
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Сварка чугуна с дополнительным подогревом изделия
Наиболее радикальным средством борьбы с образованием отбеленных и закаленных участков шва и околошовной зоны и образованием пор и трещин служит подогрев изделия до температуры 600... 650 °С и медленное охлаждение его после сварки. Технологический процесс горячей сварки состоит из следующих этапов: I - подготовка изделия под сварку; II - предварительный подогрев деталей; III - сварка; IV - последующее охлаждение.
Подготовка под сварку зависит от вида исправляемого дефекта. Однако во всех случаях подготовка дефектного места заключается в тщательной очистке от загрязнений и в разделке для образования полостей, обеспечивающих доступность для манипулирования электродом и воздействия сварочной дуги. Для предупреждения вытекания жидкотекучего металла сварочной ванны, а в ряде случаев для придания наплавленному металлу соответствующей формы, место сварки формуют. Формовку выполняют в зависимости от размеров и местоположения исправляемого дефекта с помощью графитовых пластинок, скрепляемых формовочной массой, состоящей из кварцевого песка, замешенного на жидком стекле, или другими формовочными материалами, а также в опоках формовочными материалами, применяемыми в литейном производстве (рис. 2).
После формовки необходима просушка формы при постепенном подъеме температуры от 60 до 120°С, затем проводят дальнейший нагрев под сварку со скоростью 120... 150°С в час в печах, горнах или временных нагревательных устройствах. Замедленное охлаждение после сварки достигается при укрывании изделий теплоизолирующим слоем (листами асбеста и засыпкой песком, шлаком и др.) или при охлаждении вместе с печами, горнами.
Способы нагрева и нагревательные устройства применяют в зависимости от характера производства (устранение литейных дефектов, ремонтная сварка и т.д.). Например, при массовом производстве в литейных цехах автомобильных и тракторных заводов целесообразно использовать конвейерные печи; для ремонтных работ удобен нагрев в муфельных печах или в горнах с открытым кожухом; для разовых ремонтных работ крупногабаритных изделий изготовляют временные нагревательные устройства из огнеупорного кирпича, в том числе печи-ямы в земляном полу цеха.
В состав покрытия, наносимого на литые прутки, диаметром 5... 20 мм, входят стабилизирующие и легирующие материалы. В качестве последних обычно используют графит, карборунд, ферросилиций, силикокальций, силикомагний и другие элементы-графитизаторы. Горячую сварку чугуна выполняют на больших токах без перерывов до окончательной заварки дефекта. При больших объемах завариваемого дефекта два сварщика, работающие поочередно.
Для горячей сварки чугуна можно использовать дуговую сварку угольным электродом. По возможности изменения теплового воздействия на свариваемый металл сварка угольным электродом занимает промежуточное положение между газовой сваркой и сваркой плавящимся электродом. Сваривают на постоянном токе, прямой полярности угольными электродами диаметром 8... 20 мм. Диаметр электрода и силу сварочного тока выбирают в зависимости от толщины свариваемого металла (табл. 2). В качестве присадочного материала используют прутки марок А и Б. Для перевода тугоплавких окислов в легкоплавкие соединения применяют флюсы на борной основе, чаще всего техническую безводную (прокаленную) буру.
Горячая сварка чугуна ручным способом, особенно массивных изделий - тяжелый труд. Весьма прогрессивный способ, облегчающий труд и повышающий производительность, - механизированная сварка порошковой проволокой. В состав шихты вводят компоненты, которые позволяют получать состав металла шва, представляющий собой чугун. Состав порошковой проволоки марки ППЧ-3 для горячей сварки чугуна приведен в табл. 3.
Горячая сварка чугуна позволяет получать сварные соединения, равноценные свариваемому металлу (по механическим характеристикам, плотности, обрабатываемости и др.), однако это трудоемкий и дорогостоящий процесс. Вместе с этим в ряде случаев к сварным соединениям из чугуна не предъявляется таких требований. Часто, например, достаточно обеспечить только равнопрочность или только хорошую обрабатываемость, или плотность сварных швов. С помощью различных металлургических и технологических средств можно получить сварные соединения из чугуна с теми или иными свойствами при сварке с невысоким подогревом или вовсе без предварительного подогрева (т.е. с помощью полугорячей или холодной сварки).
БИЛЕТ 3.
