
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
СОЕДИНЕНИЕ ДЕТАЛЕЙ ПОСАДКОЙ С НАТЯГОМ
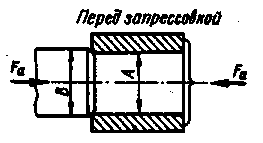
Общие сведения Соединение двух деталей по круговой цилиндрической поверхности можно осуществить непосредственно без применения болтов, шпонок и т. д. Для этого достаточно при изготовлении деталей обеспечить натяг посадки, а при сборке запрессовать одну деталь в другую (рис. 61).
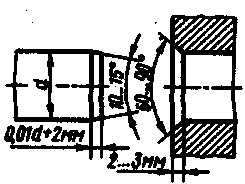
Рис. 61. Натягом N называют положительную разность диаметров вала и отверстия: N=B—А. После сборки вследствие упругих и пластических деформаций диаметр d посадочных поверхностей становится общим. При этом на поверхности посадки возникают удельное давление ρ и соответствующие ему силы трения. Силы трения обеспечивают неподвижность соединения и позволяют воспринимать как крутящие, так и осевые нагрузки. Защемление вала во втулке позволяет, кроме того, нагружать соединение изгибающим моментом. Нагрузочная способность соединения прежде всего зависит от натяга, величину которого устанавливают в соответствии с нагрузкой. Практически натяг очень невелик, он измеряется микрометрами и не может быть выполнен точно. Неизбежные погрешности производства приводят к рассеиванию натяга, а следовательно, и к рассеиванию нагрузочной способности соединения. Рассеивание натяга регламентируется стандартом допусков и посадок. Изучение допусков и посадок является предметом курса «Основы взаимозаменяемости и технические измерения». В курсе «Детали машин» излагается расчет прочности соединения. Сборку соединения выполняют одним из трех способов: прессованием, нагревом втулки, охлаждением вала. Прессование — распространенный и несложный способ сборки. Однако этому способу свойственны недостатки: смятие и частичное срезание (шабровка) шероховатостей посадочных поверхностей, возможность неравномерных деформаций деталей и повреждения их торцов. Шабровка и смятие шероховатостей приводят к ослаблению прочности соединения до полутора раз по сравнению со сборкой нагревом или охлаждением. Для облегчения сборки и уменьшения шабровки концу вала и краю отверстия рекомендуют придавать коническую форму (рис. 62).
Рис. 62. Шабровка поверхностей контакта устраняется полностью при сборке по методу нагревания втулки (до 200...400 °С) или охлаждения вала (твердая углекислота — 79 °С, жидкий воздух — 196 °С). - Недостатком метода нагревания является возможность изменения структуры металла, появление окалины и коробления. Метод охлаждения свободен от этих недостатков. Необходимую разность температур t нагрева втулки или охлаждения вала, обеспечивающую свободную сборку, подсчитывают по формуле
где Nmax — наибольший натяг посадки; Z0 — минимально необходимый зазор, обеспечивающий свободную сборку (рекомендуется принимать равным минимальному зазору посадки H7/g6); α — температурный коэффициент линейного расширения (для стали и чугуна α ≈ 10∙ 10-6 °С-1); d — номинальный диаметр посадки. Прочность соединения В результате экспериментального исследования соединений получена зависимость давления р на поверхности контакта от расчетного натяга N: р=f(N) (рис. 63). Вначале с увеличением расчетного натяга давление увеличивается по линейному закону в соответствии с зависимостью Ламе - это зона I упругих деформаций. При дальнейшем увеличении натяга рост давления замедляется, а затем происходит снижение давления - это зона II упругих и незначительных пластических деформаций, в результате которых, однако, фактические размеры деталей изменяются, что и приводит к снижению давления на поверхности.
