|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
АВТОМАТИЗАЦИЯ ПРОЦЕССОВ ПРОИЗВОДСТВА И ПЕРЕРАБОТКИ КОРМОВ
2.5.1. ОБЩИЕ СВЕДЕНИЯ
Прочная кормовая база — основа увеличения продукции животноводства (Ж). Используемые в Ж корма могут быть классифицированы на три группы: 1. связанные с происхождением корма (растительные, животные и минеральные); 2. зависящие от свойств и состава корма (грубые, сочные, зеленые и концентрированные) 3. кормовые добавки. Корма растительного происхождения - грубые (сено, солома и др.), сочные (силос, корнеклубнеплоды), зеленые (трава, ботва кормовых культур), искусственной сушки (травяная мука), концентрированные (зерно, комбикорм, отходы пищевых производств и др.). Корма животного происхождения — рыбная и мясокостная мука, сухое обезжиренное молоко и отходы промышленности. Корма минерального происхождения: соль, известь, мел и кормовые фосфаты. К кормовым добавкам относятся специальные обогатительные смеси — премиксы и белково-витаминные минеральные добавки. Наиболее ценный вид корма — комбикорм, т. е. кормовая смесь, в состав которой входят разные сухие кормовые продукты. Сбалансированные по питательным веществам и обогащенные витаминами, микроэлементами и другими стимулирующими добавками комбикорма увеличивают продуктивность животных до 30%. Достаточно сложное производство комбикормов может быть организовано не только на специализированных комбикормовых заводах, но и в условиях отдельных хозяйств с помощью специально выпускаемого для этих целей автоматизированного комплектного оборудования. Эффективность использования корма определяется способом его обработки. Основной способ обработки — механический (резанием, ударом, давлением), но применяют также тепловую, химическую и биохимическую обработки. Промышленность выпускает большое количество отдельных агрегатов и поточных линий для обработки кормов. Наиболее эффективные способы консервирования зеленых кормов — сушка, гранулирование и брикетирование. Досушивание сена методом активного вентилирования снижает его влажность с 40…50 до 17 % за счет вентиляции атмосферным воздухом на открытых площадках и в хранилищах. Эта операция позволяет сохранить в корме в 10…20 раз больше каротина и в 2…3 раза больше протеина, чем при обычной воздушной сушке. Подвяленную в поле сенную массу укладывают в скирду специального воздухораспределительного канала, к которому подключают осевой вентилятор. Схема управления установкой предусматривает непрерывную работу вентилятора в течение первых суток. В дальнейшем установку вводят в работу автоматически при повышении влажности воздуха до 85 %. Влажность воздуха контролируют простейшим волосным влагорегулятором типа ВДК. Весь процесс сушки длится двое-трое суток.
2.5.2. АВТОМАТИЗАЦИЯ АГРЕГАТОВ ДЛЯ ПРИГОТОВЛЕНИЯ ТРАВЯНОЙ МУКИ
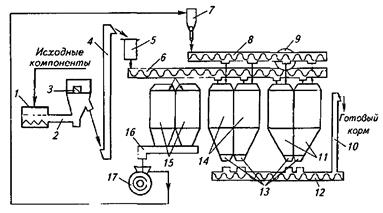
Агрегаты для приготовления травяной витаминной муки сушат траву (измельченную при скашивании силосоуборочным комбайном) и другие материалы (жом, листья, хвою, зерно), превращая их в муку. В хозяйствах нашей страны эксплуатируют несколько типов агрегатов витаминной муки (АВМ) производительностью 0, 4…3 т/ч. Такие установки отличаются высокой энергоемкостью (210…300 кг жидкого топлива и 120…150 кВт·ч электроэнергии на каждую тонну муки). Вследствие этого автоматизация технологических процессов позволяет получить травяную муку высокого качества и снизить удельный расход энергии на ее производство. Рассмотрим принцип действия технологической и принципиальной электрической схем агрегата на примере АВМ-1, 5 (рисунок 1, а). Жидкое топливо подается насосом 1 и впрыскивается форсункой 2 в камеру газификации топки 3 под давлением 1, 2 МПа. Сюда же поступает воздух от вентилятора 21. Смесь воздуха и топлива воспламеняется от искры, создаваемой трансформатором зажигания 20. Топочные газы, перемешиваясь с воздухом и травяной сечкой, засасываемыми вентилятором 8 циклона 7 сухой массы, образуют теплоноситель температурой 250…300 °С при получении зернофуражной муки и до 900 °С при сушке травяной муки. Сушильный барабан 6 загружают через горловину при помощи конвейерных транспортеров 4 и 5.
