|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
КОНТРОЛЬ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ ДЕТАЛЕЙ
Цель работы: Шероховатость поверхности оказывает большое влияние на основание свойства и эксплуатационные качества деталей машин. Поэтому одним из существенных вопросов в изучении шероховатости является ее оценка, контроль. Целью настоящей работы является изучение методов и средств контроля шероховатости поверхностей. Задание: проконтролировать шероховатость поверхности образца тремя методами и сравнить результаты. Определить класс чистоты поверхности образца.
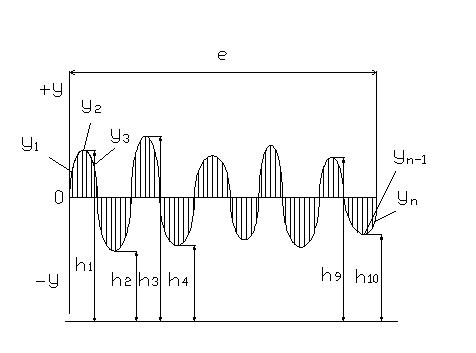
Основные понятия и обозначения Шероховатостью поверхности называется совокупность неровностей с относительно малыми шагами, образующих рельеф поверхности детали и рассматриваемых в пределах базовой длины L. Шероховатость поверхности образуется в результате копирования на обработанной поверхности траектории движения и дефектов режущих кромок инструмента, трения инструмента о поверхность детали, вибрации детали и инструмента, пластических деформаций в зоне резания и т.д. Шероховатость поверхности определяется на базовой длине L, т.е. на длине участка поверхности, выбираемой для определения шероховатости, без учета других видов неровностей, имеющих шаг более L – волнистости и макронеровностей. Величина L зависит от класса шероховатости: с уменьшением шага и высоты микронеровностей она уменьшается (табл. 1). Существует качественная оценка шероховатости поверхности путем визуального сравнения с эталонами и количественная оценка. Количественная оценка шероховатости, как размерной характеристики микронеровностей поверхности, может быть дана с помощью следующих критериев (показаний). Высота шероховатостей Rz определяется как среднее расстояние между находящимися в пределах базовой длины пятью высшими точками выступов и пятью низшими точками впадин, измеренной от линии, параллельной средней линии (рис.10), т.е. Rz=(h1+h3+h5+h7+h9)-(h2+h4+h6+h8+h10) ⁄ 5
Средняя линия профиля – это линия, имеющая форму геометрического профиля и делящая действительный профиль поверхности так, что в пределах базовой длины сумма квадратов расстояний (У1, У2,...Уn на рис.9) точек профиля до этой линии минимальна.
Рис.9
Среднее арифметическое отклонение профиля Ra определяется как среднее значение расстояний У1, У2, …Уn точек, действительного профиля до его средней линии
Расстояния до средней линии суммируется без учета алгебраического знака. По ГОСТу (2789-59 «Шероховатость поверхности») установлено 14 классов чистоты (шероховатости) поверхности, для каждого из которых задано максимальное значение критериев Ra и Rz (табл. 1). Классы 1-5 и 13-14 принято оценивать по Rz, для классов 6-12 основным критерием является Ra. Между этими показаниями принято количественное состояние: lqRz=0, 65+lqRa
Разрешается в отдельных случаях оценку шероховатости поверхности производить по вспомогательному показателю, т.е. 1-5 и 23-14 по Rz, а 6-12 классы – по Ra.
Качественная оценка шероховатости поверхностей
Образцы шероховатости
Образцы шероховатости применяются в качестве мер сравнения при визуальной оценке шероховатости поверхности в производственных условиях (невооруженным глазом – до 8÷ 10 класса, с помощью сравнительного микроскопа – до 12 класса чистоты). Образцы представляют собою пластинку, у которых одна поверхность является эталонной. Они выпускаются наборами по видам механической обработки и классам чистоты. Материал, метод обработки и форма образца должна соответствовать контролируемой детали.
