
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
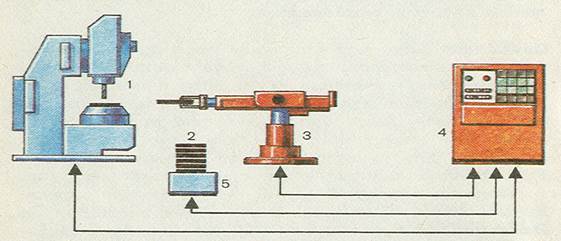
Загрузка заготовок промышленным роботом
1 – станок, 2 – деталь, 3- машинная часть робота, 4 – пульт управления роботом, 5 – магазин.
Перемещение инструмента промышленным роботом. 1 – деталь, 2 – инструмент, 3 – машинная часть робота, 4 – пульт управления роботом.
В настоящее время промышленные роботы принято делить на три поколения: программные, адаптивные и интеллектуальные (с элементами искусственного интеллекта). Роботы первого поколения имеют заданную функциональную программу, которая находится в блоке памяти, откуда можно многократно давать команду на исполнение и повторение того или иного движения. Такие роботы не умеют собирать и накапливать информацию об обрабатываемом объекте. Они связаны относительно жестко зафиксированными условиями рабочего процесса и не могут самостоятельно реагировать на внешние воздействия, поскольку их программа не учитывает состояния внешнего окружения. Однако и в будущем роботам первого поколения найдется применение наряду с роботами второго и третьего поколений. Ко второму поколению относятся промышленные роботы с сенсорными, т. е. тактильными (метод прикосновения) и визуальными (видео), системами, которые обеспечивают координирование по методу «глаз - рука». В пределах заданной программы они могут приспосабливаться к определенным изменениям условий протекания процесса. В зависимости от получаемой информации о физических признаках обрабатываемой детали (форма, размеры, расположение и т. д.) и, соответственно, об определенных внешних условиях осуществляется управление «рукой» и грейфером робота. Таким образом, сенсоры в сочетании с системой управления обеспечивают роботу, правда в узких границах, свободу реагирования на окружающую среду, тем самым качественно улучшается выполняемая работа, существенно расширяются возможности применения, а в определенных случаях достигаются более благоприятные параметры в технологических процессах. Промышленные роботы третьего поколения с автоматической обработкой информации и возможностью моделировать процессы и рабочие позиции называют также роботами с «искусственным интеллектом» или роботами с адаптивным управлением. Как технические системы, они располагают более высокой автоматизацией информационных процессов; это позволяет им фиксировать в своей памяти рабочий процесс, а также частично окружающую их среду и во время работы «вновь узнавать» их. Эти роботы управляют своими движениями на основании сравнения информации, полученной с помощью сенсоров, и информации, заложенной в памяти. Роботы могут самостоятельно изменять по меньшей мере одну из своих функций управления, корректировать ход выполнения функций и приспосабливаться к заданным ситуациям. Для выполнения некоторых операций очи самостоятельно разрабатывают собственную программу рабочих движений, опираясь на «заученные» процессы, вернее — на накопленную в памяти информацию.
В настоящее время разработаны различные модели интеллектуальных роботов, которые проходят опробование в производственных условиях. Промышленные роботы могут успешно применяться для выполнения различных работ в условиях производства с различной серийностью. Они существенно облегчают организацию двух- и трехсменной работы, повышают коэффициент загрузки оборудования и ритмичность производства независимо от времени суток, дней недели и месяца, повышают производительность и качество выпускаемой продукции, снижают себестоимость ее изготовления; условия работы (жара, холод, чистота атмосферы и т. п.) для робота не имеют значения. Роботы находят применение практически во всех сферах машиностроения: литейных, кузнечно-прессовых цехах; цехах механической, термической обработки; сборочных, сварочных, окрасочных цехах; при транспортировании и складировании и прочих операциях. Вопросы комплексной автоматизации серийного многономенклатурного производства наиболее эффективно решаются на основе создания типовых роботизированных комплексов. В соответствии с ГОСТ 26228—85 роботизированный технологический комплекс (РТК) определяется как совокупность единицы технологического оборудования, промышленного робота и средств оснащения, автономно функционирующая и осуществляющая многократные циклы. Несмотря на рост производительности оборудования, значительное отставание автоматизации основных и вспомогательных процессов стало тормозом роста производительности труда предприятия в целом. Решают эту проблему двумя способами: применением роботов и РТК, 2) применением ГПС. Применение РТК и ГПС во многих случаях сокращает вспомогательные операции и значительно, а иногда и полностью сокращает время для переналадки. Краткие сведения о ГПС Характерной особенностью современного машиностроительного производства является стремление к созданию гибких производственных комплексов на основе безлюдной технологии, т. е., без участия или с минимальным участием человека. Создание ГПС на современном этапе обеспечивается высоким уровнем развития техники: успешно функционируют эффективные управляющие системы, станки