Рисунок 1 - Технологическая (а), принципиальные электрические схемы управления механизмами (б) и сушилкой (в) и временная диаграмма (г) работы АВМ-1, 5: 1 - насос; 2 - форсунка; 3 - топка; 4, 5 - конвейерные транспортеры; 6 - сушильный барабан; 7 - циклон; 8, 10, 21 — вентиляторы; 9 - термодатчик; 11 - датчик уровня; 12 - циклон-охладитель; 13 - выгрузные люки; 14 - шнек-дозатор; 15 - дробилка; 16 - камнеуловитель; 17 - дозатор; 18 - ролики; 19 - фотодатчик; 20 – тран-ор зажигания
Сушильный барабан, состоящий из соединенных в одно целое трех концентрических цилиндров, вращается на роликах 18 при помощи электропривода М3. К внутренней части каждого цилиндра приварены лопасти для ворошения и перемещения высушиваемой массы в потоке теплоносителя. В циклоне 7 происходит отделение высушенной массы от потока топочных газов. Температура выбрасываемых газов контролируется датчиком 9. Высушенная масса дозатором 17 подается в дробилку 15. По пути под действием центробежных сил от нее отделяются в камнеуловителе 16 твердые включения (камни, металлические предметы). Дробилка превращает высушенную массу в муку, которая вентилятором 10 засасывается в циклон-охладитель 12. Из циклона шнек-дозатор 14 направляет муку к выгрузным люкам 13, у которых прикреплены мешки. Наличие пламени контролирует фотодатчик 19, температуры — термодатчик 9, предельного уровня муки в циклоне-охладителе — датчик уровня 11. Пуск и останов агрегата типа АВМ иллюстрируется временнó й диаграммой (рисунок 1, г). Переключателем SA (рисунок 1, б, в) вначале подают звуковой сигнал НА, а затем включают реле KV1. Кнопками «Пуск» SB3…SB19 поочередно включают электродвигатели установок в последовательности, обратной технологическому потоку: двигатель М10 шнека-дозатора 14, двигатель М9 вентилятора циклона-охладителя 12, двигатели М7 и М8 дробилок 15, двигатели М5 и М6 дозаторов 17 циклонов сухой массы (на рисунок 1, а показаны только один циклон 7 и одна дробилка 15), двигатель М4 вентилятора 8, двигатель М3 сушильного барабана 6, двигатель Ml2 вентилятора 21 топки. Чтобы зажечь в топке факел, необходимо вручную открыть вентиль на баллоне со сжиженным газом и, нажав кнопку SB22, запустить двигатель М11 топливного насоса. При этом блок-контакты КМ11: 2 магнитного пускателя включают трансформатор зажигания TV и реле выдержки времени КТ. При зажженном газовом факеле открывают кран топлива и зажигают основной факел. После этого замыкается контакт датчика BL контроля пламени. При невозможности розжига топки (нет пламени) реле КТ при помощи реле KV2 отключает с выдержкой времени двигатель М11 топливного насоса и трансформатор зажигания TV. При успешном розжиге через некоторое время, когда прогреется топка, включают двигатели М2 и M1 конвейеров подачи сырой массы в топку. Для экстренного отключения всех механизмов нажимают кнопку SB1. Автоматически они отключаются датчиком SL предельного уровня травяной муки в циклоне-охладителе 12. В нормальных условиях агрегат останавливают в обратной последовательности кнопками SB24, SB22, SB16…SB2. Двигатели M12 и М4 вентиляторов топки и циклона 7 оставляют включенными до полного остывания топки, а затем отключают кнопками SB18 и SB14. Процесс сушки ограничен только управлением температуры. Температуру теплоносителя на входе устройства регулируют по температуре газов на выходе из циклона 7, изменяя подачу топлива к форсунке. При увеличении температуры газов переключаются контакты датчика температуры ВК (рисунок 2), которые включают реле KV2 и электромагнит УА вентиля 1, установленного на обратном трубопроводе.
