
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Технология сборки форсуночной головки.Стр 1 из 4Следующая ⇒
ВВЕДЕНИЕ Камера сгорания - один из основных агрегатов ЖРД. Характеристики камеры определяют основные характеристики двигателя – тягу и удельный импульс. КС предназначена для преобразования химической энергии компонентов топлива в кинетическую энергию продуктов сгорания и создания тяги за счет истечения их из сопла. Сложность создания камеры ЖРДМТ связана с: 1) высокими температурами в камере; 2) большой сложностью организации качественного рабочего процесса в малом объеме камеры сгорания; 3) невозможностью организации охлаждения камеры регенеративным способом ввиду малых расходов компонентов и малых габаритов. Таким образом, для изготовления камер ЖРДМТ необходимо применение теплостойких материалов как металлических (тугоплавкие сплавы на основе ниобия, молибдена), так и неметаллических (графит, керамика и т.п.) с защитными покрытиями. Из числа неметаллических материалов наибольшее распространение получили материалы на основе графита, обладающие высокой теплостойкостью. В качестве защитных покрытий в основном используется двуокись циркония. Однако пластичность таких материалов невелика, что приводит к растрескиванию, а соединение камеры из такого материала с форсуночной головкой представляет сложную задачу, требующую особого конструктивного выполнения соединяемых деталей. Металлические материалы, по сравнению с неметаллическими, характеризуются повышенной пластичностью, что обуславливает более высокую вибропрочность и упрощает процесс соединения камеры сгорания с форсуночной головкой. Основным недостатком таких материалов является окисление при высоких температурах, что требует нанесения защитных покрытий. Исходя из анализа всех перечисленных факторов, материалом для изготовления камеры сгорания выберем жаропрочный ниобиевый сплав с жаростойким дисилицидным покрытием. Жаропрочный ниобиевый сплав Нб5В2МЦ является пластичным материалом, что позволяет обеспечить высокую стойкость к переменным тепловым нагрузкам. Так как стенка камеры достаточно тонкая, то, несмотря на высокую теплопроводность ниобия, тепловые потоки от камеры в головку относительно невелики. Жаростойкое покрытие камеры основано на дисилициде молибдена. Дисилицид молибдена обладает микротвердостью, значительной стойкостью к окислению при нагревании как на воздухе, так и в токе кислорода, высокой температурной устойчивостью, малым сопротивлением, технологичностью. Дисилицид молибдена используется в качестве защитного покрытия на конструкциях, применяемых в условиях повышенной температуры. Покрытие на камеру наносится плазмоконденсатным способом. В целях повышения надежности соединения покрытия с материалом камеры и повышения качества состояния поверхности покрытия, до нанесения покрытия, необходимо производить полировку внутренней поверхности, шероховатость поверхности при этом должна быть равна Ra0, 63. Камеры сгорания изготавливают по технологическому процессу КБхиммаш. Технология нанесения покрытия отрабатывалась в КБхиммаш в течение более 10 лет, за этот период было изготовлено и испытано более 1000 камер для различных двигателей малой тяги. Камера крепится к форсуночной головке, изготовленной из нержавеющей стали 10Х18Н10Т с помощью биметаллического переходного кольца титан- сталь. Конструктивное решение переходного узла позволяет: 1) получить более надежное и прочное соединение камеры с головкой, чем при пайке; 2) получить в биметаллическом переходнике напряжения сжатия, что выгодно с точки зрения прочности паяного соединения биметаллического переходника; 3) получить высокое термическое сопротивление между камерой и головкой, что уменьшает тепловые потоки от камеры к головке, так как перенос тепла осуществляется в основном теплопроводностью. Так как перед сваркой ниобия, он зачищается от дисилицидного покрытия, то предусмотрена защита открытой поверхности ниобия титаном. На титановом кольце выполняется буртик, который при сварке оплавляется на ниобиевую поверхность камеры, с которой снято покрытие. Это позволяет защитить ниобий от окисления. Ниобиевый сплав является пластичным материалом, что позволяет обеспечить высокую стойкость к переменным тепловым нагрузкам. Так как стенка камеры достаточно тонкая, то, несмотря на высокую теплопроводность ниобия, тепловые потоки от камеры в головку относительно невелики. Кроме того, головка защищается от тепловых потоков из камеры пеленой горючего, которая, испаряясь, создает у головки зону с избытком паров горючего, температура которых относительно невелика. Так как для ЖРДМТ большое значение имеет импульс последействия, который зависит от величины заклапанных объемов, то была выбрана схема с минимальными заклапанными объемами (электромагнитные клапаны установлены непосредственно на форсуночной головке).
