|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Дефектовка деталей карданной передачиСтр 1 из 5Следующая ⇒
Реферат
Пояснительная записка содержит: листов Ключевые слова: вал карданного вала, дефект, восстановление, наплавки, железнение, обработка, сборка. В данной работе производится разработка технологических процессов дефектации, восстановления и обработки изделия, а также обоснование выбора наиболее рациональных операций, входящих в эти технологические процессы. Содержание
Введение 1.Назначение и устройство 2.Возможные неисправности 3.Дефектовка карданной передачи 4.Выбор рациональных способов восстановления детали 4.1 Возможные способы восстановления 4.2 Выбор рациональных способов восстановления различных поверхностей деталей 5.Проектирование маршрутов и операций по восстановлению деталей. 5.1 Порядок вибродуговой наплавки 5.2 Плазменная наплавка 5.3 Процесс гальванического наращивания (железнение) 5.4 Обработка деталей после наплавки 5.5 Обработка деталей после гальванического наращивания 6.Ремонт карданной передачи 6.1 Проверка технического состояния карданов 6.2 Шприцевание карданных валов 6.3 Балансировка карданных валов Заключение Список используемой литературы Введение
Постоянная необеспеченность ремонтного производства запасными частями является серьезным фактором снижения технической готовности автомобильного парка. Расширение их производства, новых запасных частей связано с увеличением материальных и трудовых затрат. Вместе с тем около 75% деталей выбрасываются при первом капитальном ремонте автомобилей, являются ремонтно-пригодными, либо могут быть использованы вообще без восстановления. Поэтому целесообразной альтернативой расширению производства запасных частей являются вторичное использование изношенных деталей, восстанавливаемых в процессе ремонта автомобиля и его агрегатов.Из ремонтной практике известно, что большинство выбракованных по износ деталей теряют не более 1-2% исходной массы. при этом прочность деталей практически сохраняется.С позиции воспроизводства машин экономическая целесообразность ремонта обусловлена возможностью повторного использования большинства деталей как годных, так и предельно изношенных после восстановления. Это позволяет осуществить ремонт в более короткие сроки с меньшими затратами металла по сравнению с затратами при изготовлению новых деталей.Высокое качество отремонтированных автомобилей и агрегатов предъявляет повышение требования к ресурсу восстановленных деталей. Известно, что в автомобилях и агрегатах после капитального ремонта детали работают, как правило в значительно худших условиях, чем в новых, что связано с изменением базисных размеров, смещением осей в корпусных деталях, изменение условий задачи смазки и пр. В этой связи технология восстановления деталей должна базироваться на таких способах нанесения покрытий и последующей обработки, которые позволили бы не только сохранить, но и увеличить ресурс отремонтированных деталей. Назначение и устройство
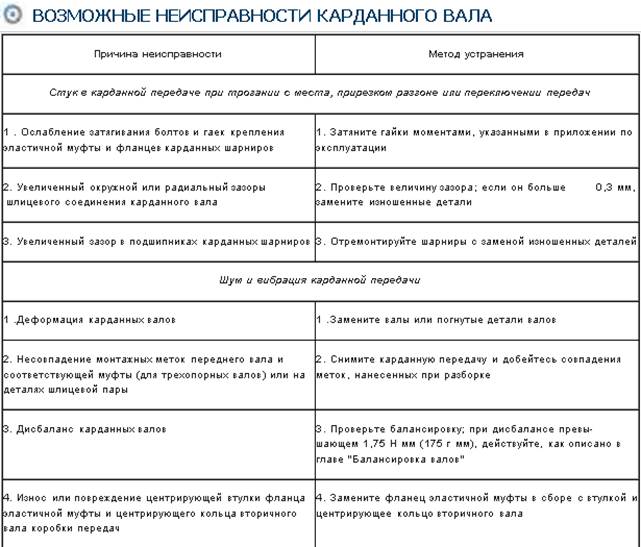
Карданная передача предназначена для передачи крутящего момента от одного механизма к другому. Карданная передача чаще всего соединяе ведомый вал коробки передач или раздаточной коробки с ведущим валом главной передачи моста. Устройство карданной передачи: o вал карданный; o карданный шарнир; o промежуточная опора. - Карданный вал - это труба, по обеим сторонам которой имеются шарниры. Труба очень прочная, так как по ней передается все усилие от коробки передач. Карданные шарниры позволяют этому усилию проходить без изменений к ведущему мосту при вертикальных перемещениях колес. - Карданный шарнир состоит из двух вилок, которые соединены так называемой крестовиной. Она действительно представляет собой крест. На окончания этого креста надеты маленькие подшипники с роликами. - Корпуса подшипников находятся в отверстиях вилок. Таким образом, соединение получается очень подвижное. Две вилки карданного шарнира могут вращаться относительно друг друга. Правда, на небольшие углы. Но и этого хватает, так как ведущие колеса все-таки не очень высоко подпрыгивают на неровностях дороги.