|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Выбор рациональных способов восстановления различных поверхностей деталей
Для восстановления шлицов возможно применение способов наплавки и постановки дополнительной ремонтной детали. Из рассмотренных методов наплавки метод вибродуговай наплаки дает возможность получения высокой твердости наплавленного слоя при незначительном нагреве детали, в отличии от метода ручной дуговой наплавки. Поэтому для восстановления шлицев применяется метод вибродуговой наплавки. Для восстановления крестовины используем метод плазменной наплавки, такой способ более производительнее(13 мин) по сравнению с СО2(17, 3 мин).Припуск на механическую обработку уменьшается в 1, 5-2 раза, Что позволяет экономить наплавочный металл, ресурс восстановления плазменной наплавкой крестовин соответствует ресурсу новых. Для износа отверстий в вилке под подшипник выберем железнение. Проектирование маршрутов и операций по восстановлению деталей.
Порядок вибродуговой наплавки
При разработке вибродуговой наплавки необходимо: 1.Подготовить деталь к наплавке 2.Выбрать тип и марку проволоки 3.выбрать толщину наплавляемого слоя 4.Выбрать положение электродной проволоки относительно наплавляемой детали 5.Выбрать величину сварочного тока 6.Выбрать величину расхода охлаждающей жидкости 7.Выбрать источник тока 8.выбрать головку для наплавки Сталь из которой изготавливается деталь 35Х имеет удовлитварительную проваренность температура предварительного подогрева 100С. При подогреве детали к наплавке необходимо тщательно очистить поверхность от смазки и других загрязнений. Деталь очищается от масленой пленки и механических загрязнений. Поэтому возможна очистка методом погружения. Для этого применяется синтетически моющее средство МС-11. Для достижения требуемой частоты поверхности концентрация раствора должна быть 20-30 г/л, температура раствора 80-100 С, а время очистки 2 минуты. Электродная проволока выбирается в зависимости от требуемой твердости наплавленного слоя (твердость поверхности шлицев 50 HRC), поэтому выбираемая проволока Нл-65Г по ГОСТ 10543-63. Она имеет твердость при наплавке в жидкости 36-52 HRC. Для достижения наибольшей производительности и наивысшей стабильности процесса, наплавка производится проволокой диаметром 1, 6-2, 5 мм. Принимаем 2мм. Толщина слоя, подлежащего наплавке, определяется величиной износа, так же учитывается припуск на механическую обработку наплавленного слоя. Т.о. толщина слоя принимается 0, 5 мм. Скорость подачи электродной проволоки для получения оптимальной величины сварочного тока и необходимого количества расплавляемого электродного металла скорость подачи равна 0, 017 м/с. Скорость наплавки для наилучшего формирования и необходимой толщины наплавляемого слоя равна 1, 6 м/ч. Положение электрода относительно детали определяется следующим параметрами: вылетом электрода, углом подхода электрода к детали, углом наклона электрода к детали, углом подхода электрода к детали, частотой амплитудой вибрации. Вылет электродной проволоки должен быть 8-12 мм, для предотвращения приваривания проволоки к мундштуку при малом вылете и плохой направляемости проволоки относительно детали при большем вылете. Угол подхода электрода к детали, для наилучшего формирования наплавляемого слоя и его качества, этот угол должен быть примерно перпендикулярен касательной плоскости к наплавляемой поверхности. Угол наклона электрода детали, для улучшения сцепления с основным металлом и валиком между собой оптимальная величина этого угла 70-80 С Амплитуда вибрации электрода. При малой амплитуде повышается шероховатость и образуются наплывы, при увеличении амплитуды повышается интенсивность плавления и разбрызгивания электродной проволоки. Оптимальная амплитуда колебаний проволоки 1, 8-2, 0 мм. Величина сварочного тока 10-0-110 а, т.к. напряжение сварки 18-19 В и скорость подачи 0, 017 м/с Частота колебаний проволоки влияет на величину холостого тока. Наименьшая величина холостого хода получается при частоте колебаний 50-100 Гц. Расход охлаждающей жидкости влияет на величину деформации детали, на скорость охлаждения металла, на степень защиты металла от окисления и азотирования и на устойчивость процесса наплавки. Оптимальный расход составляет 0, 7-0, 2 л/мин. В качестве охлаждающей жидкости используется 4%-ый водный раствор кальцинированной соды.Жидкость подается на расстоянии 15 мм от места наплавки. Источник тока. Для получения наилучшего результата вибродуговой наплавки используется источник тока обратной полярности постоянного тока, три съемных выпрямителя соединены последовательно. Головка для вибродуговой наплавки должна обеспечить постоянство скорости подачи проволоки, стабильность процесса вибрации, сохранение постоянства настройки. Наплавка производится головкой с механической вибрацией ГМВК-1.
