|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Выбор метода обеспечения точности.
Точность – один из важнейших технико-экономических показателей качества машин или сборочных элементов. [13] При сборке приводного устройства существенное значение придается установке приводного барабана на металлоконструкцию става конвейера. Необходимо обеспечить горизонтальное положение оси барабана. При установке приводного барабана на став конвейера допускаемое отклонение оси барабана от горизонтали должно быть не более 2 мм. Рассмотрим возможность обеспечения технического требования по методу полной взаимозаменяемости. Расчетная схема без учета звена компенсатора приведена на рис. 2.1.
Рис. 2.1. Расчетная схема без учета звена компенсатора. Чтобы обеспечить горизонтальное положение оси приводного барабана, необходимо найти допуск на замыкающий размер
Рис. 2.2. Размерная цепь без учета звена компенсатора. На приведенной расчетной схеме Н:
Допуск на этот размер определяется, как допуск на сварную конструкцию. Для сварных элементов конструкций меньше 500 мм отклонение размеров составляет
Допуск на размер
Допуск на размер
Где: S – суммарный допуск по посадке H7/l0.
Допуск на размер
Где: r – радиальное биение наружного кольца подшипника относительно внутреннего для двухрядного роликового подшипника ГОСТ 5720-75.
Допуск на размер
По методу полной взаимозаменяемости:
Где:
Для размерной цепи составим таблицу, по которой в дальнейшем произведем расчет (Табл. №1), с характеристиками размерной цепи Н. Характеристики размеров размерной цепи Н Таблица №1.
Где:
С – коэффициент приведения. К – коэффициент относительного рассеяния размера. Для закона Гаусса К=1.
По методу полной взаимозаменяемости [14]:
Где:
Расчетный допуск
Где:
Следовательно, в данном случае полную взаимозаменяемость узла без учета компенсаторов обеспечить не удается. Вводим набор прокладок под одну опору барабана толщиной
Рис. 2.3. Расчетная схема с учетом звена компенсатора.
III.Организационно-экономическая часть. 3.1.Технико-экономическое обоснование выбранного способа стыковки конвейерной резино-тканевой ленты. Разрабатываемый в данной дипломной работе конвейер предназначен для транспортировки бурого угля от зоны загрузки на склад. Существенным преимуществом ленточног о конвейера является его значительная производительность (в данном случае 1100 т/час при скорости 2 м/с). Однако, к его недостатком относится высокая стоимость ленты, составляющая около 50% общей стоимости конвейера. К тому же большая часть простоев конвейера связана с выходом из строя тягового органа. Наиболее часто встречающимися причинами являются: износ рабочих обкладок, бортов, каркаса, стыка ленты. Поэтому вопрос выбора способа стыковки концов ленты важен как с экономической, так и с технической точки зрения. Для заданных условий работы конвейера была выбрана резинотканевая лента 2.2.-1400-4ТК200-2-5-2Ирб. (По ГОСТ 20-85: 2.2 – для эксплуатации при температуре окружающего воздуха от - 45 до + 60 °С; 1400 – ширина ленты, мм; 4-количество прокладок; ТК200 – тип ткани и номинальная прочность тяговой прокладки, Н/мм; 2- толщина рабочей резиновой обкладки, мм; 5 – толщина нерабочей резиновой обкладки, мм; 2Ирб – два резиновых борта). За базовый вариант стыковки ленты предлагается наиболее распространенный и привычный - способ горячей вулканизации (ГВ). Его выбирают за следующие преимущества:
Недостатки данного способа:
Предлагаемый вариант способом холодной вулканизации (ХВ) менее распространен, но по техническим характеристикам получаемого соединения не уступает горячей вулканизации. Его достоинствами является:
Применение этого способа ограничено из-за того, что:
Но в нашем случае стыковка происходит в отапливаемом помещении при температуре +15° C, запыленность отсутствует. Так же возможен вариант стыковки концов ленты с помощью механических креплений (скоб). У него много преимуществ:
Но его рассмотрение нецелесообразно ввиду того, что:
При сравнении затрат на ГВ и ХВ будем рассматривать следующие вопросы:
· определение длительности работ; · определение структуры затрат на различные способы вулканизации; · определения объема и сложности проводимых работ; · определение соотношения полученных результатов на время изготовления стыка; · определение соотношения полученных результатов на затраты изготовления каждого способа. 3.2 Этапы выбора способа соединения концов конвейерной ленты (структура принятия решения). Для того чтобы правильно подобрать способ и рассчитать затраты стыковки концов ленты необходимо проанализировать основные этапы выбора возможных вариантов. В результате нужно на каждом этапе корректировать решение с учетом экономической целесообразности и технических особенностей применения того или иного способа (см. схема 3.1.). Эффективность конструкторских, технологических и организационных решений определяется, прежде всего уровнем качества предложенного решения поставленной задачи. Эффект, получаемый потребителем, тем больше, чем выше качественные показатели нового решения. Следовательно экономический эффект потребителя Э - функция параметров
где n - число рассматриваемых параметров. Затраты, связанные с реализацией выбранного решения, тоже зависят от уровня показателей качества, т.е.
