
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Назначение, устройство и принцип работы устройства сверлильного
Устройство сверлильное с приводом предназначено для сверления отверстий в заготовках из древесины и других материалов в бытовых условиях. Электропривод по своим характеристикам относится к бытовым электрическим приборам с классом защиты II по ГОСТ 27570.0.-87. Основные технические характеристики устройства приведены в таблице 7.2 Таблица 7.2 – Технические характеристики сверлильного устройства
Сверлильное устройство (рис.7.2) состоит из основания, электропривода и механизмов вертикального и горизонтального перемещений. К основанию 1, на котором могут быть установлены тиски или закреплена обрабатываемая деталь, при помощи винтов крепится вертикальная рейка 2, которая несет на себе кронштейн 9 с траверсой 3. На траверсе установлен электропривод 4 с редуктором, который заканчивается шпинделем 5. На шпиндель наворачивается сверлильный патрон 6. Электропривод имеет возможность перемещаться по траверсе в горизонтальном направлении за счет реечной передачи с помощью рукоятки 7, величина перемещения отсчитывается по лимбу отсчетного устройства 8. После позиционирования оси шпинделя в нужном положении, его необходимо зафиксировать на траверсе вращением ручки 9. Механизм вертикального перемещения представляет собой прямозубую реечную передачу, зубчатое колесо которого вместе с кронштейном 9 перемещается по рейке 2, при повороте рукоятки 10. Величина перемещения отсчитывается по лимбу отсчетного устройства 11. В отверстие кронштейна 9 проходит регулировочный стержень в сборе 12, связанный с хомутом 13, который служит для фиксации глубины сверления и вместе с пружиной 14 для возврата траверсы в верхнее положение. Фиксация кронштейна 9 и хомута 13 на рейке 2 производится рукояткой 15 и гайкой 16. От поворота кронштейна 9 вокруг рейки 2 предотвращают шпонки.
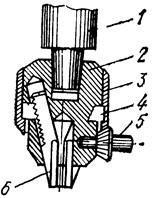
Вспомогательный инструмент Точность обработанных отверстий зависит от метода закрепления осевых инструментов, конструкции вспомогательного инструмента и точности станка. Крепление инструментов в зависимости от типа станочного оборудования производится в шпинделе через переходные втулки, в специальных цанговых, кулачковых патронах и державках. Для закрепления сверл малого диаметра (до 1 мм) широко используются цанговые патроны. Они надежно закрепляют и хорошо центрируют осевой инструмент, если диаметр его хвостовика соответствует диаметру отверстия цанги. Цанговый патрон (рис. 7.3) состоит из корпуса 1 с хвостовиком, цанги 2 и гайки 3. Цанга располагается в отверстии корпуса и конусом сопрягается с конусной его фаской. При завинчивании гайки цанга смещается вдоль оси, действием конусной фаски отверстия корпуса сжимается и закрепляет сверло 4.
Рис. 7.3. Цанговый патрон
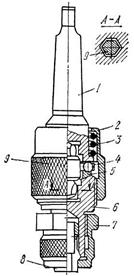
Сверлильный кулачковый патрон является более универсальным зажимным инструментом, чем втулки и цанги, так как в нем можно закреплять осевые инструменты с широким диапазоном диаметров. Сверлильный кулачковый патрон (рис. 7.4) состоит из корпуса 2, втулки 3, кулачков 6 и кольца 4. На верхней части кулачков нарезана резьба, сопрягающаяся с резьбой на кольце 4, которое запрессовано во втулку 3. При закреплении сверла в патроне втулка сначала вращается вручную, а затем с помощью шестеренки ключом 5. С поворотом ключа вместе со втулкой вращается кольцо, которое также навинчивается на кулачки 6, перемещающиеся в трех наклонных пазах. При этом сверло центрируется и зажимается. Для установки в шпиндель патроны снабжаются коническим хвостовиком 1 различного размера, что позволяет закреплять инструменты с широким диапазоном размеров (от 0, 5 до 16 мм).
Рис. 7.4. Сверлильный кулачковый патрон
Плавающий патрон (рис. 7.5) закрепляется в шпинделе станка с помощью хвостовика 1. Между торцами хвостовика и втулки 6 на шайбе 5 установлены в сепараторе 4 шарики, через которые хвостовик воспринимает от втулки осевую силу резания при работе развертки. Крутящий момент от хвостовика к втулке передается через поводок 9, имеющий по концам закругленные шестигранные выступы, грани которых сдвинуты относительно друг друга на 30º. Верхний выступ поводка входит в шестигранное отверстие хвостовика, а нижний - в аналогичное отверстие втулки 6. Поджим втулки к хвостовику выполняется пружиной 3, которая действует на фланец гайки 2, связанной резьбой со втулкой 6. Инструмент в патроне закрепляется с помощью гайки 7, которая при вращении по резьбе втулки 6 смещает в осевом направлении цангу 8.
