|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Оборудование для бланширования
В бланширователе происходит процесс, аналогичный с процессом пастеризации, но применительно для инактивации ферментов в твердых продуктах (рисунок 3.2). Для транспортирования продукта используется сетчатая конвейерная лента. Внутренней средой бланширователя, где нагревается кусковый продукт, является, пар или нагретая вода. Устройство и скорость конвейерной ленты обеспечивают требуемый уровень инактивации ферментов продукта. Рисунок 3.2 – Паровой бланширователь [4].
Рисунок 3.3 – Альтернативные процессы бланширования (а – IQB - паровой бланширователь, б – бланширователь-охладитель, в – противоточный бланширователь) [3].
3.4 Ультравысокотемпературная обработка [3] Нагрев жидкого продукта
Главной проблемой стерилизации твердых и вязких продуктов в таре является низкая скорость проникновения в глубину продукта или критическую точку. При длительном процессе стерилизации наблюдаются ухудшение питательных и органолептических показателей продукта возле стенок тары. Обработка при более высоких температурах в течение более короткого времени возможна, если жидкий продукт стерилизуется перед его наполнением в предварительно стерилизованную тару в стерильных условиях. Это является основой для UHT-обработки - ультравысокотемпературной обработки (асептическая обработка). Высокое качество UHT-продуктов сопоставимо с качеством замороженных и облученных продуктов, но UHT-обработка имеет важное дополнительное преимущество – срок хранения продукта без замораживания составляет как минимум 6 месяцев. Основные ограничения UHT-обработки – стоимость и сложность оборудования, связанные с необходимостью стерилизовать тару, трубопроводы и емкости, поддерживать стерильный воздух и поверхности наполнителей, а также высокие навыки обслуживающего персонала. Оборудование, используемое для UHT-обработки имеет следующие характеристики: - рабочая температура выше 132 0С; - обработке подвергается относительно маленький объем продукта при большой поверхности теплообмена; - поддержание турбулентности продукта при пропускании через тепловую поверхность; - использование насосов для обеспечения постоянной подачи продукта; - постояннная очистка теплообменной поверхности для поддержания высокой скорости теплопереноса и снижения пригорания продукта. Оборудование для UHT-обработки в зависимости от способа подачи тепла подразделяется на прямоточные, непрямоточные пластинчатые теплообменники, трубчатые теплообменные системы.
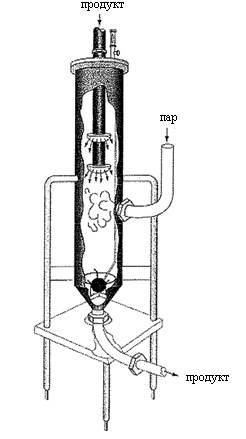
Рисунок 3.4 - Схема прямоточного UHT теплового оборудования [3].
Впрыскивание пара
Прямоточная система Пар, полученный из питьевой воды, при давлении 965 кПа в мелко распыленной форме, достигнутой с помощью парового инжектора, вводится в предварительно нагретый жидкий продукт (760С) для того чтобы быстро нагреть его до 150 0С (рис. 3.5). После соответствующего времени выдержки (например, 2, 5 с) продукт быстро охлаждается в вакуумной камере до 70 0С, и конденсированный пар и летучие вещества продукта удаляются. Поэтому влагосодержание продукта возвращается приблизительно к первоначальному значению.
Главные достоинства этой системы: · это один из самых быстрых методов нагревания и охлаждения, поэтому подходит для большинства термочувствительных продуктов; · удаление летучих веществ является достоинством в случае обработки некоторых продуктов (например, молока).
Недостатки: · данный метод подходит только для продуктов с низкой вязкостью; · относительно слабый контроль условий обработки; · возможно затруднение в поддержании стерильности в частях оборудования с низким давлением; · обязательное требование использования пара из питьевой воды, что повышает затраты на производство; · регенерация энергии составляет менее чем 50% по сравнению с непрямоточным способом (90%); · низкая приспособляемость для переработки различных видов продукта. Нагнетание пара
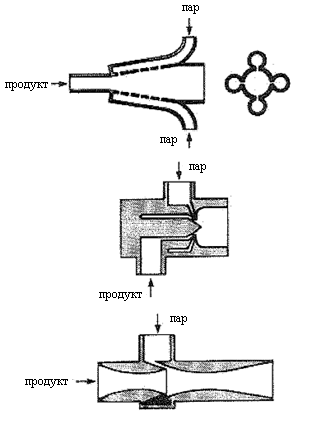
В сосуде, находящимся под давлением, продукт распыляется в свободно падающую пленку в паре высокого давления (450 кПа). Он нагревается до 142-146 0С за 0, 3 с, и выдерживается в течение 3 с в трубопроводе перед быстрым охлаждением в вакуумной камере до 65-70 0С (рис. 3.5). Тепло, выделенное при быстром охлаждении, используется для предварительного нагрева подаваемого материала. Для контроля температуры, давления, уровня, скорости потока, работы клапана и порядка чистки используется микрокомпьютер.
Преимущества: · жидкость не контактирует с более горячими поверхностями, поэтому пригорание продукта исключается; · почти мгновенное нагревание продукта до температуры пара и очень быстрое охлаждение, что приводит к высокому сохранению органолептических показателей и питательных веществ продукта; · лучший контроль условий переработки по сравнению со случаем впрыскивания пара; · риск локального перегрева продукта ниже; · метод более подходит для продуктов с более высокой вязкостью.
Основной недостаток помимо недостатков метода парового впрыскивания - это забивание распылительных форсунок. Применение теплообменников (пластинчатые и трубчатые теплообменники) описано в деталях для процесса пастеризации.
Рисунок 3.5 – Различные конфигурации введения пара: а – впрыскивание; б – нагнетание [3].