1. назначение и устройство сварочный выпрямитель вд-306 Предназначен для использования в качестве источника питания одного сварочного поста при ручной дуговой сварке, резке и наплавке металлов постоянным током. Позволяет с высоким качеством выполнять все виды работ с применением ручной дуговой сварки покрытыми электродами любых марок. Выпрямитель выполнен с механическим регулированием сварочного тока путём перемещения катушек при вращении рукоятки ходового винта. Для расширения пределов регулирования имеется переключатель, позволяющий выбрать один из двух диапазонов. Обмотки трансформатора выполнены из медного провода и заключены в надёжные изоляционные обоймы. Применённая изоляция обмоток рассчитана на срок службы 20000 часов при температуре 155°С (класс F), однако выпрямитель не форсирован по электромагнитным нагрузкам и плюс имеет мощную принудительную вентиляцию. Благодаря этому, при работе в режиме сварочного тока 315 А с ПН=60% температура обмоток составляет 145°С (запас по нагреву 10°С), что вдвое увеличивает срок службы и допускает работу перегрузками. Выпрямитель оснащён автоматической защитой от нарушения вентиляции и опасной перегрузки. Климатическое исполнение выпрямителя " У" (для умеренного климата), категория размещения -3 (неотапливаемые помещения) для работы при температуре воздуха от -40 до +40°С и относительной влажности воздуха 80% при 15°С. Для контроля режима сварки выпрямитель оснащен вольтметром и амперметром. Сварочный выпрямитель ВД-306М испытан и аттестован по основным сварочным свойствам согласно ГОСТ 25616: начальному зажиганию дуги, стабильности процесса горения дуги, эластичности дуги, качеству формирования шва, разбрызгиванию металла. Выпрямитель ВД-306М соответствует требованиям ГОСТ 13821 " Выпрямители однопостовые с падающими внешними характеристиками для дуговой сварки. Общие технические условия", а также всем требованиям безопасности.
2. ОСОБЕННОСТИ ПРОЦЕССА СВАРКИ ПОД ФЛЮСОМ
Многие сварные конструкции имеют прямолинейные или кольцевые (круговые) сварные швы большой длины. Выполнение таких швов не требует от сварщика особенных навыков кроме стабильного ведения процесса. В этих случаях возникает необходимость и возможность механизации процесса сварки. При ручной дуговой сварке сварщик совершает одновременно два движения: перемещает электрод вдоль стыка и подает его вниз с заданной скоростью для поддержания постоянной длины дуги. Эти две операции легко механизировать с помощью двух электромеханических приводов, содержащих электродвигатель с элементами управления, редуктор и подающие устройства (колеса, ролики). Первый привод движет сварочный электрод вниз с требуемой скоростью, второй перемещает электрод с механизмом его подачи вдоль стыка. За сварщиком остаются функции оператора, он должен только управлять процессом. При таком способе сварки использование штучного электрода конечной длины нерационально, удобнее в виде электрода использовать непрерывную проволоку требуемого диаметра и состава. Однако использование такого электрода кроме очевидных преимуществ (отсутствие огарков, не нужно тратить время на смену электрода, удобно транспортировать с помощью механизма подачи) имеет недостаток. Нанести на такой электрод какое-либо защитное покрытие очень сложно, так как электрод из такой проволоки должен находиться в плотно скрученной бобине. Создать шлаковую защиту для плавящегося теплотой дуги электродного металла можно, насыпая вокруг электрода в месте сварки специальное гранулированное вещество сварочный флюс. Этот способ назвали автоматической дуговой сваркой под слоем флюса, хотя правильнее было бы назвать его механизированной сваркой, так как полной автоматизации процесса он не обеспечивает, участие сварщика необходимо. Идея сварки под слоем флюса принадлежит родоначальнику дуговой сварки плавящимся электродом Н.