Методика контроля Контролируемая деталь и образец укладывается рядом так, чтобы направления основных микронеровностей (следов обработки) совпадали. Поочередно меняя образцы, устанавливают, к какому классу относится контролируемая поверхность. Таблица 1 Оценка шероховатости поверхности по ГОСТ 2789-59
Количественная оценка шероховатости поверхности
Двойной микроскоп МИС 11 Микроскоп МИС-11 относится к группе приборов, контролирующих шероховатость поверхности бесконтактным методом. Он предназначен для контроля шероховатости поверхности с 3 по 9 класс включительно. Пределы измерений прибора определяются выбором соответствующих объектов. Выбрать объективы можно по данным табл. 2. Таблица 2
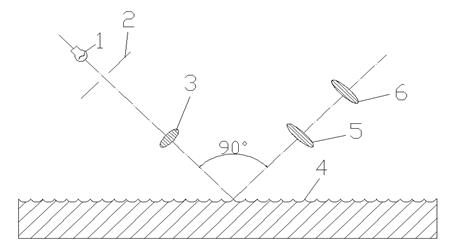
Прибор работает по методу светового сечения (рис.10). Метод основан на том, что при освещении проверяемой поверхности наклонным плоским пучком лучей света на поверхности обозначается узкая освещенная полоска, которая представляет собой пересечение проверяемой поверхности и плоскости светового потока. Эта линия является кривой, следующей по всем поверхностным неровностям, попавшим в сечение. Рассматривая освещенную полоску под некоторым углом наклона к проверяемой поверхности, можно, измерив ее отклонение от прямолинейности определить величину поверхностных неровностей. От источника света 1 (рис.10) через плоскую щель 2 проходят лучи света, которые собираются в фокальной плоскости объектива 3. Изображение щели проектируется на поверхность изделия 4, видимого как бы в разрезе, и вторым объективом 5 визуального микроскопа проектируется на сетку окуляр-микрометра 6. Изображение цели будет зависеть от высоты неровностей поверхности. Так как оптические оси визуального и осветительного микроскопов наклонены под углом 45° к проверяемой поверхности, то высота поверхностных неровностей увеличивается в 1, 41 раза больше, чем их шаг.
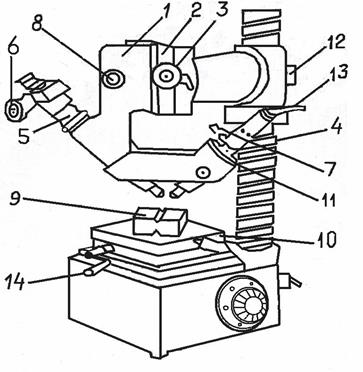
Рис.10 Двойной микроскоп МИС-11 изображен на рис. 13. Салазки корпуса микроскопов 1 перемещаются по направляющим кронштейна 2 при помощи реечной передачи винтом 3. В корпусе помещены два микроскопа: осветительный 4 и визуальный 5. В микроскопе имеется прямолинейная щель, освещаемая источником света – лампочкой, включаемой в сеть через понижающий трансформатор. Между лампочкой и щелью находится зеленый светофильтр. Изображение проекций щели на изделие рассматривается с помощью микроскопа 5, снабженного окулярным микроскопом 6 с постоянным увеличением × 15. Для того чтобы иметь возможность установить изображение щели в середине поля окуляра, осветительный тубус снабжен винтом 7. Четкость изображения регулируется кольцом 11. Контролируемое изделие устанавливается на столе 10, снабженном микроскопическими головками, с помощью которых стол можно перемещать в двух взаимно перпендикулярных направлениях. Поворот стола вокруг вертикальной оси осуществляется вручную при отпущенном стопоре 14. Винт 12 и гайка 13 служат для грубой установки кронштейна по высоте.
