|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Контроль управляющих программ
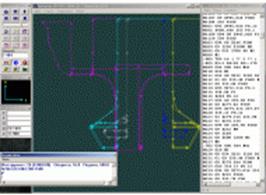
Имеется ряд средств контроля: 1. Отрисовка траектории относительно обрабатываемых контуров с фиксацией направления обхода, направления коррекции, точек останова. 2. Изображение траектории движения инструмента (проволоки) параллельно с представлением управляющей программы по операторно в формате APT или в формате системы управления станка (ISO формат). Модуль токарной обработки Токарная обработка предназначена в основном для формирования поверхностей тел вращения. Но так как модель тела вращения полностью определяется образующим контуром и осью вращения, то ее можно полностью описать средствами 2D-редактора. В модуле токарной обработки различается два типа контуров: контур заготовки и контур обработки. В качестве контура обработки может быть как контур всей детали, так и последовательность ее отдельных элементов. Дополнительно при задании обработки можно указывать вместо контура детали контур расчетной точки. Такой контур получается предварительно с помощью утилиты «вписать резец». В качестве расчетной точки может назначаться как вершина резца, определяемая методом касания резцом диаметра и торца заготовки так и любая точка, рассчитанная путем смещения относительно центра скругления режущей пластины на заданные величины проекций вектора смещения на горизонтальную и вертикальную оси. Модуль позволяет осуществить как обработку отдельного контура, так и выборку материала между контуром заготовки и контуром детали. В версии 9.0 bis реализована возможность обработки сразу двумя скругленными вершинами режущей пластины. Модуль позволяет задавать исходные данные для станочных циклов токарных станков (как геометрию профиля обработки так и численные параметры).
Рисунок - Выбор параметров резца для контурного точение (а) и формирование траектории его движения
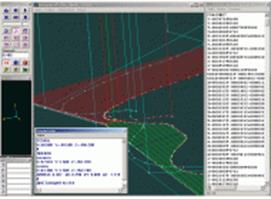
Визуализация результатов расчета технологического прохода выполняется в 2D-редакторе в виде траектории расчетной точки и движения контура резца в режиме «Динамика». Так как в режиме «Динамика» контур резца остается на экране во всех точках излома траектории, то это позволяет визуально оценить корректность результата расчета. Исходные данные для модуля токарной обработки Данными для формирования проходов служит математическая модель, представленная в виде совокупности примитивов (отрезков, многоугольников, дуг), кривых, контуров (составных элементов), которые могут быть созданы непосредственно в 2D-редакторе системы (см. описание модуля) или импортированы из систем проектирования и дизайна. Контуры строятся в первом и втором квадрантах системы координат. Ось детали должна совпадать с осью Х. Специально для токарного модуля в 2D- редакторе имеются примитивы типа «Цилиндр вал», «Конус вал», «Торец вал» и т.п. В качестве основы математической модели могут быть использованы также произвольные контура импортированные из известных CAD систем (форматы DXF, IGES, EPS, Peps). Характеристики модуля токарной обработки системы ГеММа-3D · Наличие мощных средств быстрого и простого создания контуров из отрезков прямых, дуг и сплайнов, примитивов. Масштабирование, перенос, поворот и растяжение геометрических объектов с различными вариантами привязки. Технологические построения – операция вписания резца инструмента в контур обработки. Удобный визуальный контроль построений. · Задание параметров режущей части с ее визуальным отображением в окне параметров. В модуле предусмотрена обработка проходным, расточным, контурным, канавочным резцом с одной и двумя вершинами, а также широким резцом с двумя скругленными вершинами и косой режущей кромкой для обработки движениями, перпендикулярными оси детали. · Ручное и автоматическое вписание резца в контур обработки · Предусмотрены следующие виды токарных операций: o Токарный карман. Предназначен для выборки материала между контуром заготовки и контуром детали. Основные рабочие движения выполняются либо параллельно оси, либо параллельно торцу. Глубина резания, величина отскока задаются в параметрах. Предусмотрены