Рисунок 3.6 - Схема непрямоточного UHT теплового оборудования [3].
Нагрев твердого продукта Вязкие продукты и частицы (< 1 см) могут быть нагреты в скребковых теплообменниках. Однако, это требует больших капитальных затрат и рекуперация тепла невозможна. Данный способ используется для приготовления фруктовых соусов и фруктовых основ для йогуртов. В конвективных типах трубчатых теплообменников перенос тепла к потоку жидкости подвергается влиянию гидравлического давления и теплового сопротивления нарастающей пленки продукта или засора на стенках труб. Это тепловое сопротивление может быть минимизировано, если внутренняя поверхность теплообменника постоянно очищается скребковыми механизмами. Скребковые действия позволяют быстро переносить тепло к относительно маленькому объему продукта. Теплообменник со скребковой поверхностью, используемый в пищевой промышленности, схематично показан на рисунке 3.7. Поверхность теплообменника, контактирующая с пищевым продуктом, изготовлена из нержавеющей стали, чистого никеля, никеля, покрытого хромом или из других коррозионностойких материалов. Внутренний ротор содержит скребки, покрытые слоистым или формованным пластиком. В данном теплообменнике используются такие среды, как пар, горячая вода, рассол или холодильный агент фреон. Типичные температуры, используемые для обработки продуктов в скребковом теплообменнике, варьируются от -35 до 190 0С. В теплообменнике со скребковой поверхностью происходит постоянное перемешивание продукта, что очень желательно для достижения одинаковых вкусовых, цветовых, ароматических и текстурных характеристик продукта. Теплообменники используются для нагрева, пастеризации, стерилизации, взбивания, загустения, эмульгации, кристаллизации и придания пластичности. Жидкости с широким диапазоном вязкости могут быть перекачаны и обработаны в этих теплообменниках (например, фруктовые соки, супы, цитрусовый концентрат, ореховая паста, томатная паста и начинки для тортов). Двойной конусный теплообменник сочетает непрямоточное нагревание в двойном рубашечном конусе с прямым паровым нагревом (рисунок 3.8). Это самая эффективная система для обработки больших частиц продукта (2, 25 см). Твердые частички продукта поступают в двойную конусную емкость, которая затем начинает медленно вращаться (4-12 об/мин) по горизонтальной оси. Вводится пар давлением 206 кПа и продукт перемешивается в пару. Пар в рубашке имеет аналогичную температуру, чтобы предотвратить пригорания продукта на конусе. Во время стерилизации добавляется жидкость, чтобы предотвратить повреждение твердых частиц, возникающее при их перемешивании. Продолжительность стерилизации составляет, например, для кубиков моркови в зависимости от их размеров 2-4 минуты, чтобы достигнуть F0=10.
Рисунок 3.7 – Теплообменник со скребковой поверхностью [3].
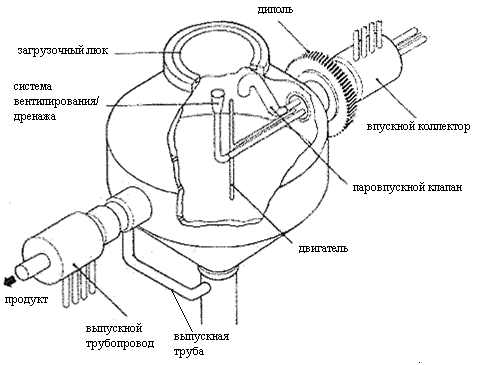
После окончания стерилизации продукт быстро охлаждается холодной водой и стерильным воздухом, отходы сконденсированной влаги удаляются. Жидкая часть продукта стерилизуется отдельно в плиточной или трубчатой системе, а затем добавляется к твердой части. Затем конус действует как мешалка. Перемешанная твердожидкая смесь за счет избыточного давления стерильного воздуха направляется в асептический наполнитель. Этим исключается перемещение размягченного продукта с помощью насоса.
Рисунок 3.8 – Двойной конусообразный теплообменник для ультравысокотемпературной обработки твердых пищевых продуктов [3]. IV. СУШКА
Сушкой, пли обезвоживанием, называется процесс удаления из продукта влаги, в результате чего в нем увеличивается относительное содержание сухих веществ [6, 7]. Методы и способы обезвоживания. По энергетическим показателям можно выделить два основных принципа обезвоживания: удаление влаги из продукта без изменения ее агрегатного состояния, т.е. в виде жидкости, и удаление влаги с изменением ее агрегатного состояния, т. е. в виде пара. Первый принцип обезвоживания может быть осуществлен механическими способами (отжимом, фильтрованием, отстаиванием, центрифугированием), смешиванием продуктов с различной влажностью или с влагопоглотителями. Второй принцип сушки связан с затратами тепла на превращение воды в пар и отвод образующихся паров из сушильного аппарата в окружающую среду. Такая сушка называется тепловой. Механическое обезвоживание продуктов является более дешевым способом, чем тепловая сушка. Однако для сушки овощей и плодов он не может быть применен, так как не обеспечивает достаточно полного обезвоживания и сохранения исходных показателей качества сырья вследствие значительных потерь водорастворимых веществ (сахаров, витаминов, аминокислот и др.). По своей физической сущности сушка является сложным процессом, скорость которого определяется скоростью диффузии (перемещения) влаги из глубины высушиваемого продукта в окружающую среду. Удаление влаги при обезвоживании сводится к перемещению тепла и влаги внутри продукта и ее переносу с поверхности в окружающую среду. Различают естественную (на открытом воздухе) и искусственную сушку, осуществляемую в сушильных установках. Популярное:
|
Последнее изменение этой страницы: 2016-08-24; Просмотров: 1821; Нарушение авторского права страницы



 а) б)
а) б)