КОНСТРУКТОРСКАЯ ЧАСТЬ.
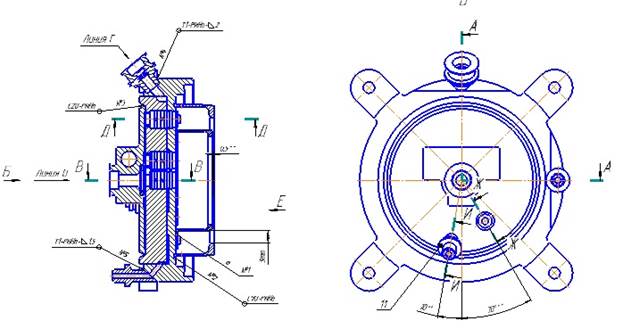
Форсуночная головка камеры двигателя является главным узлом, обеспечивающим правильную организацию смесеобразования в камере сгорания. Конструкция головки должна обеспечить устойчивое горение в камере, а также способствовать плавному выходу двигателя на режим и уменьшению импульса последействия. При проектировании головки должно быть осуществлено необходимое размещение и надежное крепление форсунок, наиболее удобный подвод компонентов к форсункам и технологически более простое соединение головки с камерой сгорания. Плоские головки являются наиболее распространенным типом головок. Их преимущество – в простоте конструкции, кроме того, плоские головки позволяют достаточно хорошо обеспечить однородность поля скоростей и концентраций топлива по поперечному сечению камеры сгорания. Недостатком плоских головок является относительно небольшая прочность и малая жесткость. Размещение форсунки на головке должно способствовать выполнению основных требований, предъявляемых к смесеобразованию, при обеспечении надежности и технологичности конструкции, что в основном сводится к следующему: 1. возможно более равномерное распределение по сечению камеры сгорания соотношения компонентов и расходонапряженности; 2. возможно меньшая склонность к возникновению неустойчивого горения; 3. защита стенок камеры сгорания от прогара; 4. защита головки камеры сгорания от воздействия высоких тепловых потоков, идущих от фронта пламени; 5. удобство подвода компонентов. Расположение форсунок – концентрическое. Для защиты стенок камеры от прогара создается защитный пристеночный слой, переобогащенный горючим и имеющий вследствие этого более низкую температуру, чем ядро потока. Для этого на головке устанавливается специальный пояс форсунок и перфорированный внешний экран. Топливо подводится к форсункам путем образования в головке различных полостей горючего и окислителя, обеспечивающих примерно одинаковый перепад давления на всех форсунках. Форсунки – двухкомпонентные центробежные с внешним смешением. По существу, такая форсунка представляет собой блок из двух центробежных форсунок. У центробежных форсунок более тонкий распыл, чем у струйных. Произведем расчет форсунок для ядра и периферийного ряда головки. При расчете предполагаются известными расходы компонента через форсунку и его физические свойства. 1. задаемся углом распыливания 2. определяем по графикам геометрическую характеристику
3. определяем площадь сечения сопла форсунки и диаметр сопла
4. задаемся числом входных отверстий
5. зная
6. определяем по полученным размерам геометрическую характеристику
7. определяем остальные размеры форсунки
Для расчета форсуночных расходов воспользуемся соотношениями для: 1. расхода О форсунки периферии 2. расхода О форсунки ядра 3. расхода Г форсунки ядра
4. расхода Г форсунки периферии
Задаемся соотношениями расходов компонентов: 1. средним
2. в ядре
3. соотношение расходов О форсунок ядра и периферии
Число форсунок в ядре
Число форсунок на периферии
Необходимо убедиться, что радиус газового вихря внешней форсунки будет больше наружного радиуса сопла центральной форсунки.