На конце вала, который выходит из коробки передач, жестко закреплена деталь, называемая «звездочкой».Она действительно похожа на звездочку. На ее поверхности имеются канавки, по которым перекатываются шарики. Шарики с внешней стороны как бы охватывают корпус шарнира.На внутренней поверхности корпуса также есть канавки. Получается, что каждый шарик расположен с одной стороны в канавке, соединенной с валом, а с другой стороны - в канавке, соединенной с корпусом и колесом автомобиля.При вращении вала шарики выполняют роль шлицев и передают весь крутящий момент, или усилие, на колесо. Но как только колесо поворачивается, шарик просто перекатывается по канавкам звездочки и корпуса, не переставая передавать крутящий момент на колеса.Скорость вращения вала при этом всегда равна скорости вращения колеса. Поэтому такие шарниры и называют шарнирами равных угловых скоростей. Причем углы поворота колеса могут быть очень большими. Шарики смазываются специальной смазкой. Весь шарнир закрыт прочным резиновым чехлом, который защищает его от повреждения Возможные неисправности
Плазменная наплавка
Крестовины карданных шарниров и сателлитов дифференциала автомобилей и тракторов работают в тяжелых условиях абразивной среды и сравнительно быстро выходят из строя.В зависимости от характера износа крестовины распределяются по следующим дефектам: крестовины, имеющие только размерный износ, - 30%; крестовины, имеющие размерный износ в сочетании со смятием шипов, - 52%; крестовины, имеющие размерный износ в сочетании со смятием и объемной деформацией (овальность, конусность), - 6%; крестовины, не подлежащие восстановлению, - 12%.Размерный износ составляет 0, 05-0, 15 мм, глубина вмятин - 0, 1-0, 6 мм. Поскольку крестовины установлены в вилках шарниров карданного вала на игольчатых подшипниках, то вмятины на поверхности образуются от игольчатых роликов.К крестовинам карданного вала, сдаваемым в ремонт, предъявляются следующие технические требования. Крестовины не принимаются в ремонт при наличии одного из следующих дефектов: трещин; выкрашивания; овальности и конусности свыше 1 мм; при износе шипов более 1, 3 мм на диаметр. Для наплавки крестовин исследованы следующие твердые сплавы на основе железа: ПГ-С1, ПГ-УС25 с добавлением 6-8% Аl.В качестве плазмообразующего газа можно использовать аргон, защитного газа - аргон, азот, углекислый газ. Для транспортирования порошка и защиты сварочной ванны с точки зрения технико-экономических соображений наиболее целесообразно применять технический азот. При использовании для защиты сварочной ванны углекислого газа качество наплавки ниже, чем при использовании азота: формирование валиков более грубое, деталь перегревается, и после наплавки каждого шипа необходимо охлаждение.Плазменную наплавку крестовин выполняли на токарном станке плазмотроном конструкции ВСХИЗО, расположенным под углом 10-15° относительно вертикальной оси и смещенным с зенита на 4-6 мм по ходу наплавки.Наплавку шипов различных крестовин диаметром 11-25 мм выполняли по винтовой линии при следующих режимах: Сила тока, А 90-140 Напряжение, В 35-45 Скорость наплавки, см/с 1, 6-1, 7 Расход газа, л/мин: плазмообразующего (аргона) 1, 5-2 защитного (азота) 10-12 Расход порошка, г/мин 34-40 Плазменная наплавка крестовин на указанных режимах обеспечила толщину слоя 1, 6-1, 9 мм при глубине проплавления 0, 4-0, 6 мм. Твердость поверхности, наплавленной сплавом ПГ-УС25 + 8% Al HRC 52-56, а сплавом ПГ-С1+8% Аl HRC 46-52. В настоящее время на ряде ремонтных предприятий крестовины восстанавливают вибродуговой наплавкой, наплавкой в среде СО2 с использованием наплавочных проволок Нп-65Г, Нп-30ХГСА (рис. ).