варианты движения по контуру детали в пределах глубины резания, а также врезание под углом и по контуру детали. В версии 9.0 bis имеется стратегия выборки параллельно контуру фигурной канавки для обеспечения равномерности припуска. o Токарный контур. Предназначен для осуществления чистовой обработки детали, а также для задания станочных циклов профильной обработки. Параметры инвариантного постпроцессора позволяют средствами системы ГеММа-3D разрабатывать постпроцессоры как на циклы, у которых профиль задается внутри текста управляющей программы между кадрами смены инструмента, так и на циклы с описанием профиля в виде подпрограммы или группы кадров в начале программы. Гарантируется расчет фасонного контура с учетом смещения расчетной точки относительно центра скругления режущей пластины. Предоставлена возможность ввода типа радиусной коррекции для систем ЧПУ, имеющих такую G-функцию. Система позволяет пользователю самостоятельно подготовить специальные макросы для более удобного задания параметров станочных циклов, чем это делается в стандартном окне, включая графические иллюстрации. Резьбонарезание можно выполнять с помощью станочных циклов. o Токарное сверление. Предназначено для задания сверления как осевых отверстий, так и расположенных на торце детали параллельно ее оси. Возможно как задание сверлильного цикла, так и его интерпретация горизонтальными движениями инструмента. Редактор кода машинных программ CheckNC Назначение системы: · динамическая визуализация с возможностью изменения скорости прорисовки; · нахождение кадра УП указанием элемента траектории на экране; · измерение элементов траектории; · получение технологической информации об элементе траектории (номер инструмента, подача, обороты, кадр, вызвавший данное перемещение); · прорисовка отдельных инструментов; · быстрый пересчёт траектории и визуализация после изменения текста УП в окне редактора; · связь текста УП и траектории в графическом окне может быть установлена или отключена по желанию пользователя; · расчёт машинного времени работы программы; · перенумерация УП; · цвет траектории можно установить как по инструменту, так и по подаче (элементы траектории с одинаковой подачей прорисовываются одним цветом); · экспорт траектории в ГеММа-3D в формате APT, геометрии (поли линия) или прохода, а также в формат DXF.
Рисунок Пример визуализация и анализа траектории движения расчётной точки инструмента на основе файла управляющей программы с возможностью настройки на конкретный тип системы ЧПУ.
С помощью системы можно описать следующие параметры станков с ЧПУ: · Имя станка. · Имя системы ЧПУ. · Тип станка по количеству управляемых координат (2D или 3D и выше). Для двух координатных УП можно указать направление осей на экране компьютера. Определяются также адреса управляемых координат (осей) и методы описания их численных значений. · Параметры, позволяющие системе определить, как в УП для данного станка осуществляется смена инструмента, управление оборотами шпинделя, управление подачей инструмента. Кроме того, для токарного оборудования старых образцов (там, где вылеты резца в настроечном блоке присутствуют в каждой координате) можно настроить учёт вылета резцов при прорисовке. · Всё, что касается подготовительных функций, определяющих движение инструмента, т.е. описаны G-функции холостого хода, линейной интерполяции, круговой интерполяции по часовой стрелке и против, функции, определяющие плоскости круговой интерполяции, параметры, определяющие возможность винтовой интерполяции. Определяются также ситуации, в которых встреченный в кадре адрес координаты не должен восприниматься как команда для перемещения (например, выстой G4X2). · Определяется способ описания круговой интерполяции, т.е., как определяется центр кругового перемещения, возможно ли задание радиуса, максимально допустимая ошибка круговой интерполяции. Также, для получения правильных координат относительно нуля программирования при измерениях траектории, на данной вкладке можно описать координаты стартовой точки программы. Описаны символы, с помощью которых определяются комментарии, если они допустимы в УП. · Всё, что касается расчёта машинного времени работы программы, функции минутной, оборотной и инверсной подачи, функции постоянной скорости резания, время смены инструмента, скорость холостого хода и т.