Г. Славянову. Промышленная технология была разработана в СССР в 1930-1940 гг. в Институте электросварки им. Е. О. Патона. При сварке под флюсом (рис. 75) дугу 1 зажигают между свариваемыми деталями 2 и плавящимся электродом (электродной проволокой) 3. Перед дугой из бункера 4 насыпают слой флюса 5. Под ним об разуется сварочная ванна 6 и формируется шов 7. От теплоты дуги часть флюса расплавляется, слой жидкого шлака 8 оттесняется давлением разогретых газов и паров металла и в виде пузырей закрывает зону сварки. Образуется плавильное пространство 9. Электродная проволока 3 из бобины 10 подающим механизмом 11 через снабженный токоподводом мундштук 12 непрерывно подается в плавильное пространство 9. Все устройства смонтированы на тележке 13, перемещающейся по направляющим вдоль свариваемого стыка. При сварке кольцевых или круговых стыков тележка может быть неподвижной, вращается изделие. После затвердевания шва 7 на его поверхности образуется шлаковая корка 14, которая легко удаляется. Нерасплавившийся флюс может во время сварки удаляться флюсоотсосом 15 и использоваться повторно. Слой флюса и шлак защищают зону сварки и остывающий шов от воздуха. Газы и неметаллические загрязнения легко переходят в шлак, металл становится более чистым. Шлак плотно облегает плавильное пространство, в нем повышается давление, дуга обжимается, повышаются ее эффективный КПД и проплавляющая способность. Разбрызгивания электродного металла нет. Это позволяет применять силу тока большую, чем при ручной сварке. Потери электродного металла не превышают 2...4 %. Дуга в процессе сварки не видна, сварщику не требуется защитная маска и тяжелая защитная одежда. Выделяется лишь немного газа и паров флюса, процесс чистый. Производительность возрастает в 5... 10 раз. Применение автоматической дуговой сварки произвело подлинную революцию в ряде отраслей производства, например при изготовлении резервуаров, тонкостенных труб для газо-и нефтепроводов. Сварка под флюсом не лишена недостатков. Ее трудно производить в пространственных положениях шва, кроме нижнего: трудно удерживать флюс. Трудно контролировать процесс горения дуги и формирования шва: все закрыто флюсом. Флюсовая пыль и пары флюса опасны для здоровья сварщиков. Для сварки требуется сложное оборудование.
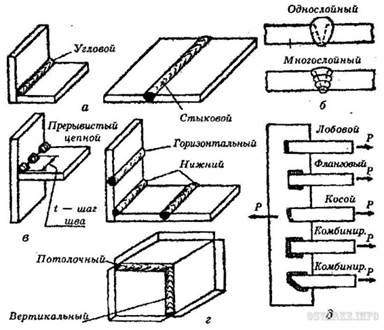
БИЛЕТ 4 1. Классификация сварных швов.
Сварные швы классифицируют по: • типу соединения; • числу слоев, протяженности; • расположению в пространстве; • отношению к действующим усилиям
По типу соединения швы делятся на стыковые и угловые. Стыковые швы применяются при соединении частей металла встык, угловые - при выполнении тавровых, угловых и нахлесточных соединений. Швы делятся на однослойные и многослойные. Однослойный шов выполняется за один проход, многослойный - за два прохода и более. По протяженности сварные швы бывают непрерывные и прерывистые. Прерывистые характеризуются шагом шва. По расположению в пространстве швы разделяют на нижние, вертикальные, горизонтальные и потолочные. По отношению к действующим усилиям швы делятся на лобовые, фланговые, косые и комбинированные.
2. особенности сварки в углекислом газе Советскими исследователями К. В. Любавским и Н. М. Новожиловым в начале 50-х годов был разработан способ сварки в защитной среде углекислого газа, который в настоящее время нашел широкое применение во всех странах мира.
Сущность процесса сварки в углекислом газе заключается в следующем. Поступающий в зону сварки углекислый газ защищает ее от вредного влияния атмосферы воздуха. Причем при высокой температуре сварочной дуги углекислый газ частично диссоциируется на окись углерода и кислород 2С022СО + O2. В результате в зоне дуги образуется смесь из трех различных газов: углекислого газа, окиси углерода и кислорода. Вследствие того, что температура дуги не везде одинакова, неодинаков и состав газовой смеси в зоне дуги. В центральной части, где температура дуги высокая, углекислый газ
диссоциирует почти полностью. В области, прилегающей к сварочной ванне, количество углекислого газа преобладает над суммарным количеством кислорода и окиси углерода. Все три компонента газовой смеси защищают металл от воздействия воздуха, в то же время окисляют его как при переходе капель электродной проволоки в сварочную ванну, так и на поверхности Порядок и интенсивность окисления элементов зависят от их химического сродства к кислороду. Вначале окисляется кремний, имеющий большее сродство к кислороду, чем другие элементы. Окисление марганца также происходит значительно интенсивнее, чем окисление железа и углерода. Следовательно, нейтрализовать окислительный потенциал углекислого газа можно введением в присадочную проволоку избыточного кремния и марганца, В этом случае погашаются реакции окисления железа и образования окиси углерода, но сохраняются защитные функции углекислого газа в отношении атмосферы воздуха.