где
Для форсунок ядра и периферийного ряда:
ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ Форсунки, среднее днище и другие элементы форсуночной головки испытывают действие больших тепловых потоков, поэтому при их изготовлении обеспечивается высокая прочность и герметичность, а также точность гидравлических характеристик (расход, потери по обеим линиям окислителя и горючего) и характер подачи компонентов (должен соответствовать заданным конструктором и изложенным в технических условиях значениям). Для обеспечения прочностных характеристик корпусные детали головки производят из жаропрочных сталей и сплавов. В качестве заготовок используют штамповки (в том числе горячие) и реже - поковки в виде колец. После предварительной обработки заготовки проверяются на отсутствие внутренних и наружных дефектов, а затем допускаются для дальнейшей обработки, которую осуществляют на металлообрабатывающих станках (как правило, с ЧПУ). Для последующей обработки сварного блока форсунок или головки в целом оставляют припуски, которые в основном назначают по стыковочным элементам с верхним днищем, а также в местах соединения форсуночной головки с нижней частью. Периферийные отверстия для выхода компонентов из камеры и полости головки получают на специальных сверлильных автоматах или радиально-сверлильных станках. Сборку блока форсунок под пайку проводят после выполнения всех работ по подготовке поверхностей форсунок и днищ (зачистка острых кромок отверстий, промывка, никелирование и др.). Сборку осуществляют вручную с применением различного слесарного инструмента, оправок, приспособлений, при этом необходимо обеспечить сохранность обезжиренных и обезвоженных поверхностей, т. е. исключить какое-либо загрязнение поверхностей и полостей сборки. Среднее днище к корпусу обычно приваривают после пайки. Порядок приварки днища (до или после пайки) выбирают исходя из необходимости исключения влияния нагрева деталей на качество паяных соединений днища и форсунок или окисления поверхностей. Последовательность приварки днищ к корпусу в случае, когда первым приваривается внутреннее днище, предопределяется тем, что сварной шов находится очень близко к форсункам и выполняется, как правило, в несколько переходов. После опытной обработки составляется технологическая карта, которая жестко регламентирует маршрут и режимы обработки объекта производства. Часто технологический процесс оформляется в виде отраслевого стандарта или стандарта предприятия, которые должны неукоснительно соблюдаться. Сборка форсуночной головки. Сборка форсуночной головки включает в себя следующие операции: - сборку блока форсунок; - сборку под пайку; - пайку; - контроль качества; - испытания на прочность и герметичность; - контроль качества; - гидроиспытания; - пролив форсуночной головки после ее изготовления. Процесс пролива не отличается от гидроиспытаний других элементов ЖРД и проводится на специальных стендах, обеспечивающих необходимые расходы и давления и оснащенных соответствующими устройствами и приспособлениями. При проливах головок определяют расходы отдельно по полостям окислителя и горючего. В ряде случаев головки испытывают на распределение по поперечному сечению днища. Это распределение устанавливается по количеству воды, попавшей в улавливающее устройство, которое закреплено под головкой. В зависимости от расположения форсунок и требований, предъявляемых к подаче компонента, в различных зонах распыления применяют улавливающие устройства разных конструкций. Пролив головок осуществляется в основном объемным методом. После пролива узлы тщательно высушивают продувкой сжатым воздухом и в вакуумных сушильных печах. Перед стыковкой форсуночной головки с КС проводят их комплектацию для обеспечения соответствия результатов проливов форме и размерам стыковых кромок. Сборку форсуночной головки с КС выполняют в сборочно-сварочных приспособлениях, установленных на сварочных манипуляторах. Требования по стыковочным зазорам соответствуют требованиям при аргонодуговой и электронно-лучевой сварках. После сварки сварные соединения контролируются. После механической обработки мест под соединительные полукольца форсуночную головку и КС соединяют между собой по рубашке аргонодуговой сваркой, причем сначала сваривают два продольных шва, а затем кольцевые. После сварки осуществляют полный цикл контроля и испытаний, включая пролив КС раздельно по линиям окислителя и горючего. По результатам проливов подбирают дроссельные шайбы, которые устанавливают перед фланцем форсуночной головки и на входе в коллектор горючего у среза сопла. После проливов КС высушивают, на фланец форсуночной головки, в критическое сечение сопла и на вход в коллектор помещают заглушки. Камеру сгорания укладывают в специальную тару. Вблизи критического сечения размещают патрон с поглотителем влаги из воздуха.