Рис. 7.5. Плавающий патрон Подготовка к работе Перед началом работы следует проверить: - надежность крепления деталей и элементов сверлильного оборудования; - исправность соединительного провода, штепсельной вилки, целостность корпусных деталей; - работоспособность на холостом ходу в течение 1 мин; - четкость работы выключателя. Запрещается проводить любые виды работ на станке без разрешения преподавателя или инженера.
Порядок выполнения работы 1. Ознакомиться с назначением, компоновкой и технической характеристикой сверлильного станка мод. SB 501/1 (устройства сверлильного). 2. Изучить назначение основных узлов станка. 3. Найти движения, необходимые для осуществления процесса резания. Определить какие из них являются основными движениями (главное движение и движение подачи) и какие вспомогательными. 4. Ознакомится с технологической оснасткой применяемой для крепления осевого инструмента. 5. Определить тип патрона установленного на шпинделе сверлильного станка. 6. По выданному преподавателем эскизу произвести наладку станка и обработать заготовку. Для этого: - выбрать инструмент для обработки отверстий и закрепить его в патроне станка; - произвести разметку обрабатываемой детали в соответствии с операционным эскизом и накернить оси будущих отверстий; - установить заготовку на столе (в тисках) станка и совместить ось будущего отверстия и ось сверла; - закрепить заготовку; - просверлить отверстия. 7. При помощи микроскопа БМИ - 1 определить точность полученных размеров, и сравнить с заданной величиной. Устройство и принцип работы микроскопа приведены в лабораторной работе № 2. 8. Для определения координат точек (центров отверстий) с помощью угломерной окулярной головки необходимо: - установить заготовку на стол микроскопа, так чтобы одна из ее сторон была параллельна оси микроскопа (рис.7.6). За ось ОХ принимается ось продольного перемещения, а за ось ОУ – ось поперечного перемещения.
Рис.7.6. Установка заготовки на столе микроскопа
- установить на нуль показания отсчета по угломерной шкале. - подвести в поле зрения угол детали, который принимается за начало отсчета и совместить горизонтальную ось перекрестия ОХ с торцом детали. Снять координату начала отсчета Уо по шкале барабана. Затем, перемещая столик с деталью в поперечном направлении ОУ, последовательно, измерить координаты центров отверстий. Для этого: подвести в поле зрения окуляра отверстие так, чтобы горизонтальная ось перекрестия ОХ была касательной к окружности. Снять показания по шкале барабана Ун. После этого с помощью барабана сместить перекрестие к противоположной точке диаметра. Снять показания Ук. Данные занести в табл. 7.3. - аналогично произвести измерения начала отсчета Хо и точек касательных к окружностям Хн и Хк в продольном направлении вдоль оси ОХ. Таблица 7.3 – Координаты точек касательных к отверстиям
- определить координаты центров отверстий как среднее значение двух отсчетов, и полученные данные занести в табл. 7.4: Хi = (Хн + Хк)/2; Уi = (Ун + Ук)/2
Таблица 7.4 – Координаты центров отверстий
- определить расстояние между координатами центров отверстий следующим образом. Если деталь установлена на предметном столике так, что проверяемые размеры расположены параллельно направлениям движения стола (осям ОХ и ОУ), их величины подсчитываются как разности координат центров отверстий:
ℓ x = xi - xj; ℓ y = yi – yj.
Если проверяемые размеры не совпадают с направлением осей микроскопа, определение расстояния между координатами центров отверстий следует производить по формуле:
8. Дать заключение о годности полученных размеров.
Содержание отчёта 1. Наименование и цель работы. 2. Инструменты и принадлежности к работе. 3. Компоновка сверлильного станка с указанием основных и вспомогательных движений резания. 4. Операционный эскиз заготовки. 5. Схема настройки устройства сверлильного с приводом на обработку отверстий в соответствии с операционным эскизом. 6. Схема измерения координат осей отверстий на микроскопе БМИ-1. 7. Результаты измерений и вычислений. 8. Выводы.
Контрольные вопросы 1. Назовите основные типы сверлильных станков. 2. Отверстия какой точности и качества поверхности можно получить на сверлильных станках, с помощью каких операций достижима более высокая точность? 3. Назовите основные узлы и опишите основные движения станка мод. SB 501/1 и устройства сверлильного. 4. Опишите устройство и принцип работы станка мод. SB 501/1 и устройства сверлильного. 5. Назовите и поясните назначение основных вспомогательных инструментов. 6. Определение точности получения размеров при помощи микроскопа БМИ-1.
Литература 1. Жигалко Н.И., Яцура Е.С. Обработка материалов, станки и инструменты., Мн.: Выш. шк., 1984., с. 154-167. 2. Технология обработки конструкционных материалов: Учеб. для машиностр. спец. вузов. П.Г. Петруха, А.И. Марков и др. Под ред. П.Г. Петруха., М.: Выш. шк., 1991, с. 73-77, 98-100, 117-120. Лабораторная работа № 8 Популярное:
|
Последнее изменение этой страницы: 2017-03-03; Просмотров: 1044; Нарушение авторского права страницы




 .
.