Рис. Крестовины после наплавки
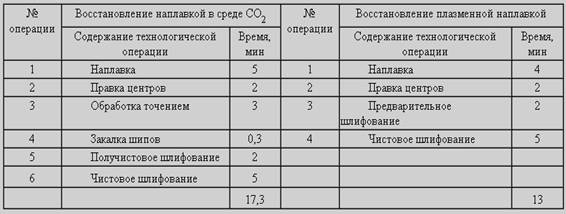
В табл. приведены сравнительные данные технологического процесса восстановления крестовин автомобиля ЗИЛ-130 в в среде СО2 и плазменной наплавкой Таблица. Технология восстановления крестовин автомобиля ЗИЛ-130
Способ восстановления крестовин плазменной наплавкой более производительный (13 мин) по сравнению с наплавкой в СО2 (17, 3 мин). Припуск на механическую обработку при плазменной наплавке уменьшается в 1, 5-2 раза, что позволяет экономить наплавочный металл. Ресурс восстановленных плазменной наплавкой крестовин соответствует ресурсу новых.
Ремонт карданной передачи
Современная технология ремонта предусматривает замену ключевых компонентов карданной передачи. Ассортимент предлагаемых сегодня на рынке комплектующих позволяет не только восстановить, но и изготовить любой вариант карданного вала на заказ по предоставленному чертежу. Как выяснилось, на складе крупных компании хранится несколько сотен позиций оригинальных комплектующих ведущих мировых производителей (Klein, Spicer, GWB). Примечательно что в этой сфере присутствуют последние технические инновации, например, скользящие поверхности шлицевых соединений имеют антифрикционное рильсановое покрытие. Сейчас, пожалуй, уже никто не возьмется за восстановление старых шеек крестовин или наплавку шлицов компенсатора длины. Сделают по-другому: изношенную часть аккуратно демонтируют и на ее место установят заводскую деталь. К примеру, взамен дефектной вилки приварят новую, аналогичным образом поступят и с изношенной шлицевой частью. Технология тщательно отработана. Сначала вал зажимают в патроне токарного станка и аккуратно стачивают заводской сварной шов, затем впрессовывают шлицевой конец из трубы, а установленную на освободившееся место новую деталь фиксируют полуавтоматической сваркой. Одним из самых дорогих ремонтов считается замена карданной трубы тягача Scania R. Стоимость такой работы (без учета запасных частей) может достигать 17 тыс. руб. Любой ремонт карданной передачи завершается балансировкой. Наличие оборудования для выполнения этих операций и определяет статус предприятия и конечный итог выполненных работ. Уравновешивается карданная передача в сборе. Для этого в составе оборудования имеется комплект универсальных адаптеров, позволяющий произвести имитацию крепления карданного вала в автомобиле. К примеру, немецкие станки Schenck и Hofmann позволяют произвести динамическую балансировку карданных валов длиной до 4000 мм в диапазоне рабочих частот от 100 до 6000 мин-1. Устраняют дисбаланс путем фиксации на трубе балансировочных пластин, установкой прокладок под стопорные крышки подшипников, а в некоторых случаях, скажем, когда вал слишком короткий, — снятием металла с технологических приливов на фланцах. Нельзя обойти стороной еще одну оригинальную услугу — вибродиагностику компонентов трансмиссии непосредственно на автомобиле. Такую работу недавно добавила в свой официальный перечень одна из крупных столичных компаний, специализирующаяся на изготовлении и ремонте карданных передач. Функциональные возможности переносного прибора Schenck Vibroport 41 позволяют не только измерить суммарную вибрацию, но и разложить ее по составляющим частотам, представив полученные данные в цифровом либо графическом виде. Правда, как нам пояснили, пользуются этим методом достаточно редко, надо понимать, берегут для особо сложных случаев. В повседневной работе опытные ремонтники все же предпочитают диагностировать снятые валы на стационарных стендах. В качестве резюме возьмем на себя смелость предположить, что в ближайшей перспективе развитие подобных услуг продолжится. Пример тому — европейские страны, в которых обширная сеть независимых сервисных центров прочно заняла определенную нишу. В результате эксплуатационник имеет возможность выбора. Требуется новый карданный вал или вполне разумным будет восстановление старого — на рынке есть соответствующие предложения