Рисунок 2 - Технологическая (а) и принципиальная электрическая (б) схемы управления температурой топлива и теплоносителя: 1 - вентиль; 2 - насос; 3 – форсунка
Вентиль 1 открывается, и часть топлива, засасываясь насосом 2 через вентиль обратно, не попадает в форсунку 3. Интенсивность горения уменьшается, и температура снижается до минимального значения, при котором контакты термодатчика ВК возвращаются в исходное положение и при помощи реле KV1 отключают электромагнит УА через реле KV2. Теперь все топливо проходит через форсунку. Температура увеличивается. Из-за инерционности термодатчика и транспортного запаздывания часто наблюдается пересушивание травяной муки, что резко снижает ее кормовые показатели. Вследствие этого необходимо создать работоспособную систему управления не только температурой, но и влажностью травяной муки на выходе. Температура топлива, подаваемого насосом в топку, поддерживается на уровне 75°С при помощи термодатчика SK, управляющего электромагнитным пускателем КМ электронагревателя ЕК. Давление топлива перед форсункой контролируется манометром Р. В схемах управления предусмотрены световая сигнализация о работе всех механизмов и общая аварийная звуковая сигнализация. 2.5.3. АВТОМАТИЗАЦИЯ ПРОЦЕССА ГРАНУЛИРОВАНИЯ И БРИКЕТИРОВАНИЯ КОРМОВ
Технологический процесс прессования и гранулирования кормов имеет высокую степень автоматизации. Прессование кормов необходимо для улучшения их транспортабельности, снижения стоимости перевозок и объема складских помещений, обеспечения лучшей сохранности и поедаемости кормов животными.
Рисунок 3 - Технологическая схема процесса прессования кормов оборудованием типа ОПК 1 - бак; 2 - шнековый транспортер; 3 - дозатор; 4 - бункер; 5, 8 - транспортеры; 6, 9, 11 - вентиляторы; 7, 10 - циклоны; 12 - шлюзовой затвор; 13 - заборник; 14, 16 - камеры соответственно предварительного и окончательного сортирования; 15 – охладительная колонка; 17 - вибратор-выгружатель; 18 - нория; 19 - ленточный транспортер; 20 - пресс; 21 - паропровод; 22 - смеситель-питатель
Наиболее совершенные способы прессования — брикетирование и гранулирование, обеспечивающие наиболее высокую степень уплотнения. Брикеты размером от 30x30 до 100х100 мм и длиной 20…200 мм получают из сечки стебельчатых кормов длиной 5…50 мм, гранулы в форме цилиндра диаметром 5…15 мм и длиной 10…30 мм готовят из комбикорма, дерти и травяной муки. Процесс прессования кормов состоит из трех основных операций: кондиционирования сырья, его прессования и охлаждения готовых брикетов или гранул. Кондиционирование включает в себя операции дозирования корма, воды, пара или связующих веществ (мелассы, жиров) и смешивание их между собой с целью повышения прочности брикетов или гранул и равномерного распределения в них исходного сырья. В процессе прессования в специальных матрицах исходный материал разогревается. После выхода готовых брикетов или гранул из пресса их охлаждают, чтобы привести в тепловое равновесие с окружающей средой и снять внутренние остаточные механические напряжения. Для гранулирования кормов используют смесители-грануляторы производительностью до 100 т в сутки, грануляторы типа ОГМ производительностью от 0, 8 до 10 т/ч и оборудование для производства амидно-концентратных добавок АКД (75% комбикорма, 20% карбамида, 5% бентонита натрия) производительностью до 20 т в смену. Применяют также универсальное оборудование прессования кормов типа ОПК производительностью 2 т/ч, предназначенное для гранулирования и брикетирования комбикормов, травяной муки, сечки травы и кормовых смесей. Технологическая схема прессования кормов при помощи оборудования ОПК показана на рисунке 3. Гранулируемый корм горизонтальным шнековым транспортером 2 и вертикальным шнеком загружается в накопительный бункер 4, из которого дозатором 3 выводится в смеситель-питатель 22 пресса 20. Одновременно в корм вводятся или вода (через дозатор 3 из бака 1) или пар (через смеситель 22 из паропровода 2). Увлажненный корм непрерывно вводится в пресс 20 и продавливается в радиальные отверстия кольцевой неподвижной матрицы, формируя гранулы. Выдавливаемые гранулы обламываются вращающимся обламывателем и перемещаются ленточным транспортером 19 и норией 18 через камеру предварительного сортирования 14 в охладительную колонку 15. Гранулы охлаждаются воздухом, засасываемым вентилятором 11. По мере накопления в охладительной колонке 15 гранулы выгружаются вибратором 17 через камеру окончательного сортирования 16 на затаривание. Крошка и несгранулированный корм в камерах 14 и 16 отделяются от гранул воздушным потоком, создаваемым вентилятором 6, и через циклон 7 возвращаются транспортером 5 в бункер 4. При брикетировании корма травяная сечка из сушильного агрегата засасывается вентилятором 9 через заборник 13 и накапливается в циклоне 10, а затем через шлюзовой затвор подается транспортером 5 в смеситель-питатель 22. В этом случае вода вводится в выгрузную горловину транспортера 8. Дальнейший путь брикетов – через пресс и далее аналогичен пути гранул. Неспрессованный корм и крошка возвращаются через циклон 7 на транспортер 8. Через шлюзовой затвор 12 в травяной корм можно добавлять соломенную сечку. При брикетировании кормовых смесей комбикорм подается в пресс транспортером 2, травяная и соломенная сечка — транспортером 8. Электрическая схема управления оборудованием типа ОПК (рисунок 4) предусматривает включение и отключение шестнадцати асинхронных электроприводов механизмов, их защиту и сигнализацию о нормальных и аварийных режимах. Для облегчения пуска двигателя М15 пресса (мощностью 90 кВт) предусмотрено его переключение со схемы «звезда» на схему «треугольник». Суммарная мощность остальных 15 двигателей не превышает 50 кВт. Электродвигатели к сети подключаются автоматами QF1…QF15, цепи управления защищены автоматами SF16 и SF17. Электроприводы пускает и останавливает оператор при помощи кнопочных постов SB1…SB20. Для экстренного отключения всего оборудования предназначена кнопка SB. Режим работы выбирают, устанавливая переключатель SA2 в следующие положения: 1 — «Смеси»— работа всех электродвигателей и брикетирование кормовых смесей; 3 — «Мука» — гранулирование травяной муки или комбикорма. Этим же переключателем переводят схему в режим наладки (на рисунке 4, а цепи переключателя, используемые при наладке, а также цепи сигнализации не показаны).