РЕАЛЬНАЯ ЧАСТЬ Проливка деталей и узлов Цель проведения проливок В настоящее время уровень производства двигателей не обеспечивает получение достаточно точных величин гидравлических сопротивлений по трактам двигателей только за счет геометрии и чистоты поверхности тракта. Поэтому в качестве заключительной операции по производству, деталей узлов и агрегатов двигателя имеющиеся гидравлические тракты подвергаются гидронастройке путем подбора и установки жиклеров на гидравлических стендах. Целью гидронастройки является обеспечение с требуемой мощностью величин гидравлического сопротивления по трактам “O” и “Г” двигателя и обеспечение требуемой точности соотношения величин гидравлических сопротивлений. Значение этих требований для различных типов двигателей различно. Так, например, первое требование особенно важно для нерегулируемых двигателей. Второе требование к гидронастройке существенно для всех типов двигателей, так как обеспечивает стабильность соотношения компонентов. Поэтому практически все узлы автоматики, дроссельные шайбы, камеры сгорания, газогенераторы и их элементы (форсунки, форсуночные головки, нижние части), входящие в тракты окислителя и горючего двигателей, подвергают гидронастройке на воде. Расход воды эквивалентный расходу компонента определяется из следующей зависимости. QH2O=Gком× QH2O – объёмный расход воды в л/сек или М3/сек. Gком – весовой расход компонента в кг/сек.
Указание мер безопасности 1 К работе с ИУС допускаются лица, имеющие необходимую подготовку для работы на персональном компьютере, изучившие " Руководство по эксплуатации", настоящее " Руководство оператора", инструкцию по технике безопасности и прошедшие соответствующий инструктаж.
ЭКОНОМИЧЕСКАЯ ЧАСТЬ. Расчет себестоимости
ССБ= ЗПосн – основная заработная плата ЗПдоп –дополнительная заработная плата ССО – взносы на социальное страхование и обеспечение СМ – стоимость вспомогательных материалов с транспортно-заготовительными расходами ЦР – цеховые расходы ПР – производственные расходы ОХРАНА ТРУДА
Реалии сегодняшнего дня диктуют необходимость проведения мероприятий, направленных на охрану окружающей среды (ОС), начиная уже с ранних этапов создания ракетно-космической техники в соответствии с требованиями природоохранительного законодательства Российской Федерации и отраслевых нормативных документов. В числе этих мероприятий предусмотрено проведение оценки воздействия любой намечаемой ракетно-космической деятельности на окружающую среду и представление проектных материалов на государственную экологическую экспертизу (ГЭЭ).Экологическая экспертиза — установление соответствия намечаемой хозяйственной и иной деятельности экологическим требованиям и допустимости реализации объекта экспертизы в целях предупреждения возможных неблагоприятных воздействий этой деятельности на окружающую природную среду и связанных с ними социальных, экономических и иных последствий реализации объекта экологической экспертизы. В соответствии с современными требованиями, процесс экологической оценки должен начинаться на самых ранних стадиях разработки проекта и проходить параллельно с процессом проектирования. При этом результаты оценки проекта используются не только для обоснования уже принятых проектных решений и разработки специальных природоохранных мероприятий, но и для принятия ключевых решений по выбору технологии и места размещении объекта. Легче выявить и предотвратить негативные для окружающей среды последствия деятельности на стадии ее планирования, чем обнаружить и исправлять их на стадии осуществления этой деятельности. Экологическая оценка сосредоточена на всестороннем анализе возможного воздействия планируемой деятельности на окружающую среду и использования результатов этого анализа для предотвращения или смягчения этого ущерба. Внутренние неспецифические факторы вредного воздействия
ШУМ Нормируемые параметры шума на рабочих местах определены ГОСТ 12.1.003-83 с дополнениями 1989г. И Санитарными нормами СН 2.2.4/2.1.8.562-96 «Шум на рабочих местах и помещениях жилых, общественных зданий и на территории жилой застройки». Документы дают классификацию шумов по спектру на широкополосные и тональные, а по временным характеристикам- на постоянные и непостоянные. Для нормирования постоянных шумов применяют допустимые уровни звукового давления в девяти октавных полосах частот. Гигиеническая регламентация инфразвука производится по санитарным нормам СН 2.2.4/2.1.8.583, которые задают для постоянного инфразвука предельно допустимые уровни звукового давления на рабочих местах, а также в жилых и общественных помещениях.