д. Модуль расширенной 5D обработки Методы подхода/отхода · Локальные координаты – подход / отход строится с учётом вектора фрезы и направления её движения в начальной и конечной точках прохода · Длина и углы – аналогичен предыдущему методу, но вместо трёх координат в локальной СК используются величина подхода/отхода и два угла · Абсолютные координаты – к координатам начальной и конечной точек прохода алгебраически суммируются указанные пользователем значения Методы управления вектором инструмента. · Массив векторов – вектор фрезы в конкретной точке прохода определяется на основе, предварительно построенного, набора отрезков (контрольных векторов) · Сплайн – в каждой точке граничной кривой вектор фрезы направлен в соответствующую (по параметру) точку, предварительно построенного, управляющего сплайна · Точка – в каждой точке граничной кривой вектор фрезы направлен в, предварительно построенную, контрольную точку · Закон (абсолют) – поворот фрезы в абсолютной системе координат в направлении движения и перпендикулярно движению определяется по, предварительно построенным, кривым законов. · Закон (поверхность) – поворот фрезы в локальной (привязанной к обрабатываемой поверхности) системе координат в направлении движения и перпендикулярно движению определяется по, предварительно построенным, кривым законов. Операция “Спираль между кривыми” · Операция предназначена для непрерывного (без переходов) фрезерования между двумя граничными кривыми · Граничные кривые должны быть замкнутыми · При активации UV – изопараметрической обработки граничные кривые не указываются, но обрабатываемая поверхность должна быть замкнута по одной из параметрических координат · Есть возможность вывода нормали к поверхности в текущей точке прохода для дальнейшего расчёта корректируемой УП с помощью внешнего постпроцессора
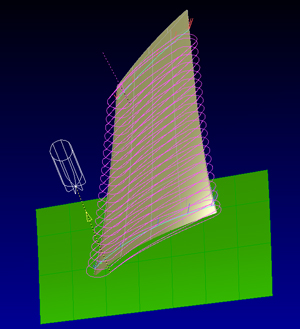
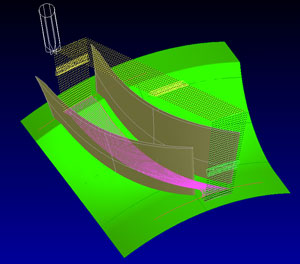
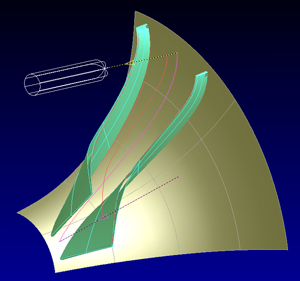
Рисунок - Пример использования операции “Спираль между кривыми” при построении траектории движения инструмента Операция “Петля между кривыми” · Операция предназначена для фрезерования зоны между двумя кривыми строчным методом с отходом от детали или зигзагом · Возможно задание дополнительных уровней фрезерования с разным припуском в начале и в конце прохода · Порядок строк может меняться по желанию пользователя · При необходимости длина прохода на любом уровне может быть ограничена · Операция позволяет выбрать межлопаточное пространство импеллеров с любым количеством и конфигурацией лопаток.
Рисунок - Пример использования операции “Петля между кривыми ” при построении траектории движения инструмента
Операция “По контуру” · Операция позволяет сделать одиночный проход по указанной кривой, например подчистку радиуса между ступицей и лопаткой · Кривая строится штатными средствами CAD части САПР ГеММа-3D (например радиусное ограничение)
Рисунок - Пример использования операции “По контуру” при построении траектории движения инструмента
Операция “По двум направляющим” · Операция позволяет “прокатиться” фрезой по двум направляющим кривым, отслеживая при этом указанную поверхность · Фреза может отслеживать кривые своей осью или боком · Количество строк по высоте может быть любым · Переход между строками может производиться с отходом от детали или зигзагом · Возможно задание припуска на кривые Операция “Одиночная лопатка” · Операция позволяет создать спиральную траекторию вокруг одиночной лопатки, при этом, вектором фрезы управляет угол опережения (в направлении движения фрезы) и два угла отклонения (для первой и второй граничных кривых) · Применяется для специального фрезерного оборудования с ЧПУ для фрезерования одиночных лопаток · Возможно фрезерование лопаток с бандажными полками и прикомлевых участков Популярное:
|
Последнее изменение этой страницы: 2017-03-08; Просмотров: 1544; Нарушение авторского права страницы
 а)
а)
 б)
б)