Рис. 63 Рис. 64 Для расчета соединения используют схематизированную диаграмму, представляя функцию р = f(N) в виде ломаной линии (рис. 64). Для построения диаграммы находят характерные точки, которые соединяют затем прямыми линиями. Зона упругих деформаций ограничена началом координат и точкой 1 с координатами (NтрТ). Давление рт = ртmin находят как меньшее из двух рт2 или рт1 соответствующих началу пластических деформаций материала втулки или вала. В зоне упругих деформаций наблюдается линейная зависимость между давлением и натягом - справедлива формула Ламе. Натяг NТ (мкм), соответствующий точке 1, вычисляют по формуле Ламе:
Зона упругих и незначительных пластических деформаций ограничена значениями натяга NТ и 1, 5Nт. При этом давление р, и натяг N связаны линейной зависимостью:
Координаты точки 2: N = 1, 5Nт; p = 0, 5pт В зоне упругих и значительных пластических деформаций с увеличением натяга изменения давления не происходит: р = 0, 5рт. Таким образом для построения схематизированной диаграммы достаточно координат точек 1 и 2. Как было указано, стандартную посадку выбирают по условию неподвижности соединения при заданной нагрузке без каких-либо дополнительных скреплений. Однако возможны случаи, когда намеченная посадка недопустима по условиям прочности сопрягаемых деталей, так как ее натяг вызывает их разрушение или чрезмерные деформации. Поэтому при расчете необходимо рассматривать как условие прочности (неподвижности) соединения, так и условия прочности его деталей. Расчет прочности деталей является проверкой возможности применения намеченной посадки. Расчет прочности соединения. На рис. 65 приведена расчетная схема соединения. Условие прочности соединения при погружении осевой силой
где ρ — давление на поверхность контакта; K ≈ 1, 5...2 — коэффициент запаса. Условие прочности соединения при погружении крутящим моментом
При совместном действии Τ и Fa
где Ft=2T\d — окружная сила. По теории расчета толстостенных цилиндров, изучаемой в курсе «Сопротивление материалов», удельное давление на поверхности контакта связано с натягом зависимостью
где N — расчетный натяг; C1 и С2 — коэффициенты:
Ε 1 и Ε 2, μ 1 и μ 2— модули упругости и коэффициенты Пуассона материалов вала и втулки: для стали E ≈ (21...22) ∙ 104 МПа и μ ≈ 0, 3, для чугуна E ≈ (12...14) ∙ 104 МПа и μ ≈ 0, 25, для бронзы E ≈ (10...11)·104 МПа и μ ≈ 0, 33.
Рис.65. При расчете прочности соединения расчетный натяг N определяют по минимальному табличному (Nmin) или вероятностному (Np min)натягу с учетом поправки и, т. е. N = N(p) min — u (11.7) Величина и зависит от шероховатости посадочных поверхностей соединяемых деталей, способа сборки соединения и условий его эксплуатации. В общем случае u = uR + ut + uω (11.8) Здесь: uR — поправка на смятие микронеровностей в собранном соединении uR = 1, 2(Rz1 + Rz2) ≈ 5, 5(Ra1 + Ra2) (11.9) где Rz1 и Ra1 — высота микронеровностей и среднее арифметическое отклонение профиля посадочной поверхности вала соответственно; Rz2 Ra2— тоже для втулки. Обычно в посадках с натягом поверхности обрабатывают по 6...8-му классам шероховатости. ut — поправка на температурную деформацию деталей. Она учитывает уменьшение натяга при эксплуатации за счет нагрева втулки или охлаждения вала, а также различие коэффициентов линейного расширения материалов соединяемых деталей.