ВИБРАЦИИ Гигиеническое нормирование вибраций регламентирует параметры производственной вибрации и правила работы с виброопасными механизмами и оборудованием. ГОСТ 12.1.012.-90 «ССБТ. Вибрационная безопасность. Общие требования». Санитарные нормы СН 2.2.4/2.1.8.566-96 «Производственная вибрация, вибрация в помещениях жилых и общественных зданий». Документы устанавливают: классификацию вибраций, методы гигиенической оценки, нормируемые параметры и их допустимые значения, режимы труда лиц виброопасных профессий, требования к обеспечению вибробезопасности и к вибрационным характеристикам машин. МИКРОКЛИМАТ ПОМЕЩЕНИЙ Нормы производственного микроклимата установлены системой безопасности труда ГОСТ 12.1.005-88 и строительными нормами СН 2.2.4.548-96. В этих документах отдельно нормируется каждый параметр микроклимата в рабочей зоне производственного помещения: температура, относительная влажность, скорость воздуха в зависимости от способности организма человека к акклиматизации в разное время года, характера одежды, интенсивности производимой работы и характера тепловыделений в рабочем помещении.
ЭЛЕКТРОМАГНИТНЫЕ ПОЛЯ И ИЗЛУЧЕНИЯ Нормирование электромагнитных полей промышленной частоты осуществляется по предельно допустимым уровням напряженности электрического и магнитного полей частотой 50 Гц в зависимости от времени пребывания в нем и регламентируются “Санитарными нормами и правилами выполнения работ в условиях воздействия электрических полей промышленной частоты” № 5802-91 и ГОСТ 12.1.002-84 по электрическому полю и СанПиН 2.2.4.723-98 по переменному магнитному полю частоты (50 Гц) в производственных условиях. Пребывание в электрическом поле напряженностью до 5 кВ/м включительно допускается в течение всего рабочего дня.
ЭЛЕКТРОСТАТИЧЕСКИЕ ПОЛЯ Воздействие статического электричества на человека связано с протеканием через него слабого тока (несколько микроампер). При этом электротравм никогда не наблюдается. Однако вследствие рефлекторной реакции на ток (резкое отстранение от заряженного тела) возможна механическая травма при ударе о рядом расположенные элементы конструкции, падении с высоты и т.д. Нормирование уровней напряженности электростатических полей (ЭСП) осуществляют в соответствии с ГОСТ 12.1.045-84 в зависимости от времени пребывания персонала на рабочих местах. Предельно допустимый уровень напряженности ЭСП равен 60 кВ/м в течение 1 ч. При напряженности менее 20 кВ/м время пребывания в ЭСП не регламентируется.