Рисунок 4 – Принципиальные электрические схемы управления ОПК (а), контроля уровня корма (б). Позиции в колонке справа соответствуют позициям на рисунке 3
Вид уапажнения при прессовании корма выбирают, устанавливая переключатель SA1 (рисунок 4, а) в положение 1 «Вода» или 2 «Пар». Тумблером S и реле KV2 включают и отключают вторичные цепи. Переключателем SА4 или SA6 устанавливают ручной или автоматический режим работы соответственно вибровыгружателя 17 спрессованного корма и вентиля УА3, подающего воду на увлажнение корма до 17 %. Уровень исходного сырья в бункере 4 и готового корма в охладителе 15 контролируется бесконтактными датчиками SL3…SL6 (рисунок 4, б), уровень воды в баке для увлажнения — электродными датчиками верхнего SL1 и нижнего SL2 уровня. Пуск и останов оборудования типа ОПК осуществляет оператор в последовательности, показанной на временной диаграмме рисунка 4, в. Перед пуском включают все автоматы, набирают переключателями SA заданный режим работы отдельных узлов, а затем кнопочными постами поочередно включают агрегаты. Например, при гранулировании корма SA3 ставят в положение 3 «Мука», SA1 в положение 1 «Вода», SA4 и SA6 — в положение A, SA5— в положение В, соответствующее транспортированию крошки транспортером 5 в бункер 4. Включают тумблером S реле KV2, которое запитывает остальные цепи управления и сигнализации. При этом открывается электромагнитный вентиль воды УА3. Затем кнопками SB2, SB4, SB14, SB16, SB8 и SB10 последовательно включают соответственно шнек загрузки 2, вертикальный шнек бункера 4, норию 18 и транспортер брикетов 19, пресс 20, дозатор 3, транспортер 8 крошки, вентилятор 6 сортировки и вентилятор 11 охладителя. Электродвигатель М15 пресса при помощи реле выдержки времени КТ вначале магнитным пускателем КМ 16 включается по схеме «звезда», а затем магнитным пускателем КМ17 переключается на схему «треугольник». Блок-контактами КМ17: 3 и КV3 включается магнитный пускатель КМ14 электропривода обламывателя гранул. После пуска двигателя при помощи заслонки дозатора 3 и вентилей воды вручную устанавливают по амперметру А номинальную загрузку пресса 20. Если по каким-то причинам уровень сырья в бункере 4 превышает заданное значение, то срабатывает датчик уровня SL6 (рисунок 4, б) и выключает реле КV11, которое отключает шнек загрузки 2 При снижении уровня этот же датчик выдаст импульс на повторное включение шнека 2. При заполнении гранулами охладителя срабатывают датчики уровня гранул вначале SL4, а затем SL3. Последний через реле КV8 и KV5 включает привод вибратора-выгружателя 17. Разгрузка гранул вибратором продолжается до снижения уровня гранул, при котором датчик SL4 через реле KV9 отключает вибратор. Уровень воды в баке подерживается при помощи электродных датчиков SL1 и SL2, реле КУ7 и электромагнитного вентиля УА3. Отключают оборудование после закрытия вручную заслонки дозатора 3 и вентиля увлажнителя. Кнопками SB9, SB7, SB15, SB1, SB3, SB19, SB13 отключают соответственно вентилятор охладителя, транспортер крошки и вентилятор сортировки, дозатор, шнек загрузки, шнек бункера, пресс, норию, соблюдая такую последовательность. При брикетировании травяной сечки и кормосмеси упомянутыми выше переключателями набирают соответствующий режим и кнопками управления включают агрегаты в следующем порядке: - шнек бункера 4, шнек загрузки 2, нория 18, пресс 20, транспортер сечки 8, затвор и вентилятор 9 сечки, затвор соломы 12, транспортер крошки, вентилятор 6 сортировки и вентилятор 11 охладителя. Электродвигатель М15 соединен с прессом через предохранительную муфту со штифтами, которые при попадании твердых предметов в пресс срезаются. При этом срабатывает конечный выключатель SQ2 и отключает электропривод пресса. Если смеситель-питатель 22 забивается сечкой, то от давления сечки срабатывает конечный выключатель SQ1 и отключает транспортер сечки 8.