где t2, 0С; α 2, 1/°С — рабочая температура и коэффициент линейного расширения материала втулки; t1; α 1 — то же для вала; d — диаметр посадки; α = 12 · 10-6 1/°С — для стали; α =10 · 10-б 1/°С — для чугуна; α =19∙ 10-6 1/°С — для бронзы и латуни. Поправка иt может не учитываться, если (t2—20) или (20—t1) не превышают 10 °С. иω — поправка, учитывающая уменьшение натяга в быстровращающихся деталях. Учет этой поправки актуален для соединений, работающих при высоких частотах вращения (свыше 20 000...30 000 об/мин). Экспериментальные исследования показали, что значение коэффициентов трения на контактной поверхности зависит от многих факторов: способа сборки, удельного давления р, шероховатости поверхности, рода смазки поверхностей, применяемой при запрессовке деталей, скорости запрессовки, наличия гальванических покрытий и пр. Поэтому точное значение коэффициента трения может быть определено только испытаниями при заданных конкретных условиях. В приближенных расчетах прочности соединения стальных и чугунных деталей при сборке нагревом рекомендуют: f = 0, 18—при чистовом точении; f = 0, 32 — для оцинкованных и азотированных поверхностей; f = 0, 4 — для оксидированных поверхностей; f = 0, 48 — при использовании абразивных микропорошков. В случаях сборки запрессовкой приведенные выше величины коэффициентов трения уменьшают в 1, 8...2 раза. При сборке охлаждением — увеличивают на 10%. Изгибающий момент, которым может быть нагружено соединение, определяют на основе следующих расчетов (рис.66). Действие момента (M=FL) вызывает в соединении деталей 1 я 2 такое перераспределение давления р, при котором внешняя нагрузка уравновешивается моментом внутренних сил MR=Rx. Составляя расчетные зависимости, полагают, что поворот детали 1 происходит вокруг центра тяжести соединения — точки О, а первоначальная равномерная эпюра давлений (на чертеже показана штриховой линией) переходит в треугольную, как показано на рис. 66, или трапецеидальную. Кроме того, не учитывают действие силы F, перенесенной в точке О, как малое в сравнении с действием момента М. Максимально давление изменяется в плоскости действия нагрузки. При некотором значении нагрузки эпюра давления из трапеции превращается в треугольник с вершиной у края отверстия и основанием, равным 2р. Этот случай является предельным, так как дальнейшее увеличение нагрузки приводит к появлению зазора (раскрытие стыка). Учитывая принятые положения, можно написать M=FL=Rx, (11.11) где R — равнодействующая давлений на поверхностях верхнего и нижнего полуцилиндров. Значение этой равнодействующей определяется давлением ρ посадки и не изменяется от действия изгибающего момента: R=pld. (11.12) Плечо пары х=l/3. Подставляя данные, получаем
Для обеспечения необходимого запаса прочности соединения на практике принимают
Рис. 66 При этом давление в наиболее нагруженных точках соединения не должно вызывать пластических деформаций. Изменение давлений, вызванное действием изгибающего момента, не отражается на способности соединения воспринимать осевую силу и крутящий момент, так как суммарное значение сил трения остается постоянным. Расчет прочности и деформаций деталей соединения выполняют по формулам для толстостенных цилиндров. Эпюры напряжений в деталях 1 и 2 показаны на рис.67, где σ r — напряжение сжатия в радиальном направлении; σ t1 и σ t2 — напряжения сжатия и растяжения в тангенциальном направлении (осевые напряжения малы, их не учитывают). Давление ρ при расчете прочности деталей определяют по максимальному натягу: N = Nmax – uR.(11.15) Приведенные зависимости справедливы только в пределах упругих деформаций. Условие, при котором в деталях не будет пластических деформаций (по теории наибольших касательных напряжений), таково: σ эк = σ 1 - σ 3 ≤ σ т где σ 1 — максимальное, а σ 3 — минимальное напряжения, считая растяжение положительным; σ т— предел текучести материала. Нетрудно установить, что наибольшие эквивалентные напряжения σ экимеют место в точках внутренних поверхностей втулки и вала. Для втулки σ 1 = σ t; σ 3 = -σ r = -р и условие отсутствия пластических деформаций
или