ЭЛЕКТРОМАГНИТНЫЕ ИЗЛУЧЕНИЯ Большую часть электромагнитных излучений (ЭМИ) составляют радиоволны (3 Гц … 3000 ГГц), меньшую – колебания оптического диапазона (инфракрасное, видимое, ультрафиолетовое излучение). В зависимости от частоты падающего электромагнитного излучения ткани организмов проявляют различные электрические свойства и ведут себя как проводник или как диэлектрик. Нормирование ЭМИ радиочастотного диапазона проводится по ГОСТ 12.1.006-84 и Санитарным правилам и нормам СанПиН 2.2.4/2.1.8.055-96. В основу гигиенического нормирования положен принцип действующей дозы, учитывающей энергетическую нагрузку. Нормирование инфракрасного излучения осуществляется по интенсивности допустимых интегральных потоков излучения с учетом спектрального состава, размера облучаемой площади, защитных свойств спецодежды для продолжительности действия более 50% смены в соответствии с ГОСТ 12.1.005-88 и Санитарными правилами и нормами СН 2.2.4.548-96 “Гигиенические требования к микроклимату производственных помещений”. ИОНИЗИРУЮЩИЕ ИЗЛУЧЕНИЯ Гигиеническая регламентация ионизирующего излучения осуществляется Нормами радиационной безопасности НРБ-99 (Санитарными правилами СП 2.6.1.758-99). ПОЖАРОБЕЗОПАСНОСТЬ Нормирование пожаробезопасности производится в соответствии с ГОСТ 12.1.004-91. Системы пожарной безопасности должны характеризоваться уровнем обеспечения пожарной безопасности людей и материальных ценностей, а также экономическими критериями эффективности этих систем для материальных ценностей, с учетом всех стадий (научная разработка, проектирование, строительство, эксплуатация) жизненного цикла объектов и выполнять одну из следующих задач: - исключать возникновение пожара; - обеспечивать пожарную безопасность людей; - обеспечивать пожарную безопасность материальных ценностей; - обеспечивать пожарную безопасность людей и материальных ценностей одновременно. Требуемый уровень обеспечения пожарной безопасности людей с помощью указанных систем должен быть не менее 0, 99 предотвращения воздействия опасных факторов в год в расчете на каждого человека, а допустимый уровень пожарной опасности для людей должен быть не более 10-6 воздействия опасных факторов пожара, превышающих предельно допустимые значения, в год в расчете на каждого человека.
ЭЛЕКТРИЧЕСКИЙ ТОК При гигиеническом нормировании ГОСТ 12.1.038-82 устанавливает предельно допустимые напряжения прикосновения и токи, протекающие через тело человека при аварийном режиме работы электроустановок производственного и бытового назначения постоянного и переменного тока частотой 50 и 400 Гц.
ОСВЕЩЕНИЕ Естественное и искусственное освещение в помещениях регламентируется нормами СНиП 23-05-95 в зависимости от характера зрительной работы, системы и вида освещения, фона, контраста объекта с фоном и т.д.
Внешние неспецифические факторы вредного воздействия
ВРЕДНОЕ ВОЗДЕЙСТВИЕ НА ПОЧВУ Нормирование химического загрязнения почв осуществляется по предельно допустимым концентрациям. Гигиеническая оценка качества почвы проводится по методическим указаниям МУ2.1.7.730-99.
ВРЕДНОЕ ВОЗДЕЙСТВИЕ НА АТМОСФЕРУ Содержание вредных веществ в воздухе рабочей зоны не должно превышать установленных ГОСТ 12.1.005-88 и ГН 2.2.5.686-98 предельно допустимых концентраций.
ВРЕДНОЕ ВОЗДЕЙСТВИЕ НА ГИДРОСФЕРУ Нормирование качества воды рек, озер и водохранилищ проводят в соответствии с “Санитарными правилами и нормами охраны поверхностных вод от загрязнения” № 4630-88 МЗ СССР. Правила устанавливают нормируемые значения для следующих параметров водоемов: содержание плавающих примесей и взвешенных веществ, запах, привкус, окраска и температура воды, значение рН, состав и концентрации минеральных примесей и растворенного в воде кислорода, состав и ПДК ядовитых и вредных веществ и болезнетворных бактерий.
Двигатель работает на компонентах топлива НДМГ + АТ.
Несимметричный диметилгидразин (гептил) - Гептил- является КРТ, бесцветной, высокотоксичной жидкостью срезким аммиачным запахом, легко растворимой в воде, углеводах, - Гептил легко воспламеняется в контакте с амилом, а пары его в контакте с кислородом воздуха при давлении 30-40 атм. могут привести к взрыву. - Температура кипения: 62, 5-63 °С - Температура замерзания: -58 °С - При вдыхании паров гептила или при попадании гептила на кожный покров болезненные ощущения отсутствуют - Попадание гептила в организм человека через органы дыхания кожный покров и желудочно-кишечный тракт приводит к отравлению человека. - Острое отравление гептилом характеризуется появлением общей слабости, головной боли, тошноты и рвоты, развитием гепатита. При тяжёлых формах отравления отмечают судороги, кратковременная потеря сознания. В случае поражения высокими концентрациями, острое отравление развивается быстро и сопровождается нарушением дыхания и функции сердечно-сосудистой системы. - При хроническом отравлении отмечают заболевания печени, крови, сердца, функциональные изменения нервной системы. При попадании гептила на кожу развивает дерматит. - Средства индивидуальной защиты от гептила: спецодежда, промышленный противогаз с фильтрующей сменной коробкой марки «УМ», изолирующий противогаз «ИП-4МК» с доппатроном «РП-7Б», резиновые перчатки, шланговый противогаз. - Предельно допустимая концентрация паров гептила в воздухе производственных помещений равна 0, 1 мг/м.