2.5.4. АВТОМАТИЗАЦИЯ КОМБИКОРМОВЫХ АГРЕГАТОВ
Оборудование комбикормовых цехов (ОКЦ) предназначено для производства полнорационных рассыпных комбикормов на межхозяйственных комбикормовых заводах производительностью 15, 30 и 50 т за смену. Оборудование скомпоновано в одном или двух блоках: зерновом и мучном. Задача комбикормовых цехов — максимально использовать местное сырье (фуражное зерно, травяную муку, пищевые отходы и т. п.) и белково-витаминные добавки промышленного производства. Устройство и технология приготовления комбикормов всех цехов ОКЦ аналогичны (рисунок 5).
Рисунок 5 – Технологическая схема комбикормового агрегата ОКЦ-15: 1 - решетный стан; 2 - загрузочная горловина; 3 - смеситель; 4 - нория; 5 - магнитная заслонка; 6, 8, 10, 12, 16 — шнеки; 7 - циклон; 9 - щеточный барабан; 11, 14, 15 - бункера; 13 – дозаторы
Фуражное зерно из транспортных средств или транспортером из зерносклада подается на решетный стан 1, где оно очищается от крупных примесей, а затем, пройдя смеситель 3, норией 4 подается на магнитную заслонку 5, в которой оно очищается от металлических примесей. Далее зернофураж распределяется шнеком 6 по двум секциям зернового бункера 15, а затем дозирующим шнеком 16 направляется на измельчение в дробилку 17. Зерновая дерть воздушным потоком дробилки 17 направляется по трубопроводу через циклон 7 и шнек 8. Шнек имеет просеивающее устройство. На валу шнека закреплен щеточный барабан 9, а на нижней части кожуха шнека — решето. Просеивающее устройство разделяет дерть на две мучные фракции: мелкую, проходящую через решето в правую секцию бункера 11, и крупную, направляющуюся сходом с решета в левую секцию бункера 11. Белково-витаминные добавки БВД загружают в смеситель 3 через загрузочную горловину 2 и тем же путем подают в бункер 11 или 14. Зерновые компоненты и БВД из бункеров 11 и 14 выгружают дозаторами 13, которые установлены в нижней части каждой секции бункера. Дозаторы 13 выдают компоненты в шнек 12 в заданной рецептурной пропорции. Шнек 12 и разгрузочный шнек 10 непрерывно смешивают компоненты и передают готовый комбикорм на склад или в транспортные средства. Оператор в соответствии с заданной рецептурой комбикорма настраивает дозаторы 13 на необходимую выдачу компонента при помощи поворота специального лимба храпового механизма привода, изменяющего частоту вращения дозатора от 0, 24 до 17, 7 мин—1. Работой оборудования цеха управляют дистанционно при помощи электрической схемы, показанной на рисунке 6. Автоматическими выключателями QF5…QF9 и SF10 подают напряжение в схему. Переключатель SA1 имеет три положения: Р - «Работа»; О - «Отключено»; Н - «Режим наладки». Оборудование пускают в работу в следующем порядке (переключатель SA1 в положение Р). Кнопкой SL24 подают предупредительный сигнал НА о начале пуска машин. Кнопками SB1, SB3, SB5 последовательно включают: магнитный пускатель КМ2 электропривода М2 (2, 2 кВт) нории 4 и шнека 6, пускатель КМЗ электропривода М3 (3 кВт) смесителя 3 и пускатель КМ4 электропривода М4 (1, 1 кВт) решетного стана 1. При работе включенных машин зерновой фураж загружается в бункер 15, а в случае необходимости в бункера 11 и 14. Перед пуском дробилки кнопкой SB7 включают электропривод M5 (2, 2 кВт) шнека 8, а затем кнопками SB9 и SB11 включают электропривод M1 (30 кВт) дробилки 17 и электропривод М6 (0, 8 кВт) дозатора 16. Загрузку дробилки контролируют по показателям амперметра А.