где σ т2— предел текучести материала втулки. Для вала σ 1=0; σ 3= -σ т1 и σ эк1 =σ т1, или
Рис.67. Появление пластических деформаций не является во всех случаях недопустимым. Опыт применения посадок с натягом свидетельствует о том, что надежные соединения могут быть получены и при наличии некоторой кольцевой пластической зоны вблизи внутренней поверхности втулки. Давление на поверхности контакта при наличии пластических деформаций можно определять по приближенным формулам: при N ≤ 1, 5Nт (11.18) при N > 1, 5Nт p = 0, 5pт где Ν т и ρ т— расчетный натяг и давление, соответствующие пределу текучести. Давление определяют как меньшее из двух значений при знаке равенства в формулах (11.16) и (11.17). При известном ртпо формуле (11.18) определяют Ν т. Увеличение наружного диаметра втулки, вызванное растяжением от посадки, можно оценить по формуле
Дополнительные указания к расчетам: 1. Приведенные выше формулы для расчета прочности деталей основаны на предположении, что давление распределяется равномерно по поверхности контакта. Действительная эпюра давлений в направлении длины втулки представляется некоторой кривой, приближенный характер которой изображен на рис.67. Здесь наблюдается концентрация давлений (напряжений) у краев отверстия, вызванная вытеснением сжатого материала от середины отверстия в обе стороны. Эффект концентрации напряжений можно уменьшить изготовлением деталей специальной формы. Примеры специальной формы вала и втулки показаны на рис. 66.
Рис.68. Рис.69. Величина коэффициента концентрации напряжений А, в соединении зависит от многих факторов: характеристик механической прочности материала, размеров деталей, давления, рода нагрузки и т. д. В качестве примера на рис.68 и 69 указаны значения Кσ , при d=50 мм, σ в=500 МПа, p ≥ 30МПа. 2. Расчеты по наименьшему и наибольшему табличным натягам приводят в большинстве случаев к чрезмерно большим запасам прочности соединения и деталей. Так, например, для посадки Ф 60H7/u7 наибольший натяг (105 мкм) в два с лишним раза превышает наименьший натяг (45 мкм). Во столько же раз могут изменяться действительные нагрузочные способности соединения и напряжения в деталях. Пределы рассеивания натяга уменьшаются с повышением квалитета точности изготовления деталей.
Рис. 70. Эпюры распределения напряжений в соединениях с натягом Для охватывающей детали опасными являются точки ее внутренней поверхности. Для этих точек радиальное σ r и окружное σ tнормальные напряжения определяют по формулам (рис.61) σ r = -р;
В этих точках возникает плоское напряженное состояние, при этом главные напряжения σ 1 = σ t; σ 2=0 и σ 3= σ r. Условие прочности для охватывающей детали из пластичного материала по гипотезе наибольших касательных напряжений (третьей теории прочности)
Для охватываемой детали кольцевого поперечного сечения опасны также точки внутренней поверхности. В этих точках возникает одноосное сжатие, при этом
(штрихи даны, чтобы разграничить обозначения напряжений для охватывающей и охватываемой детали). Условие прочности для охватываемой детали, составленное, как и для охватывающей детали, по третьей теории прочности, имеет вид
Если охватываемая деталь представляет собой сплошной вал, то влюбой его точке возникает двухосное сжатие; главные напряжения
Вероятность минимальных и максимальных отклонений размеров мала. Поэтому в массовом производстве выгодно применять вероятностные методы расчета, допуская ту или иную вероятность отказа. В индивидуальном и мелкосерийном производстве целесообразно проверять расчет по измеренному натягу. Так же как и в зубчатом соединении, в соединении с натягом наблюдается коррозионно-механическое изнашивание (фреттинг-коррозия), связанное с циклическими относительными микроперемещениямиповерхностей посадки. Нетрудно понять, что изгиб вала моментом Μ и кручение вала моментом Τ распространяются внутрь ступицы, как изображено на эпюрах Μ и Т. При вращении вала деформации изгиба — растяжения (+) и сжатия (—) — поверхностных слоев вала циклически изменяются (при повороте на 180° знаки меняются на обратные) и сопровождаются микросдвигами относительно поверхности ступицы. Кручение вала также вызывает