Азотный тетраоксид (атин, амил)
- Амил является КРТ, легко кипящей, ядовитой жидкостью, выделяющей большое количество ядовитых паров бурого цвета при температуре окружающей среды. С повышение/температуры интенсивность выделения паров увеличивается. - Температура кипения 21, 5 °С - Температура замерзания -11, 3°С - При контакте амила с органическими веществами, типа самин, керосин, спирт, эфир, образуется взрывчатая смесь, которая может реагировать при незначительном ударе или нагреве. - На организм человека амил действует как в жидком, так и в газообразном состоянии, отравление чаще всего происходит при вдыхании паров. - При соприкосновении амила с влагой дыхательных путей лёгких образуется химический раствор, который оказывает прижигающее действие на слизистые оболочки дыхательных путей и лёгких. - При лёгкой стадии отравления наблюдается раздражения слизистых оболочек дыхательных путей, кашель, головная боль, шум в ушах, сонливость. После выхода из заражённой зоны на свежий воздух эти явления быстро пропадают.Средняя степень отравления характерна явлением отёка легких в виде бронхита. При тяжёлой степени отравления наблюдается боль в груди, общая слабость, головная боль, затем эти явления (через 15-30 минут) исчезают и наступает период мнимого благополучия, продолжающийся 6-8 часов, а иногда 12-16 часов, после чего наступает период прогрессирующего отёка лёгких с возможным смертельным исходом, поэтому пострадавшего в любом случае необходимо госпитализировать. - Попадание амила на кожные покровы вызывает химические ожоги. Попадание в глаза может вызвать потерю зрения. - Средства индивидуальной защиты: промышленный противогаз, со сменной фильтрующей коробкой марки «УМ», шланговый противогаз, изолирующий противогаз «ИП-4МК» с доппатроном «РП-7Б», резиновые перчатки, очки, спецодежда. - Предельно допустимая концентрация паров амила в воздухе производственных помещений равна 2 мг/м. Список использованной литературы
1. «Строительная механика летательных аппаратов». Под редакцией ак.И.Ф.Образцова.1986г. 2. Спицына Д.Н. « Строительная механика стержневых машиностроительных конструкций ». 1977г. 3. Балабух Л.И., АлФутов Н.А., Усюкин В.И.« Строительная механика ракет ». 1984г. 4. Феодосьев В.И.« Сопротивление материалов ». 1986г. 5. Вольмир А.С. «Устойчивость упругих систем ». 1963г. 6. Усюкин В.И« Строительная механика конструкций космической техники ». 1988г. 7. Орлов П.И. «Основы конструирования ». Справочник. 1977г. 8. Форминных ВЛ., Яковлев АЛ. «Электросварка». 1973г. 9. Терещенко В.И. «Выбор и применение способов сварки при изготовлении конструкций ». 1987г. 10. Разумов И.М. «Организация, планирование и управление машиностроительным предприятием ». 1982г. 11. Разумов И.М. и др. «Организация и планирование машиностроительного производства ».1967г. 12. «Охрана труда при сварке в машиностроении ». Под редакцией Е.И. Воронцова. 1978г. 13. Писаренко в.л., Рогинский м.л. «Вентиляция рабочих мест в сварочном производстве ». 1981г. 14. Куренков, В.И. Конструкция и проектирование изделий ракетно-космической техники. Ч. 2. Основы проектирования ракет-носителей [Электронный ресурс]: электрон. учеб. пособие / Самар. гос. аэрокосм. ун-т им. акад. С. П. Королева (нац. исслед. ун-т), В.И. Куренков.