-в случае, когда не имеет внутри поверхностей, а треб. всего внешнего контура, делают установочные и крепежные отверстия в нижней части корпусных деталей.
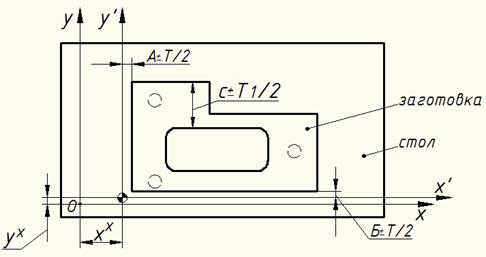
2. Выбор исходной точки
x*, y* - расстояние смещения нуля.
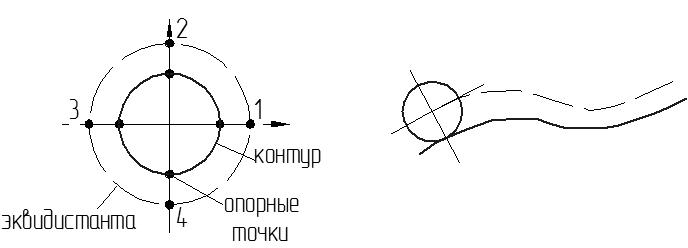
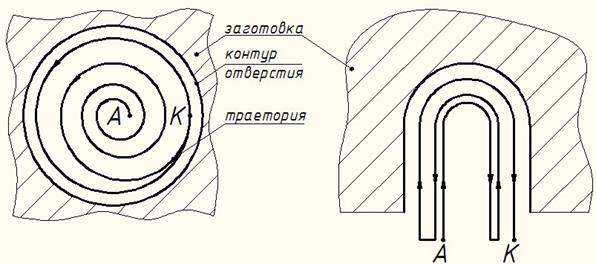
Исходную точку выбирают исходя из следующих соображений: 1. подход к заготовке из этой точки и выход после обработки РИ в эту точку должен производится по min расстоянию 2. врезание РИ в заготовку из этой точки должно происходить по касательной или близко к ней, особенно для чистовых переходов, чтобы исключить зарезы 3. в исходной точке оператор должен хорошо просматривать заготовку. Она не должна мешать контролю размеров заготовки и не мешать оператору при закреплению заготовок 4. исходная точка должна быть жестко связна жесткими размерами с ТБ Допуски на размеры А и Б назначаются: -для чистых баз: -для черных баз: 3. Выбор РИ Для фрезерных станков с ЧПУ при обработке заготовок обычно используют стандартный РИ, в первую очередь калиброванные по наружному диаметру, концевая лево или праворежущая фреза. Торцовые фрезы применяются также при обработке плоскостей. Диаметр фрезы выбирается по паспорту станка. В отдельных случаях проектируют специальный РИ. 4. Проектирование переходов - определение состава переходов на данной операции - расчет траектории движения РИ по каждому переходу Чтобы рассчитать траекторию, необходимо определить координату опорных точек. Переходы, выполняемые на фрезерной операции, разделяются на: - предварительные (черновые, получистовые) - окончательные (чистовые) Черновые переходы связаны с большим съемом припуска и подготовке равномерность припуска под отделочную обработку. В зависимости от выполнения съема металла, различают рабочие и вспомогательные хода РИ:
Траектория рабочих ходов РИ: 1. архимедова спираль с эквидистантными проходами:
2. ленточная спираль с эквидистантными проходами:
3.
Траектория вспомогательных ходов РИ 1. подход- отход к заготовке: z - припуск
На участке Вп (подхода) со скоростью х.х РИ тормозится практически до нуля или до Sраб. Для криволинейных участков(по R, эллипсу, …) врезание должно осуществляться по радиусу, который определяется из соотношения снимаемого припуска и длины врезания РИ
Проектирование токарной операции, выполняемой на станках с ЧПУ 1. требования к заготовкам - твердость заготовок должна находится в определенном диапазоне (±5 ед) - заготовки, обрабатываемые на токарных станках для будущих деталей, должны иметь сложную форму - квалитет точности обрабатываемых деталей на токарном станке должен соответствовать квалитету точности МРС базовые поверхности (торец или шейка вала) должны быть при базировании гладкими, ровными число станков с ЧПУ должно быть меньше по сравнению с обработкой детали на универсальном оборудовании. 2. выбор схемы установки заготовок
Структуры ГПС Структуры ГПС являются инструментом проектирования ГПС и служат для расчета ГПС. По функционально-целевому назначению структуры ГПС делятся:
® ПС определяет состав операций, а, следовательно, состав МТП (маршрутного технологического процесса) по обработки конкретного изделия. ® ТС определяет состав технологического оборудования. Между ПС и ТС имеются только горизонтальные связи (функциональные, технологические связи и д.р.) ® КС определяет состав вспомогательного оборудования и его взаимосвязь с основным технологическим оборудованием. ® ИУС – система обеспечения управления ГПС. Управление происходит материальными потоками (поток заготовок, готовых изделий, РИ) и информационными потоками. Между КС и ИУС есть как горизонтальные, так и вертикальные связи. ИУС работает по иерархической системе управления. Задача ПТС – определить состав основного технологического оборудования и его технологические возможности. ПТС характеризуется ПТ Потенциалом, под которым понимается совокупность производительностей при изготовлении n – групп деталей или k–х деталей на данной ГПС, а также их технологические возможности.
где n – число конструктивно-технологических групп; k – k-ая деталь группы; Р – потенциал;
КТ.И. – коэффициент технического использования;