микросдвиги, но в отличие от изгиба эти микро-сдвиги цикличны только при переменном крутящем моменте. Изнашивание постепенно уменьшает прочность соединения и сокращает срок службы. Расчет прессовых соединений на коррозионно-механическое изнашивание пока не разработан, но известны методы снижения или даже устранения этого вида изнашивания: повышение твердости поверхностей посадки; уменьшение напряжений σ и τ путем увеличения диаметра в месте посадки; увеличение натяга или давления посадки р, а следовательно, и сил трения, которое сокращает распространение деформаций внутрь ступицы и уменьшает относительные перемещения; образование кольцевых проточек по торцам ступицы (рис. 71). Этипроточки увеличивают податливость ступицы, позволяют ей деформироваться вместе с валом и уменьшают микросдвиги. Из рассмотренного следует, что соединение с натягом относится к группе неразъемных и предварительно напряженных. Разборка соединения затруднена, связана с применением специальных приспособлений исопровождается повреждением посадочных поверхностей. Однако, в зависимости от натяга и технологии сборки, могут быть получены соединения, сохраняющие свою работоспособность при повторных сборках. Рис. 71. Оценка и область применения Основное положительное свойство соединения с натягом — его простота и технологичность. Это обеспечивает сравнительно низкую стоимость соединения и возможность его применения в массовом производстве. Хорошее центрирование деталей и распределение нагрузки по всей посадочной поверхности позволяют использовать соединение в современных высокоскоростных машинах.
Рис.72. Рис.73. Существенный недостаток соединения с натягом — зависимость его нагрузочной способности от ряда факторов, трудно поддающихся учету: широкого рассеивания значений коэффициента трения и натяга, влияния рабочих температур на прочность соединения и т. д. К недостаткам соединения относятся также наличие высоких сборочных напряжений в деталях и уменьшение их сопротивления усталости вследствие концентрации давлений у краев отверстия. Влияние этих недостатков снижается по мере накопления результатов экспериментальных и теоретических исследований, позволяющих совершенствовать расчет, технологию и конструкцию соединения. Развитие технологической культуры и особенно точности производства деталей обеспечивает этому соединению все более широкое применение. С помощью натяга с валом соединяют зубчатые колеса, маховики, подшипники качения, роторы электродвигателей, диски турбин и т. п. Посадки с натягом используют при изготовлении составных коленчатых валов (рис.72), червячных колес (рис. 73) и пр. На практике часто применяют соединение натягом совместно со шпоночным. При этом соединение с натягом может быть основным или вспомогательным. В первом случае большая доля нагрузки воспринимается посадкой, а шпонка только гарантирует прочность соединения. Во втором случае посадку используют для частичной разгрузки шпонки и центрирования деталей. Точный расчет комбинированного соединения еще не разработан. Сложность такого расчета заключается в определении доли нагрузки, которую передает каждое из соединений. Поэтому в инженерной практике используют приближенный расчет, в котором полагают, что вся нагрузка воспринимается только основным соединением — с натягом или шпоночным. Неточность такого расчета компенсируют выбором повышенных допускаемых напряжений для шпоночных соединений. Популярное:
|
Последнее изменение этой страницы: 2016-08-31; Просмотров: 1115; Нарушение авторского права страницы

 (11.1)
(11.1) Зону III характеризуют значительные пластические деформации деталей, при которых соединение неработоспособно. Начало пластических деформаций деталей соединения можно характеризовать расчетным натягом NТ и давлением рт.
Зону III характеризуют значительные пластические деформации деталей, при которых соединение неработоспособно. Начало пластических деформаций деталей соединения можно характеризовать расчетным натягом NТ и давлением рт.


 (11.2)
(11.2) (11.3)
(11.3) , (11.4)
, (11.4)



 (10.10)
(10.10)
 (11.14)
(11.14)












 и
и  одинаковы, а
одинаковы, а  =0:
=0: 