— Самара: Изд-во СГАУ, 2012 http: //www.rucont.ru/efd/230123 15. Каргин, Н. Т. Конструкция и проектирование изделий ракетно-космической техники. Ч. 1. Конструирование изделий ракетно-космической техники [Электронный ресурс]: электрон. учеб. пособие / В. В. Волоцуев, Самар. гос. аэрокосм. ун-т им. акад. С. П. Королева (нац. исслед. ун-т), Н. Т. Каргин.— Самара: Изд-во СГАУ, 2012 http: //www.rucont.ru/efd/230065 16. Технологическое оборудование машиностроительных предприятий: Учебное пособие / Н.Н. Сергель. - М.: НИЦ Инфра-М; Мн.: Нов. знание, 2013. - 732 с.: ил.; 60x90 1/16. - (Высшее образование: Бакалавриат) ISBN 978-5-16-006465-9, http: //znanium.com/bookread2.php? book=391619 17. Технологические процессы машиностроительного производства: Учебник / В.Б. Моисеев, К.Р. Таранцева, А.Г. Схиртладзе. - М.: НИЦ ИНФРА-М, 2014. - 218 с.: 60x90 1/16. - (Высшее образование: Бакалавриат). (переплет) ISBN 978-5-16-009257-7 http: //znanium.com/bookread2.php? book=429193 18. Челноков, А.А. Охрана труда [Электронный ресурс]: учебник / А.А. Челноков, И.Н. Жмыхов, В.Н. Цап; под общ. ред. А.А. Челнокова. – 2-е изд. испр. и доп. – Минск: Выш. шк., 2013. – 655 с.: ил. - ISBN 978-985-06-2088-0, http: //znanium.com/bookread2.php? book=508239 19. Экономика организации (предприятия): Учебник для ср. спец. учебных заведений / Н.А. Сафронов. - 2-e изд., с изм. - М.: Магистр: НИЦ ИНФРА-М, 2014. - 256 с.: 60x90 1/16. (переплет) ISBN 978-5-9776-0059-0, http: //znanium.com/bookread2.php? book=429975
20. Припадчев, А. Д. Конструирование узлов летательных аппаратов: учеб. пособие / Оренбургский гос. ун-т, А. Д. Припадчев.— Оренбург: ОГУ, 2013 http: //www.rucont.ru/efd/225120 21. Основы теории, расчета и проектирования воздушно-реактивных двигателей [Электронный ресурс]: [учебник для вузов] / А. Н. Белоусов, С. К. Бочкарев, В. А. Григорьев, В. С. Кузьмичев, В. М. Радько, Самар. гос. аэрокосм. ун-т им. акад. С. П. Королева (нац. исслед. ун-т).— М.: Машиностроение, 2011.— ISBN 978-5-94275-566-9 http: //www.rucont.ru/efd/230121 22. Инновационные производственные технологии в двигателестроении [Электронный ресурс]: электрон. учеб. пособие / Н. Д. Проничев, Л. А. Чемпинский, А. П. Шулепов, А. В. Мещеряков, Самар. гос. аэрокосм. ун-т им. акад. С. П. Королева (нац. исслед. ун-т).— Самара: Изд-во СГАУ, 2012 http: //www.rucont.ru/efd/230166
ВВЕДЕНИЕ Камера сгорания - один из основных агрегатов ЖРД. Характеристики камеры определяют основные характеристики двигателя – тягу и удельный импульс. КС предназначена для преобразования химической энергии компонентов топлива в кинетическую энергию продуктов сгорания и создания тяги за счет истечения их из сопла. Сложность создания камеры ЖРДМТ связана с: 1) высокими температурами в камере; Популярное:
|
Последнее изменение этой страницы: 2017-03-03; Просмотров: 2019; Нарушение авторского права страницы
 и перепадом давления
и перепадом давления  на форсунке;
на форсунке;  и коэффициент расхода
и коэффициент расхода  ;
; 


 и плечом закрутки
и плечом закрутки  . Определяем
. Определяем
 , определяем коэффициент трения
, определяем коэффициент трения 

























 – коэффициент живого сечения форсунки;
– коэффициент живого сечения форсунки;  – радиус газового вихря и радиус сопла форсунки.
– радиус газового вихря и радиус сопла форсунки.



 – удельный вес компонента в кг/М3
– удельный вес компонента в кг/М3 +
+ 