Качество наплавленного металла зависит от процентного содержания кремния и марганца в сварочной проволоке (при условии наличия необходимого количества углекислого газа). Хорошее качество наплавленного металла при сварке углеродистых сталей гарантируется тогда, когда в составе проволоки соотношение Мn к Si составит
Образовавшиеся окислы кремния и марганца не растворяются в жидком металле, а вступают во взаимодействие друг с другом, образуя легкоплавкое соединение, которое в виде шлака всплывает на поверхность сварочной ванны.
Техника и режимы сварки. Прихватку деталей из углеродистых сталей под сварку в углекислом газе осуществляют либо электродами типа Э42 или Э42А, либо полуавтоматической сваркой в углекислом газе. Прихватку деталей из легированных сталей выполняют электродами соответствующего назначения.
Поверхность свариваемых кромок перед прихваткой и сваркой тщательно зачищают от грязи, ржавчины, масла, окалины и шлака. При сборке выдерживают одинаковые зазоры, которые в стыковых соединениях не должны превышать 1, 5 мм. Смещение свариваемых кромок относительно друг друга не должно превышать 1 мм для толщин 4—10 мм и 10 % толщины для толщин более 10 мм. Сварку в углекислом газе выполняют во всех пространственных положениях; вертикальные и потолочные швы выполняют на малых токах и проволокой небольшого диаметра.
Параметрами режима сварки в углекислом газе являются род и полярность тока, диаметр электродной проволоки, величина сварочного тока, напряжение дуги, расход углекислого газа, вылет и наклон электродной проволоки по отношению к свариваемому изделию.
При сварке применяют постоянный ток обратной полярности. Величину сварочного тока и диаметр электродной проволоки выбирают в зависимости от толщины металла и положения шва в пространстве.
БИЛЕТ 5. Сварочная дуга Сварочной дугой называют дугу, представляющую собой длительный устойчивый электрический разряд в газовой среде между электродом и изделием либо между электродами, отличающуюся большим количеством тепловой энергии и сильным световым излучением. Сварочные дуги квалифицируют по следующим признакам: • по среде, в которой происходит дуговой разряд; на воздухе - открытая дуга, под флюсом – закрытая дуга; в среде защитных газов; • по роду применяемого электрического тока - постоянная, переменная; • по типу электрода - плавящаяся, неплавящаяся; • по длительности горения - непрерывная, импульсная дуга; • по принципу работы - прямого действия, косвенная дуга, комбинированная или трехфазная. Теплота, выделяемая сварочной дугой, не вся переходит в сварной шов. Часть теплоты теряется бесполезно на нагрев окружающего воздуха, плавление электродного покрытия. Мощность сварочной дуги Q зависит от сварочного тока I и напряжения дуги U: Q=I∙ U (Вт). Для повышения устойчивости горения сварочной дуги в электродное покрытие или в защитный флюс вводят элементы (калий, натрий, барий и др.), которые повышают степень ионизации и, следовательно, стабилизации сварочной дуги. Сварочную дугу можно возбудить без касания электродом свариваемого изделия. Для этого нужно в сварочную цепь параллельно включить источник тока высокого напряжения и высокой частоты (осциллятор). При этом для возбуждения дуги достаточно приблизить конец электрода на расстояние 2-3 мм к поверхности изделия. Дуговой промежуток подразделяется на три основные области: • катодную; • анодную; • столб дуги. Популярное:
|
Последнее изменение этой страницы: 2016-08-24; Просмотров: 1010; Нарушение авторского права страницы
 Часть сварного соединения, образовавшуюся в результате плавления кромок свариваемых металлов и электрода и непосредственно осуществляющую связь свариваемых частей, называют сварным швом.
Часть сварного соединения, образовавшуюся в результате плавления кромок свариваемых металлов и электрода и непосредственно осуществляющую связь свариваемых частей, называют сварным швом.