Рисунок 6 – Принцип-ая эл-ая схема управления ЭО-нием комбикормового цеха ОКЦ-15. Позиции в колонке справа соответствуют позициям на рисунке 5.
Смешивание исходных компонентов и выгрузка готового комбикорма происходят при включении кнопками SB13 и SB15 электропривода M7 (3 кВт) вертикального шнека 10 и электропривода М8 (2, 2 кВт) мучного шнека 12. Электроприводами М9 и М10 (по 2, 2 кВт) дозаторов 13 выгрузки компонентов в шнек 12 управляют кнопками SB21…SB20. Электроприводами М11 и М12 (по 0, 27 кВт) задвижек бункера и смесителя 3 управляют кнопками SB21…SB23. В крайних конечных положениях задвижек магнитные пускатели КМ11…КМ14 отключаются конечными выключателями SQ1...SQ2. В схеме предусмотрены блокировки, исключающие возможность завалов материалом при пуске и остановке машин. Все секции бункеров оборудованы датчиками нижнего SL1…SL6 и верхнего SL7...SL12 уровней. Сигнальные лампы HL1…HL6 горят при наличии материалов в бункерах. При снижении его уровня в бункере до предельного значения переключается один из датчиков SL1…SL6 на звуковой сигнал НА и загорается соответствующая сигнальная лампа HL11…HL16. При достижении в бункере уровня предельного верхнего значения срабатывает один из датчиков SL7...SL12, который включает звуковой сигнал НА и соответствующую сигнальную лампу HL17…HL22. Звуковой сигнал отключают с помощью тумблеров S1…S12. В экстренных случаях все машины останавливают кнопкой SB.
2.5.5. АВТОМАТИЗАЦИЯ ПРОЦЕССОВ ПРИГОТОВЛЕНИЯ КОРМОВЫХ СМЕСЕЙ
Общие положения. На животноводческих фермах и комплексах скот кормят кормовыми смесями, приготовленными из разных кормов местного производства (сено, сенаж, силос, корнеплоды и т. п.) с добавкой специальных компонентов промышленного приготовления (концентраты, белковые, витаминные и минеральные добавки). Конкретная технология приготовления кормовой смеси учитывает кормовую базу, вид поголовья и технологию его содержания. Основная составляющая часть кормоцеха — поточная технологическая линия (ПТЛ). .
Рисунок 7 - Функциональная схема кормоцеха КОРК-15: 1 - питатель-загрузчик силоса; 2 - скребковый транспортер силоса; 3 - бункера-дозаторы концентрированных кормов; 4 - винтовой конвейер; 5-транспортеры корнеклубнеплодов; 6 - оборудование для мелассы и карбамида; 7- измельчитель-камнеуловитель; 8 - дозатор корнеклубнеплодов; 9 - выгрузной транспортер; 10 - измельчитель-смеситель кормов; 11 - сборный транспортер; 12 - транспортер грубых кормов; 13 - питатель-загрузчик грубых кормов
Технология приготовления грубых кормов заключается в их измельчении и смешивании с другими компонентами, технология приготовления кормов из корнеплодов — в мойке, измельчении и смешивании. Набор ПТЛ для данного поголовья и зоны определяет технологическую схему кормоцеха, при этом линии комплектуют как серийными машинами, так и машинами специальной разработки. Типичное оборудование такого типа — комплект оборудования типа КОРК для приготовления рассыпных кормосмесей. Комплект предназначен для молочнотоварных (900-2000 голов) и откормочных (до 5000 голов КPC) ферм и включает в себя пять ПТЛ (рисунок 7). Отдельные ПТЛ кормоцеха работают следующим образом. Грубый корм из транспортных средств выгружают в лоток питателя 13, свободный конец которого приподнимается двумя гидроцилиндрами, в результате чего корм поступает на конвейер 12 питателя, подающий его к измельчающему барабану и отбойному битеру. Измельченный и отдозированный корм поступает на промежуточный транспортер 12, а с него — на сборный транспортер 11. Количество корма, подаваемого на промежуточный транспортер, регулируют вручную, изменяя скорость движения полотна конвейера. Аналогично силос из транспортного самосвального средства выгружается в лоток питателя-загрузчика 1, затем через дозирующие битеры поступает на скребковый транспортер 2 и далее — на сборный транспортер 11. Концентрированный корм загружают в бункера-дозаторы 3, оборудованные дозирующими устройствами, состоящими из корпуса, неподвижной тарелки и вращающихся скребков, которые захватывают и сбрасывают корм с тарелки на винтовой конвейер 4, подающий его на сборный транспортер 11. Корнеклубнеплоды доставляют в цех самосвальными мобильными средствами или стационарными транспортерами из хранилища, соединенного с кормоцехом. Корм выгружают на транспортер 5, доставляющий его в измельчитель-камнеуловитель 7, где он очищается, измельчается и поступает в бункер-дозатор 8, а затем — на сборный транспортер 11. Все компоненты рациона загружают на сборный