ОТС – ее задачей является определение состава вспомогательного оборудования и расчет площадей, необходимых для размещения основного и вспомогательного оборудования ГПС. ОТС характеризуется ОТ Потенциалом, определяющим степень автоматизации будущей ГПС и ее универсальность.
где n – число групп, которые можно обработать на данной ГПС; А – коэффициент, определяющий степень механизации ГПС в ТС;
где Ко – капитальные затраты на основное технологическое оборудование; Сзп – затраты на ЗП всех рабочих в ГПС; Ен – нормативный коэффициент, Ен = 0, 6…0, 9; Т.к. основу любой ГПС составляет выбор ПТС, в которой в основном ~50% стоимости составляет технологическое оборудование, поэтому выбор любой ГПС уже определяется стоимостью технологического оборудования. ГПС: 50% – технологическое оборудование; 25% – технологическая оснастка (РИ, приспособления, …) 15% – транспортные системы; 10% – ЭВМ, управление структуры. Целевой функцией при ТЭО выбора ПТС являются превентивные затраты по тому или иному варианту ГПС. Зп =Сз + Ен·Ко, где Сз – себестоимость (технологическая) изготовления продукции в ГПС, Ен – нормативный коэффициент, Ен = 0, 15, Ко – капитальные затраты на оборудование. Для малолюдной технологии критерием является приведенные народно-хозяйственных затраты: Зп.н =Сз + Ен·Ко+ Еп·H·L; где Еп – нормативный коэффициент использования трудовых резервов; H – ЗП одного высвобожденного рабочего;
М – число МТП для той или иной структуры ГПС.
Основные характеристики ГПС Характеристики ГПС используются при организационно-технологическом проектировании ГПС, а также при оценке качества эксплуатации объекта ГПС. данные характеристики обычно используются для разработки ТЗ на проектирование ГПС. Основными характеристиками являются: 1. Продукция (тип, номенклатура, серийность (партия запуска, % обновления начинки деталей в ГПС)). 2. Производительность ГПС. 3. Гибкость ГПС. 4. Надежность ГПС. 5. Масштаб ГПС (по количеству технологического оборудования: 2-3 МРС – низкая ГПС; 4-6 МРС – средняя ГПС; 7-13 МРС – высокая ГПС. 6. Уровень автоматизации (1, 2, 3 (смотреть классификацию ГПС)). 7. Технологические возможности ГПС (состав операций, качество обработанных деталей). 8. Безопасность. 9. Эксплуатационные характеристики (режим работы ГПС, численность работающих в ГПС, занимаемая площадь ГПС, продолжительность работы в автоматическом режиме, и т.д.)
Производительность ГПС – продолжительность производственного цикла (чем ‹, тем ›). Цикловая производительность:
Технологическая производительность: Если Тв = 0, то:
Фактическая производительность:
где h – коэффициент использования ГПС. При h=0, 7 – простой ГПС = 30%.
где å tn – сумма простоев, мин;
Производительность можно увеличить, если: уменьшить То, Тв, å tn; применять высокопроизводительное оборудование; автоматизировать; организационными путями; применять перспективный РИ. В ГПС синхронизация операций обработки деталей базируется на теории расписаний. Гибкость ГПС – реакция ГПС на изменение номенклатуры обрабатываемых деталей на данной ГПС. ГОСТ не устанавливает требований к терминам «гибкость». В общем случае, гибкость ГПС характеризуется несколькими свойствами (формами) гибкости: 1. Технологическая гибкость. 2. Техническая гибкость. 3. Структурная гибкость. 4. Организационная гибкость. Технологическая гибкость характеризует возможность ГПС подстраиваться на изготовление новой номенклатуры обрабатываемых деталей ? или с минимальной переналадкой оборудования. Она характеризуется индексом гибкости: FMS « ГПС
где K – % обновления деталей на ГПС (в год или период); N – программа (партия) обработанных деталей; n – типовая партия запуска деталей. Техническая гибкость характеризует скорость перехода ГПС на изготовление новой продукции, т.е. оценивает потери времени при переналадке.