с ЧПУ (числовое программное управление), многоцелевые станки, роботы, РТК, измерительные машины, транспортные средства и др. Основой создания этих комплексов являются ГПС (ГОСТ 26228—85). Составными частями ГПС являются роботизированный технологический комплекс (РТК) и гибкий производственный модуль (ГПМ). ГПМ — единица технологического оборудования для производства изделий произвольной номенклатуры в установленных пределах характеристик с программным управлением, автономно функционирующая, автоматически осуществляющая все функции, связанные с их изготовлением, имеющая возможность встраиваться в ГПС. ГПС — это совокупность в разных сочетаниях оборудования с ЧПУ, РТК, отдельных единиц технологического оборудования и систем обеспечения их функционирования в автоматическом режиме в течение заданного интервала времени, обладающая свойством автоматизированной переналадки при производстве изделий произвольной номенклатуры в установленных пределах значений их характеристик. Различают следующие виды ГПС по организационным признакам: гибкая автоматизированная линия (ГАЛ); гибкий автоматизированный участок (ГАУ), гибкий автоматизированный цех (ГАЦ). ГАЛ — это ГПС, в которой технологическое оборудование расположено в принятой последовательности технологических операций. ГАУ представляет собой ГПС, функционирующую по технологическому маршруту, в котором предусмотрена возможность изменения последовательности использования технологического оборудования. Технологическая линия с применением робота представляет собой совокупность РТК, связанных между собой транспортными средствами и системой управления, или нескольких единиц технологического оборудования, обслуживаемых одним или несколькими промышленными роботами для выполнения операций в принятой технологической последовательности. Если же в этой совокупности возможно изменение последовательности использования технологического оборудования, то она будет представлять собой роботизированный технологический участок. ГАЦ — это ГПС, представляющая собой в различных вариантах совокупность ГАЛ, роботизированных технологических линий, ГАУ, роботизированных технологических участков для изготовления изделий заданной номенклатуры. Система обеспечения функционирования ГПС — это совокупность в общем случае взаимосвязанных автоматизированных систем, обеспечивающих проектирование изделий, технологическую подготовку их производства, управление гибкой производственной системой с помощью ЭВМ и автоматическое перемещение предметов производства и технологической оснастки. В общем случае в систему обеспечения ГПС входят: автоматизированная транспортно-складская система (АТСС); автоматизированная система инструментального обеспечения (АСИО); система автоматизированного контроля(САК); автоматизированная система удаления отходов (АСУО); автоматизированная система управления технологическими процессами (АСУТП); автоматизированная система научных исследований (АСНИ); система автоматизированного проектирования (САПР) автоматизированная система технологической подготовки производства (АСТПП); автоматизированная система управления (АСУ) и т, д. Гибкие производственные системы (от линии до цеха) создают в основном в машиностроительных отраслях, включая приборостроение, радиоэлектронную промышленность. Следует отметить, что ГПС относительно дороги.
4. Технологические процессы обработки заготовок на автоматических линиях. Особенности разработки технологических процессов обработки заготовок на станциях с ЧПУ. Серийное производство, выпускающее до 75—80% общей продукции машиностроения, характеризуется большими затратами времени, особенно вспомогательного. Известно, что в общей структуре штучного времени 20— 30% составляет основное время, а 70—80% — вспомогательное. Основным направлением сокращения затрат вспомогательного времени является автоматизация управления процессами обработки заготовок. Однако в условиях мелкосерийного производства применение высокопроизводительных станков (автоматов) экономически невыгодно в связи с их высокой стоимостью, большими затратами на технологическую оснастку и большой трудоемкостью наладки технологической системы. Эти станки не обладают достаточной гибкостью для использования их при частой смене объектов производства. Именно такими свойствами обладают станки с ЧПУ, сочетающие в себе гибкость универсального оборудования с ручным управлением, точность и производительность станков-автоматов. Время, требуемое на переналадку станка с ЧПУ на изготовление новых деталей, значительно меньше времени наладки автоматов и представляет собой время, затрачиваемое на смену управляющей программы и оснастки. Важнейшим преимуществом станков с ЧПУ является возможность обработки с одного установка (соблюдается принцип постоянства баз) заготовок сложных деталей, требующих для обработки большого числа различных инструментов. Применение станков с ЧПУ позволяет максимально упростить и сократить количество используемой оснастки (приспособлений, инструментов) и, следовательно, ускорить технологическую подготовку производства (ТПП) при переходе