транспортер послойно, и с него они поступают в измельчитель-смеситель 10 для доизмельчения, смешивания и обогащения мелассой и карбамидом, поступающими из емкостей 6. Готовая смесь из измельчителя-смесителя 10 транспортером 9 выгружается в кормораздатчик. СУ оборудованием кормоцеха обеспечивает полуавтоматический режим, при котором все машины ПТЛ включаются и выключаются в очередности, обусловливаемой ТП приготовления корма. Автоматизация дозирования кормов — важный фактор повышения их качества и рационального использования. Дозаторы классифицируют прежде всего но назначению: для сыпучих, грубых и сочных стебельчатых, жидких кормов, добавок и кормовых смесей, а также корнеклубнеплодов. Способ дозирования может быть массовым порционным или непрерывным, а также объемным порционным или непрерывным. При массовом порционном дозировании можно точно составить рецепт рациона, вследствие чего его применяют в линиях по приготовлению премиксов, белково-витаминных добавок и комбикормов. Массовое же непрерывное дозирование менее точное по сравнению с объемным, и потому его используют реже. Объемное порционное дозирование применяют в линиях по производству комбикормов, а объемное непрерывное — в линиях по переработке кормов при загрузке измельчителей в кормоцехах и составлении простых полнорационных кормовых смесей. Схемы дозаторов твердых кормов показаны на рисунке 8, а…е. Для дозирования воды и жидких кормовых добавок используют дозаторы-мерники, объемные счетчики и дозирующие насосы. Дозаторы-мерники (рисунок 8, ж) — это оттарированные емкости с соответствующими шкалами и водомерными стеклами. Норму выдачи жидкости контролируют визуально по шкале. Объемные счетчики (рисунок 8, з) измеряют проходящее через них количество жидкости с помощью крыльчаток. С уменьшением расхода точность дозирования снижается. Дозирующие насосы (рисунок 8, и) используют в тех ТП, где требуется непрерывная подача жидкости. Принцип автоматизации дозаторов кормов рассмотрим на примере объемного дозатора типа ДК концентрированных кормов (рисунок 8, в). В нижней части бункера-дозатора 1 расположен ворошитель 2, непрерывно поддерживающий комбикорм в сыпучем состоянии. Этим обеспечивается равномерное истечение комбикорма через узкое отверстие (щель), сечение которого зависит от положения регулирующей заслонки 3. В схеме управления дозатором типа ДК предусмотрено изменение сечения щели с помощью исполнительного механизма 4. Запирающая заслонка 5 открывается автоматически при подаче напряжения на соленоид 6 и закрывается при отключении дозатора под действием возвратной пружины 7. Дозатором кормов управляют дистанционно. В автоматическом режиме его пуск и останов сблокированы с другими машинами ПТЛ.
Рисунок 8 – Функциональные схемы дозаторов кормов: а — сыпучих; б — корнеклубнеплодов; в — концентрированных кормов: 1 - бункер-дозатор; 2 - ворошитель; 3, 5 - заслонки; 4 - ИМ; 6 - соленоид; 7 - пружина; г - зеленых кормов или измельченных корнеклубнеплодов; д, е — измельченных стебельчатых кормов: ж, з, и — жидких кормов
Автоматизация дозирования и смешивания компонентов комбикормов обеспечивается работой группы массовых дозаторов разной производительности с соответствующим набором питателей и смесителей периодического действия. Рисунок 9. Питатель 2 подает в центральный дозатор основные компоненты кормов (ячмень, кукурузу, пшеницу и др.) в количестве более 10 %, питатели 1, 3 подают в другие дозаторы (меньшей производительности) белковые компоненты (мясокостная, рыбная, травяная мука) в количестве 3…10 % и биологически активные вещества (микродобавки, мел, соль и др.) в количестве до 3 %. После открытия заслонок 4 содержимое дозаторов поступает в смеситель 5. Комплексом массового дозирования можно управлять вручную, дистанционно и автоматически. Ручное управление является в основном наладочным и осуществляется с пульта 8 ручного управления механизмами. Дистанционное управление осуществляется оператором с пульта 10. При этом массу каждого компонента задают вручную, после чего выбирают и включают нужный питатель, затем после набора дозы следующий питатель и так далее до окончания всей программы дозирования. Автоматическое управление реализуют в соответствии с заданной программой, хранящейся в запоминающем устройстве 11. При включении дозатора согласно такой программе вступает в работу на большой скорости соответствующий питатель и начинается загрузка весов III (для контроля массы в конструкцию весов встроено кодирующее устройство).