Шприцевание карданных валов
1.Шприцевание производится через пресс-масленку до срабатывания предохранительного клапана (если таковой имеется в шарнире) или до появления новой смазки из-под уплотнений. 2.Если при этом в одном или большем числе подшипников появление смазки не наблюдается, либо смазка появляется вместе с водой, ржавчиной или грязью, то такой карданный вал должен быть отправлен в специализированную ремонтную мастерскую. 3.Если при покачивании фланец-вилок карданных валов будет обнаружен люфт фланцев агрегатов, необходимо устранить люфты подтягиванием крепежа или ремонтом агрегатов (в зависимости от конструкции последних). Шприц и " Фиол-2У" - лучшие друзья карданных валов. Особенно часто должны шприцеваться те карданы, которые часто купаются в лужах и прочих нечистотах. В такой среде особенно несладко приходится задней крестовине заднего кардана, т.к. она находится ближе всех к дорожному (или бездорожному) покрытию. Да, вдобавок, она не " прячется" ни за одним агрегатом, а даже наоборот, находится под углом, наматывая на себя глину, снег и прочие природные недостатки. Многие считают - шприцевать карданы вовсе необязательно. Или можно это делать максимум раз в год... Да еще и не снимая их с машины. Господа! Запомните одну простую вещь - хорошо прошприцевать крестовину кардана (имеется ввиду штатная крестовина), не снимая с машины, можно только при наличии каких-нибудь нестандартных шприцев. Масленка на штатной крестовине находится в очень неудобном месте. Стандартному шприцу она становится доступной лишь при наличии переходника. Но, такая конструкция чрезвычайно неустойчива, и при шприцевании смазка стремится убежать либо из стыка " масленка-переходник", либо из стыка " переходник-шприц". Второе более " безопасно", т.к. сразу видно, откуда бежит смазка. А вот первый путь иногда создает иллюзию, что крестовина прошприцована (шприцевать нужно до тех пор, пока новая смазка не начнет выходить из под всех сальников крестовины). Благодаря этому переходнику, мимо крестовины " проходит" довольно большое количество смазки. Вы же не побежите, наверняка, за новой порцией Фиола, если 70% из того, что Вы планировали использовать, окажется на полу. Либо Вы используете то, что вывалилось (не думаю, что ОНО стерильно", либо вообще плюнете на это дело до лучших времен. А лучшие времена могут и не наступить, т.к. проверить состояние крестовины, не сняв кардан, невозможно. Поэтому, не будем спорить насчет того, нужно ли снимать или нет. Если Вы хотите знать, в каком состоянии находится крестовина, а также хотите ее качественно прошприцевать, кардан нужно снимать. Каждый кардан имеет три точки для шприцевания: две пресс-масленки на крестовинах и одна масленка возле шлицевого соединения. Кстати, последнюю как раз можно шприцевать не снимая кардан. Когда Вы снимите кардан, очистите пресс-масленки от грязи и прошприцуйте их. Старайтесь делать это нежно, т.к. от грубости толку мало. Даже вред может быть - смазка пробьет себе широкую дорогу в одном месте, и все последующее, что Вы будете туда закачивать, будет вылезать оттуда, а остальным коллегам не достанется. В принципе, шприцевание можно считать законченным, когда отовсюду полезет свежая смазка. Но, будьте готовы к тому, что такое маловероятно. Когда кардан будет готов к установке, поставьте его вертикально и немного надавите. Это нужно для того, чтобы вышли излишки из шлицевого соединения, т.