Измерения на приборе
Проверяемая деталь устанавливается на столе прибора. При помощи винта 3 регулируется положение корпуса микроскопов по высоте. Сама деталь на столе перемещается вручную. Если деталь плоская, подкладывая под нее листочки бумаги или тонкие подкладки, надо добиться горизонтальности проверяемой поверхности. Тела вращения устанавливаются в призме. У такой детали измерение шероховатости поверхности надо производить на самой верхней образующей, причем эта образующая должна располагаться горизонтально и перпендикулярно плоскости осей микроскопов. В результате такой грубой регулировки в поле зрения окуляр-микрометр 6 должно появиться зеленое изображение щели.
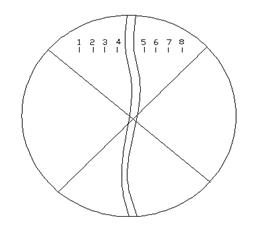
Рис. 11 Более тонкая регулировка изображения по высоте осуществляется винтом 8.Настройка на резкость производится кольцом 11 и винтом 7. Одна сторона щели (нижняя или верхняя) фокусируется более резко, чем другая, и по ней ведут измерения (рис. 12). На микроскопе МИС-11 удобнее определять значения Rz. Для определения величины Rz необходимо измерить координаты неровностей в 10-ти точках – на пяти вершинах и на пяти впадинах. Все измерения производятся на базовой длине «L», выбираемой ориентировочно по табл. 1. Деталь устанавливают на столе, которой надо предварительно повернуть так, чтобы перемещение детали в направлении, перпендикулярном плоскости осей микроскопов, можно было производить только одним микровинтом. По этому винту производится отсчет величины перемещения. Она должна равняться базовой длине. После настройки прибора можно начинать измерения. Высоты микронеровностей замеряются с помощью окуляр-микрометра. Изображение поля зрения окуляр-микрометра дано на рис.12. Перекрестие нитей при таком положении окуляр-микрометра перемещается строго вертикально. Перемещение осуществляется с помощью винта с барабаном, имеющегося на окуляр-микрометре. Величина перемещений фиксируется шкалой на барабане, имеющей 100 делений и шкалой на сетке окуляр-микрометра. Перемещение двойной риски на одно деление по шкале сетки соответствует одному полному обороту барабана, т.е. 100 делениям шкалы барабана.
Рис. 12
При измерениях перекрестие нитей подводится к намеченной точке поверхности (выступу или впадине) к более ярко видимой границе щели (обычно нижней). Производится отсчет ординаты по шкале сетки и барабана и отсчет абсциссы по микровинту столика. Поскольку объективы у прибора сменные, для каждой пары объективов заранее определяется цена деления шкалы барабана и сетки (масштаб «С»). После замера ординат пяти выступов и пяти впадин производится расчет величины Rz. Абциссы измеряют для соблюдения базовой длины «L».
Rz=(h1+h3+h5+h7+h9)-(h2+h4+h6+h8+h10) ⁄ 5
С – цена деления шкалы барабана, мк; К – коэффициент, учитывающий угол падения и угол отражения лучей света. Для МИС-11 этот угол составляет 45°, поэтому
К=1/1, 45=cos45º
h1, h3… – ординаты выступов; h2, h4… – ординаты впадин. По таблице 1 находят класс чистоты поверхности, соответствующей полученному значению Rz.
Профилометр ПЧ-2
Профилометр ПЧ-2 предназначается для измерений шероховатости поверхностей с 5 по 12 класс включительно по ГОСТ 2789-59. Прибор может применяться для измерений поверхностей из любого материала с твердостью не ниже 20 единиц по Роквеллу. Формы измеренных поверхностей могут быть плоские, цилиндрические – наружные Ø от 12мм и выше и цилиндрические – внутренние диаметром не менее 60мм.