Эффективность принятого решения характеризуется в общем виде соотношением результатов на время изготовления соединения и затрат на его выполнение. Анализ и оценку эффективности предлагаемых способов нужно проводить комплексно, на основе системы показателей, характеризующих: технический уровень, экономическую эффективность, объем и сложность проводимой работы.
Популярное:
|
Последнее изменение этой страницы: 2016-08-31; Просмотров: 521; Нарушение авторского права страницы
 . Составим размерную цепь (Рис. 2.2) с учетом всех размеров, влияющих на точность горизонтального положения оси барабана.
. Составим размерную цепь (Рис. 2.2) с учетом всех размеров, влияющих на точность горизонтального положения оси барабана.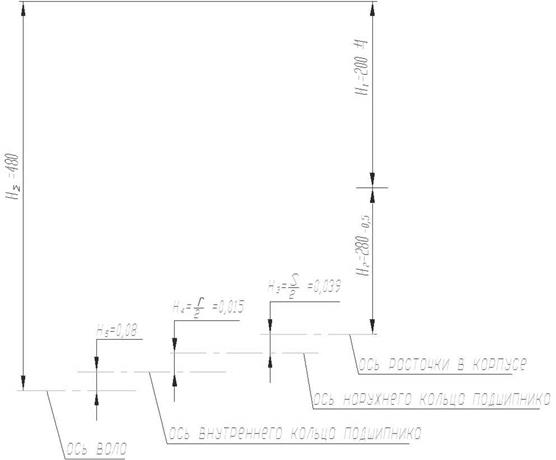
 мм – размер, равный расстоянию между осью вала барабана и плоскостью крепления опоры.
мм – размер, равный расстоянию между осью вала барабана и плоскостью крепления опоры. мм – расстояние между плоскостью крепления опоры барабана и корпусом подшипника.
мм – расстояние между плоскостью крепления опоры барабана и корпусом подшипника. мм. Следовательно, допуск на размер
мм. Следовательно, допуск на размер  равен:
равен:  мм.
мм. – расстояние между корпусом подшипника и осью расточки в корпусе.
– расстояние между корпусом подшипника и осью расточки в корпусе. определяется, как:
определяется, как:  мм.
мм. – расстояние между осью расточки в корпусе и осью наружного кольца подшипника.
– расстояние между осью расточки в корпусе и осью наружного кольца подшипника. мм.
мм. – расстояние между осью наружного кольца подшипника и осью внутреннего кольца подшипника.
– расстояние между осью наружного кольца подшипника и осью внутреннего кольца подшипника. мм.
мм. – расстояние между осью внутреннего кольца подшипника и осью вала барабана.
– расстояние между осью внутреннего кольца подшипника и осью вала барабана. мм.
мм. .
. – расчетный (технологический) допуск на замыкающий размер
– расчетный (технологический) допуск на замыкающий размер  мм – конструкторский (заданный) допуск на размер
мм – конструкторский (заданный) допуск на размер 



 – коэффициент относительного рассеивания, для нормального закона распределения Гаусса
– коэффициент относительного рассеивания, для нормального закона распределения Гаусса  .
. мм.
мм. по результатам измерения (Рис. 2.3).
по результатам измерения (Рис. 2.3).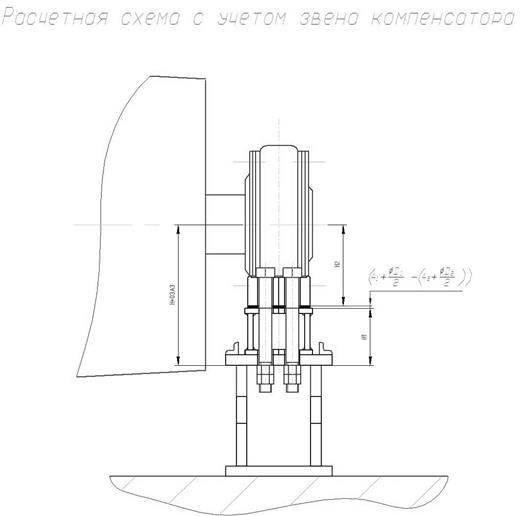
 предложенного решения задачи, т.е.
предложенного решения задачи, т.е.