к. при шприцевании кардан " растет" из-за внутреннего давления смазки. Если этого не сделать, то Вы очень удивитесь, когда поймете, что он не хочет влезать на свое старое место между редуктором и раздаткой. Когда Вы поймете, в чем дело, и начнете его " укорачивать", то просто перемажетесь в " излишках". А фиол до конца не отстирывается! И пахнет весьма убедительно! Поэтому шлицы удобнее шприцевать после постановки вала на автомобиль. Когда процедура установки будет закончена, и Вы, окрыленные сознанием собственного могущества, поедете кататься, Вы ощутите, что проделали эту грязную работу совсем не зря. Количество шумов уменьшится. При движении под горку Вы уже не услышите этот неприятный звук, напоминающий взаимодействие сильно изношенных шестеренок, исходящий из района КПП и РК. Вполне возможно, что пропадет часть вибрации, вызванной не совсем правильной работой несмазанной крестовины. В общем, будут только плюсы.
Заключение
В курсовой работе произведено овладение методикой и получены навыки самостоятельного решения конкретных задач, связанных с процессами изготовления и ремонта автомобильной техники.
Реферат
Пояснительная записка содержит: листов Ключевые слова: вал карданного вала, дефект, восстановление, наплавки, железнение, обработка, сборка. В данной работе производится разработка технологических процессов дефектации, восстановления и обработки изделия, а также обоснование выбора наиболее рациональных операций, входящих в эти технологические процессы. Содержание
Введение 1.Назначение и устройство 2.Возможные неисправности 3.Дефектовка карданной передачи 4.Выбор рациональных способов восстановления детали 4.1 Возможные способы восстановления 4.2 Выбор рациональных способов восстановления различных поверхностей деталей 5.Проектирование маршрутов и операций по восстановлению деталей. 5.1 Порядок вибродуговой наплавки 5.2 Плазменная наплавка 5.3 Процесс гальванического наращивания (железнение) 5.4 Обработка деталей после наплавки 5.5 Обработка деталей после гальванического наращивания 6.Ремонт карданной передачи 6.1 Проверка технического состояния карданов 6.2 Шприцевание карданных валов 6.3 Балансировка карданных валов Заключение Список используемой литературы Введение
Постоянная необеспеченность ремонтного производства запасными частями является серьезным фактором снижения технической готовности автомобильного парка. Расширение их производства, новых запасных частей связано с увеличением материальных и трудовых затрат. Вместе с тем около 75% деталей выбрасываются при первом капитальном ремонте автомобилей, являются ремонтно-пригодными, либо могут быть использованы вообще без восстановления. Поэтому целесообразной альтернативой расширению производства запасных частей являются вторичное использование изношенных деталей, восстанавливаемых в процессе ремонта автомобиля и его агрегатов.Из ремонтной практике известно, что большинство выбракованных по износ деталей теряют не более 1-2% исходной массы. при этом прочность деталей практически сохраняется.С позиции воспроизводства машин экономическая целесообразность ремонта обусловлена возможностью повторного использования большинства деталей как годных, так и предельно изношенных после восстановления. Это позволяет осуществить ремонт в более короткие сроки с меньшими затратами металла по сравнению с затратами при изготовлению новых деталей.Высокое качество отремонтированных автомобилей и агрегатов предъявляет повышение требования к ресурсу восстановленных деталей. Известно, что в автомобилях и агрегатах после капитального ремонта детали работают, как правило в значительно худших условиях, чем в новых, что связано с изменением базисных размеров, смещением осей в корпусных деталях, изменение условий задачи смазки и пр. В этой связи технология восстановления деталей должна базироваться на таких способах нанесения покрытий и последующей обработки, которые позволили бы не только сохранить, но и увеличить ресурс отремонтированных деталей. Назначение и устройство