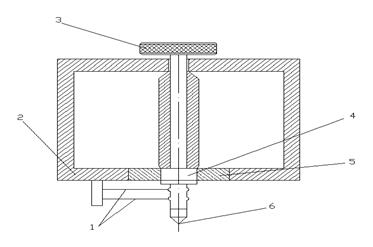
Принцип действия Источником сигнала, связанного с неровностями измеряемой поверхности, служит индикаторный датчик (рис.13), с которого снимается э.д.с., пропорциональная скорости смещения ощупывающей иглы. Эта э.д.с. подается на усилитель. Чтобы напряжение на выходе усилителя было пропорционально не скорости смещения иглы, а высотам микронеровностей, усиленное напряжение интегрируется по времени интегрирующим звеном усилителя. После этого напряжение подается на стрелочный индикатор, проградуированный в микронах и показывающий среднеарифметические отклонение профиля Ra. Профилометр состоит из усилителя с показывающими прибором и из датчика со сменными опорами. Датчик (рис.13) состоит из постоянного магнита 2, помещенного в корпусе, и легкого якорька 4, заканчивающегося алмазной иглой 6, которая с помощью микрометрического винта 3 может двигаться или выдвигаться относительно опор. При движении иглы по исследуемой поверхности, якорек измеряет магнитный поток через катушку 5, что вызывает наведенную э.д.с., пропорциональную скорости измерения магнитного потока, т.е. скорости вертикального смещения иглы.
Рис. 13
Принцип работы усилителя здесь не рассматривается.
Работа с прибором 1.Перед измерением следует (рис.14); а) открыть крышку футляра 1; б) извлечь из малого отсека датчик 2, из большого отсека – шнур питания 3, ручку датчика со шнуром 4 и заземляющий провод 5; в) поставить датчик на ручку, плотно закрепив его подвижной гайкой; г) заземляющий провод 5 присоединить к мосту заземления; д) включить прибор в сеть и повернуть тумблер питания 6, при этом должна загореться сигнальная лампа 7 на панели прибора. Выждать 1, 5÷ 2 минуты для прогрева ламп усилителя. е) поставить переключатель шкал 8 в положение «0, 1»и убедиться, что стрелка прибора 9 стоит на нуле или отошла от него не более, чем не половину расстояния до первого деления шкалы; ж) слегка коснуться пальцем иглы датчика; при этом стрелка прибора должна резко отклониться вправо.
Рис. 14 2.Порядок измерений
Датчик своими сферическими опорами ставиться на исследуемую поверхность, причем игла датчика не должна касаться последней. Ручка датчика держится в правой руке легко без нажима на нее. Датчик должен устойчиво собственным весом опираться на обе свои опоры, а при движении должен перемещаться параллельно не качаясь и не отрываясь от проверяемой поверхности. Далее начинаем движение датчика по измеряемой поверхности в прямом и обратном направлениях, причем наиболее удобной скоростью перемещения датчика будет выполнение от одного до двух двойных ходов в секунду. Длина трассы должна быть примерно 3…5мм. Затем, вращая по часовой стрелке винт 3 (рис.13) с лимбом на датчике, производят выдвижение иглы до соприкосновения ее с исследуемой поверхностью. Момент касания фиксируется резким отклонением вправо стрелки прибора. Заметив по лимбу отсчет, соответствующий моменту касания, поворачивают лимб по часовой стрелке еще на несколько делений, в зависимости от степени шероховатости исследуемой поверхности в соответствии с табл. 3. Таблица 3
Затем находят то положение переключателя чувствительности, при котором стрелка прибора дает отсчет примерно в средне части шкалы. Для точности оценки шероховатости поверхности замер полностью повторяют не менее трех раз. Цена деления шкалы прибора в зависимости от положения переключателя приведена в табл. 4. Таблица 4
Профилометр является точным измерительным прибором и требует аккуратного обращения. В особой степени это относиться к алмазной игле, которая может быть легко повреждена. Повреждение алмазной иглы чаще всего происходят при измерениях поверхностей с резко меняющимся радиусом кривизны, или когда по небрежности ИГЛА НЕ УБРАНА ПОВОРОТОМ ЛИМБА.
Лабораторная работа № 4
КОНТРОЛЬ УГЛОВ И КОНУСОВ
Цель работы: Ознакомиться с устройством и методикой измерения синусной линейки и угломером Семенова.