Рисунок 9 - Схема автоматизации комплекса массового дозирования и смешивания компонентов комбикормов: 1…3 - питатели; 4 - заслонка; 5 - смеситель; 6 - датчик; 7 - индикатор веса; 8, 10 - пульты; 9 - электронное устройство; 11 – запоминающее устройство
После набора 95 % заданной массы электродвигатель питателя переключают на пониженную частоту вращения (с 93 до 32 мин–1) и проводят точную досыпку оставшейся дозы в количестве 5 %. Затем включают следующий питатель и так далее до окончания программы набора всех компонентов корма, после чего содержимое ковша весов высыпается через шибер (заслонку) 4, управляемый датчиком 6.
2.5.6. АВТОМАТИЗАЦИЯ ДРОБИЛОК И ПРОЦЕССОВ ПЕРЕРАБОТКИ КОРНЕКЛУБНЕПЛОДОВ
В условиях животноводческих ферм корма растительного происхождения (зерно, солома, сено, корнеклубнеплоды), а также отходы пищевой промышленности, кормовые жиры, минеральные, витаминные и другие добавки перед скармливанием скоту обычно подвергают механической и (или) тепловой обработкам в серийно выпускаемых машинах и механизмах. Характерные примеры такого рода технологических операций — измельчение фуражного зерна, зеленой массы и грубых кормов, мойка и измельчение корнеклубнеплодов. Для измельчения фуражного зерна и грубых кормов используют дробилки разных конструкций. Принцип действия и принципиальная электрическая схема управления безрешётной дробилкой типа ДБ показаны на рисунке 10.
Рисунок 10 – Функциональная схема (а) и схема управления (б) дробилкой ДБ-5: 1 - двигатель; 2, 8 - шнеки; 3 - воздуховод; 4 - сепаратор; 5, 10 - заслонки; 6 - фильтр; 7 - камера; 9 - бункер зерна; 11 - ворошилка; 12 – ротор
Подлежащее измельчению зерно с помощью шнека 8 (рисунок 10, а) загружается в бункер 9, уровень в котором автоматически поддерживается на основе информации от двух датчиков. Подачу зерна на измельчение регулируют заслонкой 10. При этом продукт дробления по кормопроводу воздушным потоком перемещается в фильтр 6. Достаточно измельченное зерно, прошедшее решетный сепаратор 4, представляет собой готовый продукт, который выгружается шнеком 2. Оставшаяся часть возвращается в дробильную камеру, причем количество этого продукта устанавливает оператор с помощью регулирующей заслонки 5 (в крайнем правом положении весь материал идет на выгрузку без разделения на фракции). Одна часть запыленного воздуха возвращается в дробильную камеру, а другая часть, пройдя фильтр 6, выбрасывается в атмосферу. Схема управления дробилкой (рисунок 10, б) обеспечивает последовательный пуск электродвигателей выгрузного шнека (M1) и затем дробилки (М2), причем с целью снижения пускового тока электродвигатель дробилки включается по схеме «звезда», а затем переключается на схему «треугольник». Загрузочный шнек пускают, нажимая кнопку SB6 при незаполненном бункере дробилки. Шнек работает до момента замыкания контактов SL1 мембранного датчика верхнего уровня зерна в бункере. Магнитный пускатель КМ4 и реле KV отключаются при их шунтировании контактом SL1. Повторный пуск шнека происходит также автоматически после опорожнения бункера и размыкания контактов датчиков верхнего SL1 и нижнего SL2 уровней. Производительность дробилки регулируется автоматически в зависимости от силы тока, потребляемого электродвигателем М2, с помощью регулирующей заслонки, перемещаемой исполнительным механизмом М4 по команде автоматического регулятора загрузки (АРЗ). При значительных перегрузках двигателя и перерывах в электропитании электромагнитная муфта YС соединяющая заслонку с ИМ, отключается контактом АРЗ, заслонка падает под действием собственного веса и подача зерна в дробильную камеру прекращается. Полное открытие заслонки, свидетельствующее о снижении загрузки дробилки, сигнализируется сиреной НА при замыкании конечного выключателя SQ2. Для измельчения сена и соломы применяют измельчители штифтового, ножевого или молоткового типа. Подлежащий измельчению корм подается в загрузочный бункер, который, вращаясь, сбрасывает его под молотки ротора дробильной камеры. Измельченная масса выносится из камеры воздушным потоком, создаваемым молотками ротора. Популярное:
|
Последнее изменение этой страницы: 2016-05-30; Просмотров: 3204; Нарушение авторского права страницы