на изготовление новых изделий. Технологические возможности станков с ЧПУ определяются многими факторами, основными из которых являются следующие: конструкция станка, компоновка, класс точности и техническая характеристика системы ЧПУ. Эффективность применения станков с ЧПУ включает: повышение точности обработки за счет исключения субъективных факторов и независимость точности обработки от свойств программоносителя; исключение операций разметки; автоматизацию вспомогательных переходов, в том числе смены инструмента и обрабатываемых заготовок; концентрацию операций и обработку за один переход поверхностей с прямолинейными и криволинейными образующими; сокращение времени рабочих и вспомогательных ходов за счет быстродействия и автоматического переключения приводов; предпосылки к оптимизации режимов резания (на этапе разработки управляющих программ); сокращение затрат на контроль размеров (за счет строгой повторяемости движений инструментов, автоматического контроля размеров); предпосылки к многостаночному обслуживанию оборудования и переходу на автоматический цикл работы (без участия станочника); способность встраиваться в ГПС. Таким образом, областью применения станков с ЧПУ и многоцелевых станков является средне- и мелкосерийное производство. Однако они могут применяться и в массовом производстве. К основным этапам подготовки процесса обработки на станках о ЧПУ относят: разработку технологического процесса; расчет управляющих программ: вычерчивание эскиза наладки; присвоение элементам контура или траекторий перемещения инструмента обозначений, принятых для данной системы автоматизации подготовки(САП) управляющих программ, запись программы расчета на языке САП; контроль управляющих программ и внесение необходимых исправлений. Наиболее широкое применение в промышленности получили станки токарной, фрезерной, сверлильно-расточной групп и многоцелевые станки с ЧПУ.
ЗАКЛЮЧЕНИЕ Автоматизация производства, как комплекс мероприятий по разработке высокоэффективных технологических процессов и созданию на их основе новых высокопроизводительных средств производства, выполняющих основные вспомогательные операции без непосредственного участия человека, имеет давнюю историю - с 18 века, с первых механических станков до комплексной автоматизации. В тяжелых, опасных производственных условиях не желательно участие человека, ручной труд которого тормозит интенсификацию производства. Поэтому возникает необходимость в создании и применении манипуляторов и промышленных роботов. Промышленные роботы бывают производительными, подъемно-транспортными и универсальными; программными, адаптивными и интеллектуальными. Они прошли несколько этапов (поколений) развития и имеют в настоящее время широкое распространение. Гибкие производственные комплексы, т.е. безлюдные технологии, обеспечиваются высоким уровнем развития техники, таким как станки с числовым программным управлением, многоцелевые станки, промышленные роботы, роботизированные технологические комплексы, измерительные машины и т. д. Основой создания этих комплексов являются гибкие производственные системы, в состав которых входят роботизированные технологические комплексы и гибкие производственные модули. ГПС бывают трех видов: гибкая автоматизированная линия, гибкий автоматизированный участок и гибкий автоматизированный цех. В систему обеспечения ГПС входят: АТСС, АСИО, САК, АСУО, АСУТП, АСНИ, САПР, АСТПП, АСУ и другие. Основным направлением снижение затрат вспомогательного времени в машиностроении является автоматизация управления процессами обработки заготовок, чему служат станки с числовым программным управлением, сочетающие в себе гибкость универсального оборудования с ручным управлением, точность и производительность танков-автоматов. Наиболее широкое применение в промышленности получили станки токарной, фрезерной, сверлильно-расточной групп и многоцелевые станки с ЧПУ. Одновременно с этим научно-технический прогресс повышает коэффициент эффективности живого труда и природных ресурсов. Экономический эффект научно-технического прогресса находится опять же под решающим влиянием развития и использования духовного потенциала общества и творческой активности трудящихся. Одним из неиссякаемых источников нашего богатства XXI века являются труд, способности, активность наших рабочих, ученых, техников и новаторов. Для того чтобы этот источник бил ключом, необходим творческий труд каждого из нас. Список литературы:
2. Геттнер Р., Зейдевиц Н. Роботы сегодня и завтра. – М.: Педагогика, 1988. 112с.: ил. – (Б-чка Детской энциклопедии «Ученые - школьнику»)
3. Скотт П. Промышленные роботы – переворот в производстве: Сокр. Пер. с англ./ Авт. предисл. и науч. ред. Л. И. Волчкевич. – М.: Экономика, 1987. – 304 с.
Популярное:
|
Последнее изменение этой страницы: 2017-03-03; Просмотров: 1455; Нарушение авторского права страницы

 Напр. устройства для подачи
Напр. устройства для подачи
 Напр. робот для точечной сварки
Напр. робот для точечной сварки
 Напр. промышленный робот с оптическими датчиками
Напр. промышленный робот с оптическими датчиками