где То – основное время; Тв – вспомогательное время; Со – стоимость переналадка основного оборудования; Св – стоимость переналадка вспомогательного оборудования. Структурная гибкость характеризует возможность ГПС перестраиваться по модульному принципу, т.е. можно добавить оборудование и нарастить ГПС; изменить маршрут движения заготовки. Организационная гибкость характеризуется организационно-технической структурой ГПС. Задача проектировщика – обеспечить максимальную загрузку оборудования и минимальную производственный цикл. Различают 2 принципа: 1. Предметный – рассчитан на выпускаемую продукцию. 2. Технологический. Если используется 1-ый принцип, то получаем увеличенную загрузку оборудования, снижаются заделы, но при этом повышается качество МРС. По 2-му принципу обеспечиваем максимальную производительность, уменьшаем количество людей, но не обеспечивают приемлемую загрузку. Для ГПС – второй принцип при условии, чтобы увеличить уровень загрузки надо использовать ЭВМ для диспетчеризации и планирования на данной ГПС. Загрузка ГПС: Кз = 0, 7 – нормальная; Кз = 0, 75…0, 8 – оптимальная; Кз = 0, 85 – предельная; Гибкость ГПС – свойство ГПС переходить из одного состояния в другое, при определенных технологических возможностях оборудования, на выпуск новой продукции или осуществлять новую функцию. Надежность ГПС – имеет большое значение на всех этапах производства. ~15-20 % эффективного фонда оборудования – простои (отказы) основного или вспомогательного оборудования. В соответствии с ГОСТ 26.228-90, надежность ГПС оценивается коэффициентом технического использования:
где Тo i – время наработки основного технологического оборудования до отказа при выполнении i – го задания; Тв i – время, связанное с ремонтом или восстановлением вспомогательного оборудования при выполнении i – го задания; Торг.Т. i – время на обслуживание основного и вспомогательного оборудования. Данный коэффициент используется при проектировании ГПС. Надежность ГПС определяется следующими методами: - Расчетный; - Экспериментальный; - Экспериментально-расчетный. На стадии проектирования используется расчетный метод, который может быть успешно реализован моделированием на ЭВМ. При сдаче ГПС в эксплуатацию, а также при ее эксплуатации используется экспериментальный метод; проводят 20-30 испытаний по выпускаемой продукции и фиксируют выход основного оборудования из строя, вспомогательное оборудование и по организационно-техническим причинам. Далее определяют коэффициент КТ.И.: КТ.И. экспер: ³ [КТ.И.: ]ТЗ
ТПП обработки деталей в ГПС Технологическое проектирование ГПС начинается с проектирования производственно-технологической структуры (ПТС), а заканчивается организационно-технической (ОТС). ТПП включает в себя следующие этапы: 1. Определение номенклатуры обрабатываемых деталей в ГПС с учетом организационно-технических требований и требований технологичности деталей не обрабатываемых в ГПС. Классификация и группирование деталей. Определение оптимальной партии деталей для обработки в ГПС. 2. Отработка деталей на технологичность. 3. Выбор метода получения заготовок (проектирования заготовок). 4. Проектирование оптимальных (групповых) маршрутов, и операций ТП обработки деталей. 5. Выбор оптимального состава основного технологического оборудования. Разработка ТЗ на проектирование технологической оснастки. 6. Разработка УП (на каждую деталь не менее двух). 7. Определение оптимального уровня автоматизации ГПС. 8. Выбор системы обеспечения функционирования ГПС, АТСС, САК, СУО, ОТУ, …, средств контроля и диагностики. 9. Разработка вопросов организации ГПС и управления ГПС ( расчет грузопотоков, материалов, и информации, … потоков, …). 10. Оформление технологической документации.
Отработка деталей на технологичность, требования к деталям, получение заготовки и обработка деталей на станках с ЧПУ (смотри учебное пособие – «Проектирование ТП обработки деталей для ГПС»).
Особенностью ТПП является пример АСТПП в ГПС используемые групповые ТП. В ГПС используют оптимальный ТП, который характеризуется следующим: 1. Безусловное обеспечение ТП заданной производительности, качества (линейных размеров, точности взаимного расположения, качества поверхностного слоя). 2. Запас точности ТП в ГПС ≥ 1, 25…1, 3. 3. Многообразие реализуемых маршрутов обработки для обработки каждой детали группы. 4. Обеспечение единства базирования деталей в ТП. 5. Минимальные затраты на ТО (режущий, мерительный, вспомогательный инструменты, приспособления, …). 6. Минимальные затраты времени на переналадку и простои оборудования. 7. Максимальное время работы в автоматическом режиме.
Особенностью группового ТП для ГПС, в отличии от универсальных станков является: - Отсутствие жестких требований по конструированию технического подобию деталей. Популярное:
|
Последнее изменение этой страницы: 2016-07-13; Просмотров: 1258; Нарушение авторского права страницы