Описание приборов
Синусная линейка
Синусная линейка применяется для измерения углов, шаблонов, конусов и тому подобных инструментов и изделий. Это наиболее простой и надежный с точки зрения точности метод измерения конусности: ошибка для углов 0-15° составляет ±5". Синусная линейка (рис.15) представляет собой стальную плиту 1 с двумя прикреплениями к ней роликами 2 одинакового диаметра, расположенными на строго определенном расстоянии (100 или 200мм).
Рис.15 Поместим на поверочную плитку 3 синусную линейку и подкладывая под один из роликов блок концевых мер, можно установить поверхность линейки под заданным углом 2α и поверхности плиты. При этом пользуются следующим основным соотношением величин: sin2α =H/L 2α – угол установки линейки; Н – размер установочного блока концевых мер; L – расстояние между осями роликов линейки.
Угломер Семенова
Угломер Семенова предназначен для контактного измерения углов в пределах от 0° до 320° с отсчетом по угловому нониусу. Цена деления основной шкалы 1°, цена деления нониуса 2'. Угломер состоит из основания 1 (рис.16) с жестко присоединенной к нему линейкой 7. На основании нанесена градусная шкала. По основанию перемещается сектор 5 с нониусом 2. Сектор может быть закреплен на основании прижимом 4. К сектору при помощи хомутка 8 присоединяется угольник 3. В угольнике имеется отверстие для присоединения к нему при помощи хомутка 9 линейки 6. В таком виде угломер используется для измерения углов от 0° до 50°.
Порядок выполнения работы
1. Определить вид и номер проверяемого инструментального конуса. 2. Рассчитать высоту блока концевых мер для измерения заданного конуса на синусной линейке. 3. Определить погрешность конусности и дать заключение о его годности по табл. 3. 4. Измерить при помощи угломера Семенова углы на заданной детали. 5. Определить допускаемые отклонения углов по таблицам ОСТ и дать заключение о годности.
Рис. 16
Методика измерений
В СССР применяются стандартные инструментальные конусы: метрические № 4, 6, 80, 100, 120, 140, 160 и 200 и Морзе № 0, 1, 2, 3, 4, 5, 6. Каждый конус характеризуется конусностью К=D-d/L и диаметром D. Определить номер конуса можно замерив диаметр конуса на расстоянии от торца. По этой же таблице находят угол 2α; соответствующий этому конусу, а затем по таблице тригонометрических функций определяют синус 2α с точностью до секунды (интерполяцией). Высота блока мер определяется по формуле:
Н=sin 2α ·L
Измеряемый конус закрепляется на измерительной поверхности синусной линейки. Линейка устанавливается на поверочной плите. Под одним из роликов линейки подкладывается блок мер. Если конус изготовлен абсолютно точно, верхняя его образующая будет параллельна поверочной плите. Параллельность эта проверяется с помощью индикатора с ценой деления 0, 001мм, установленного на стойке. В точке «а» индикатор устанавливается на «0» или любое другое деление шкалы, а затем индикатор перемещается в точку «б». Расстояние между точками замера берется возможно большим, однако эти точки должны быть не ближе 2мм к торцу. Расстояние «а-б» замеряется линейкой или штангенциркулем. Разность показаний индикатора в точках «а» и «б», отнесенная к расстоянию между этими точками, даст погрешность конусности δ к:
δ к=h/L
где h – разность показаний индикатора в точках «а» и «б»; L – расстояние между точками «а» и «б».
С помощью угломера Семенова измеряются углы различных деталей. Перед измерением по чертежу определяют величину измеряемого угла и допуска на него. Согласно рис. 18 закрепляют линейку и угольник для измерения углов в данном диапазоне. Поворотом сектора с нониусом проводят измерительные поверхности в плотное соприкосновение, зажимают стопор 4, снимают номер с детали и читают отсчет. Сравнивая полученный размер допустимыми, дают заключение о годности детали.
Лабораторная работа № 5
Популярное:
|
Последнее изменение этой страницы: 2016-08-31; Просмотров: 1411; Нарушение авторского права страницы