|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Проектирование операционного ТП (ОТП) ⇐ ПредыдущаяСтр 6 из 6
Особенностью ОТП для ГПС является обеспечение повышение производительности при повышении надежности заготовок, в т.ч. и тех заготовок, которые будут по проценту обновления на линии. Проектирование ОТП включает следующие этапы: 1. Определение структуры операций, порядок выполнения которых установлен ранее МТП. 2. Уточнение полных переходов обработки каждой обрабатываемой поверхности заготовки, последовательность их выполнения и составление переходов по каждой операции. 3. Выбирают тип оборудования, а далее – ножика РИ, мерительного инструмента и ВИ для каждого перехода. 4. Исключают из выбранной номенклатуры повторяющиеся РИ. 5. Объединяют РИ одного назначения, совмещают переходы выполняемые одинаковыми РИ. 6. Оптимизируют режимы резания для каждого РИ на каждой операции. Рассчитывают межоперационные припуски. 7. Проектируют траекторию движения РИ по каждому переходу в операции. 8. Разрабатывают УП для программируемого оборудования. 9. Нормируют операции, рассчитывают трудоемкость операций, вносят коррекцию в отдельные операции. 10. Оформляют технологическую документацию. После проектирования операций разрабатывают ТЗ на проектирование специальной оснастки и МРС. Расчет трудоемкости (Т) операций производится после нормировки операций.
Nк - программа k-той группы деталей, Тшт.ki – штучное- время i-той детали k-той группы. Расчетное число станков:
Фд.о. – фонд времени работы оборудования, Кз – коэффициент загрузки,
Выбор оборудования После расчета трудоемкости выполнения операций, формирования их структуры, производственных уточнений производят выбор технологического оборудования. Выбор оборудования производят с учетом следующих требований: 1. Технологические требования (габариты, масса заготовки, точность размеров). 2. Планово-организационные требования (программа выпуска, партия запуска, срок изготовления). 3. Функциональные требования (модульность, гибкость, надежность оборудования, возможность сопряжения со щитом управления более высокого ранга, возможность использования универсальной технологической оснастки). Исходными данными для выбора оборудования являются: - наименование операции и составление переходов на данной операции; - входные данные о заготовке и выходные данные о готовой детали; - планово-экономические требования. Рассмотрим выбор оборудования на примере обработки групповых операций ТП тех деталей: Ф1, С2, Р3 – название операций (фрезерование, сверление, расточная); индексы обозначают взаимозаменяемое оборудование.
МЦС1 МЦС3 МЦС5 (ГПМ1) МЦС1 МЦС4
МЦС5 + МЦС4=> МЦС4 (ГПМ1)
На 1 этапе – для обработки 3-х деталей необходимо оборудование 5-ти типов (без моделей). В случае, если МЦС1 недогружен, можно разъединить станки Ф1 и С2. На 2 этапе – после выбора типа оборудования уточняется модель станка по каждой операции. На 3 этапе – под выбранные модели МРС рассчитывают по критерию приведённых затрат ЗП, выбирают наиболее экономический станок по каждой операции. Исходя из коэффициента загрузки оборудования (К3=0, 7…0, 8) выбирают количество станков по каждой операции.
Проектирование ТП для жестких АЛ Проектирование ТП для АЛ крупносерийного и массового производства включает те же этапы разработки, что и для единичных ТП. При разработке ТП для АЛ специфичными вопросами являются: 1. Выбор структуры АЛ и расчленение её на участки. 2. Расчёт вместимости промежуточных накопителей. 3. Установление концентрации технологических переходов по каждой операции (станции, позиции). 4. Установление концентрации периода групповой смены РИ (1/2 смены, смен, ….)
Обработка на технологичность ( базы, унификация размеров, …)
Технологические базы и их выбор Подготовку ТБ выполняют вне АЛ. Назначение режимов резания Режимы резания уменьшаются на (10…30)% от табличных (для универсальных МРС), и в то же время режимами резания можно регулировать такт, при этом необходимо повысить стойкость РИ. Запас точности, надёжности ТП в АЛ должен быть ≥ (1, 2…..1, 25). { Маталин « ТМ » } При разработке единичных ТП желательно использовать типовые ТП.
ПРАКТИКА
Разработка УП для токарных станков с ЧПУ
Применяем штучную заготовку. т.к. из прутка нельзя из-за малого диаметра шпинделя станка – диаметр 55мм. Отрезаем из прутка – диаметр 60 мм. Операция токарная с ЧПУ: Выбираем схему установки заготовки. Переносим ось Х на торец готовой детали(правый). Вылет проходного РИ считаем больше канавочного и исходную точку выбираем по проходному резцу.
Составляем расчетно- технологическую карту
УП имеет вид: % N001 F015 S2 330 T1 N002 X66 Z3 E N003 X54 Z2 M08 N004 V6 W0 ……………………… N016 X40 Z-2 N017 Z-33 N018 X55 N019 X60 Z-73 M09 N020 X66 Z3 E N021 M02
Цикловая УП: N003 L08 A1 P3 N004 X40 C2 N005 Z-33
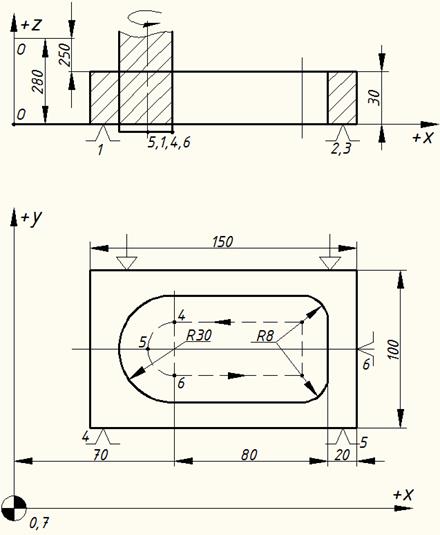
ПРАКТИКА
Сталь 45
6Р11Ф3-01
Для фрезерования в сплошном материале необходимо просверлить отверстия для ввода концевой фрезы (~ Ø 18)
Р6М5 – фреза концевая Ø 16 мм. V = 30 м/мин. n = 600 об/мин. Sz = 0, 02 мм. Примем, что по паспорту станка n = 500 об/мин. z = 4
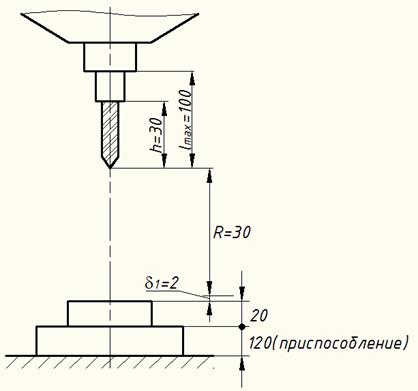
Практика Подготовка УП для сверлильного станка с ЧПУ Сталь 45; Ra3.2
% : 001 G81 T01 S10 F14 L01 M08 R 000000 Z+000500 X000000 Y 000000 ПС № 002 Х+002500 ПС № 003 Х 000000 Y-002500 ПС № 004 Х-002500 Y 000000 ПС № 005 Х 000000 Y+002500 № 006 G91 M09 ПС : 007 G81 T02 S04 F12 L03 M08 R000000 Z+002800 X 000000 Y 000000 ПС
J Популярное:
|
Последнее изменение этой страницы: 2016-07-13; Просмотров: 687; Нарушение авторского права страницы
 ;
;  ;
; 

 Сталь 45; партия 30 шт.
Сталь 45; партия 30 шт.