 Дискретность перемещения – то минимальное перемещение или минимальный угол поворота рабочего органа станка за 1 импульс электрического тока.
Дискретность перемещения – то минимальное перемещение или минимальный угол поворота рабочего органа станка за 1 импульс электрического тока.



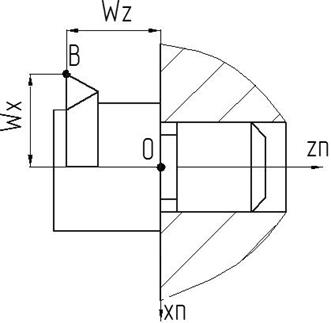
 -настроечные размеры РИ. Вносится как const в память УЧПУ станка по каждому РИ.
-настроечные размеры РИ. Вносится как const в память УЧПУ станка по каждому РИ.
 по каждому РИ также вводится в память УЧПУ станка
по каждому РИ также вводится в память УЧПУ станка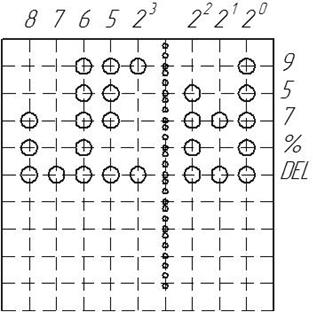
 Для фрезерно–сверлильно –расточных работ в детали для обработки их на станках с ЧПУ надо унифицировать диаметральные и линейные размеры.
Для фрезерно–сверлильно –расточных работ в детали для обработки их на станках с ЧПУ надо унифицировать диаметральные и линейные размеры.

 - суточное задание, шт.
- суточное задание, шт.
 - штучное время обработки, мин.
- штучное время обработки, мин.

 ;
;  ;
;  ,
,  - число проходов РИ
- число проходов РИ





 типа «строка» (ленточная спираль с неэквидистантными проходами):
типа «строка» (ленточная спираль с неэквидистантными проходами): 



 – производительность Д1-детали:
– производительность Д1-детали:  /за 1 час/
/за 1 час/ /годовая/
/годовая/

 L – число высвобожденных рабочих.
L – число высвобожденных рабочих.