Карданная передача предназначена для передачи крутящего момента от одного механизма к другому. Карданная передача чаще всего соединяе ведомый вал коробки передач или раздаточной коробки с ведущим валом главной передачи моста. Устройство карданной передачи: o вал карданный; o карданный шарнир; o промежуточная опора. - Карданный вал - это труба, по обеим сторонам которой имеются шарниры. Труба очень прочная, так как по ней передается все усилие от коробки передач. Карданные шарниры позволяют этому усилию проходить без изменений к ведущему мосту при вертикальных перемещениях колес. - Карданный шарнир состоит из двух вилок, которые соединены так называемой крестовиной. Она действительно представляет собой крест. На окончания этого креста надеты маленькие подшипники с роликами. - Корпуса подшипников находятся в отверстиях вилок. Таким образом, соединение получается очень подвижное. Две вилки карданного шарнира могут вращаться относительно друг друга. Правда, на небольшие углы. Но и этого хватает, так как ведущие колеса все-таки не очень высоко подпрыгивают на неровностях дороги.На конце вала, который выходит из коробки передач, жестко закреплена деталь, называемая «звездочкой».Она действительно похожа на звездочку. На ее поверхности имеются канавки, по которым перекатываются шарики. Шарики с внешней стороны как бы охватывают корпус шарнира.На внутренней поверхности корпуса также есть канавки. Получается, что каждый шарик расположен с одной стороны в канавке, соединенной с валом, а с другой стороны - в канавке, соединенной с корпусом и колесом автомобиля.При вращении вала шарики выполняют роль шлицев и передают весь крутящий момент, или усилие, на колесо. Но как только колесо поворачивается, шарик просто перекатывается по канавкам звездочки и корпуса, не переставая передавать крутящий момент на колеса.Скорость вращения вала при этом всегда равна скорости вращения колеса. Поэтому такие шарниры и называют шарнирами равных угловых скоростей. Причем углы поворота колеса могут быть очень большими. Шарики смазываются специальной смазкой. Весь шарнир закрыт прочным резиновым чехлом, который защищает его от повреждения Возможные неисправности
Дефектовка деталей карданной передачи Потребуются: -индикатор часового типа -нутромер Рекомендация Перед осмотром тщательно очистите детали щеткой. ПОРЯДОК ВЫПОЛНЕНИЯ. 1.Проверьте состояние сварных швов, шлицевых частей и трубы переднего карданного вала. Шлицевые части не должны иметь следов видимого износа.
2.Для заднего вала проверьте наличие балансировочных грузиков, состояние сварных швов и измерьте диаметр отверстия вилки под игольчатый подшипник. Вмятины на трубах, погнутость вилок (несоосность отверстий вилок) не допускаются. Предупреждение к операции 2 Диаметр отверстия вилки карданного шарнира под обойму игольчатого подшипника не должен превышать 23, 825 мм. Измерения проводите нутромером с индикатором часового типа.
3.Проверьте состояние корпусов подшипников крестовины, шипов крестовины, сальников, обойм и крестовины. Повреждения, следы значительного видимого износа не допускаются.
4.Проверьте состояние эластичной муфты. Механические повреждения, трещины и отслоения резины от металлических вкладышей не допускаются.
5.Промежуточная опора карданной передачи не должна иметь деформаций.Дефектную опору замените в сборе. Трещины и разрывы эластичной обоймы, отслоения резины не допускаются.
6. Проверьте состояние подшипника промежуточной опоры, проворачивая его внутреннее кольцо в обоих направлениях и при этом прижимая к наружному кольцу (внутреннее кольцо должно вращаться плавно). Уплотнители подшипника не должны иметь механических повреждений (место возможного повреждения уплотнителя указано стрелкой).
Популярное:
|
Последнее изменение этой страницы: 2017-03-08; Просмотров: 3206; Нарушение авторского права страницы