Плазменная наплавка
Крестовины карданных шарниров и сателлитов дифференциала автомобилей и тракторов работают в тяжелых условиях абразивной среды и сравнительно быстро выходят из строя.В зависимости от характера износа крестовины распределяются по следующим дефектам: крестовины, имеющие только размерный износ, - 30%; крестовины, имеющие размерный износ в сочетании со смятием шипов, - 52%; крестовины, имеющие размерный износ в сочетании со смятием и объемной деформацией (овальность, конусность), - 6%; крестовины, не подлежащие восстановлению, - 12%.Размерный износ составляет 0, 05-0, 15 мм, глубина вмятин - 0, 1-0, 6 мм. Поскольку крестовины установлены в вилках шарниров карданного вала на игольчатых подшипниках, то вмятины на поверхности образуются от игольчатых роликов.К крестовинам карданного вала, сдаваемым в ремонт, предъявляются следующие технические требования. Крестовины не принимаются в ремонт при наличии одного из следующих дефектов: трещин; выкрашивания; овальности и конусности свыше 1 мм; при износе шипов более 1, 3 мм на диаметр. Для наплавки крестовин исследованы следующие твердые сплавы на основе железа: ПГ-С1, ПГ-УС25 с добавлением 6-8% Аl.В качестве плазмообразующего газа можно использовать аргон, защитного газа - аргон, азот, углекислый газ. Для транспортирования порошка и защиты сварочной ванны с точки зрения технико-экономических соображений наиболее целесообразно применять технический азот. При использовании для защиты сварочной ванны углекислого газа качество наплавки ниже, чем при использовании азота: формирование валиков более грубое, деталь перегревается, и после наплавки каждого шипа необходимо охлаждение.Плазменную наплавку крестовин выполняли на токарном станке плазмотроном конструкции ВСХИЗО, расположенным под углом 10-15° относительно вертикальной оси и смещенным с зенита на 4-6 мм по ходу наплавки.Наплавку шипов различных крестовин диаметром 11-25 мм выполняли по винтовой линии при следующих режимах: Сила тока, А 90-140 Напряжение, В 35-45 Скорость наплавки, см/с 1, 6-1, 7 Расход газа, л/мин: плазмообразующего (аргона) 1, 5-2 защитного (азота) 10-12 Расход порошка, г/мин 34-40 Плазменная наплавка крестовин на указанных режимах обеспечила толщину слоя 1, 6-1, 9 мм при глубине проплавления 0, 4-0, 6 мм. Твердость поверхности, наплавленной сплавом ПГ-УС25 + 8% Al HRC 52-56, а сплавом ПГ-С1+8% Аl HRC 46-52. В настоящее время на ряде ремонтных предприятий крестовины восстанавливают вибродуговой наплавкой, наплавкой в среде СО2 с использованием наплавочных проволок Нп-65Г, Нп-30ХГСА (рис. ).
Рис. Крестовины после наплавки
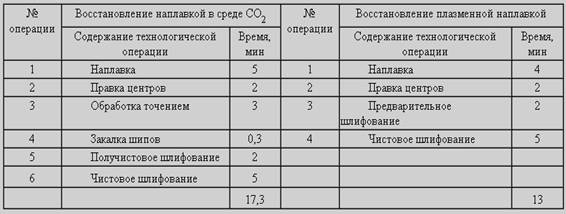
В табл. приведены сравнительные данные технологического процесса восстановления крестовин автомобиля ЗИЛ-130 в в среде СО2 и плазменной наплавкой Таблица. Технология восстановления крестовин автомобиля ЗИЛ-130
Способ восстановления крестовин плазменной наплавкой более производительный (13 мин) по сравнению с наплавкой в СО2 (17, 3 мин). Припуск на механическую обработку при плазменной наплавке уменьшается в 1, 5-2 раза, что позволяет экономить наплавочный металл. Ресурс восстановленных плазменной наплавкой крестовин соответствует ресурсу новых.
Популярное:
|
Последнее изменение этой страницы: 2017-03-08; Просмотров: 901; Нарушение авторского права страницы