|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Номенклатура железобетонных конструкций и изделий из бетонаСтр 1 из 8Следующая ⇒
Номенклатура железобетонных конструкций и изделий из бетона Сборные железобетонные изделия и конструкции производят в основном линейными, плоскостными, блочными и объемными. Геометрические размеры железобетонных изделий унифицированы и группируются, объединяя в серии, типовые проекты и т.п. Цель подобного действия – возможность строительства зданий по принципу «лего». · Линейные конструкции (колонны, фермы, ригели, балки, прогоны и др) · Плоскостные конструкции (плиты покрытий и перекрытий, панели стен и перегородок, стенки бункеров и резервуаров и др) · Блочные конструкции (массивные фундаменты, стены подвалов и пр.) · Объемные конструкции (санитарно-технические кабины, блок-комнаты, коробчатые элементы силосов, кольца колодцев и др.) Классификация железобетонных конструкции. В основу классификации сборных железобетонных изделий и конструкций положены следующие признаки: · Вид бетона · Плотность бетона, · Вид армирования, · Внутреннее строение, · Назначение бетонной и железобетонной конструкции. · Деление по геометрии конструкции По виду бетонов и применяемых вяжущих различают изделия: - из цементных бетонов — тяжелых на обычных плотных заполнителях, особо тяжелых бетонов и легких бетонов на пористых заполнителях, ячеистых бетонов - специальных бетонов — жаростойких, химически стойких, декоративных. По плотности применяемых бетонов изделия бывают из: - особо тяжелых бетонов плотностью более 2500 кг/м3, - тяжелых бетонов плотностью 2000—2500 кг/м3, - легких бетонов плотностью 500—2000 кг/ м3, - особо легких (теплоизоляционных) бетонов плотностью менее 500 кг/м3. По виду армирования железобетонные изделия делят на: - предварительно напряженные (канатами, струнами, стержнями) и - с обычным армированием По внутреннему строению изделия могут быть: - сплошными и пустотелыми, - изготовленным из бетона одного вида, - однослойные, двухслойные, многослойные, - изготовленными из разных видов бетона или с применением материалов, например теплоизоляционных. В зависимости от назначения сборные железобетонные изделия могут быть: - для жилых и общественных зданий, - промышленных зданий, - сооружений сельского и транспортного, гидротехнического строительства и - изделий общего назначения. Железобетонные изделия одного вида могут отличаться также - типоразмерами, например блок стеновой, угловой, подоконный и т.п. Изделия одного типоразмера могут подразделяться по маркам. В основу деления на марки положено различное армирование, наличие монтажных отверстий или различие в закладных деталях. Область применения сборного железобетона. · Промышленные одноэтажные и многоэтажные здания, в тонкостенных покрытиях (оболочек), в зданий больших пролетов. · Инженерные сооружения: силосов, бункеров, резервуаров, дымовых труб. · В гидромелиоративном строительстве для и ирригационных устройств. · Гражданские здания различного назначения, в т. ч. жилые дома. · В горной промышленности для надшахтных сооружений и крепления подземных выработок. · В транспортном строительстве: для метрополитенов, мостов, туннелей на автомобильных и железных дорогах. · Сельскохозяйственные здания различного назначения. · В энергетическом строительстве для гидроэлектростанций, атомных установок и реакторов. 4. Основные требования и направления совершенствования номенклатуры. Основные требования: · Гарантированно соответствовать условиям эксплуатации · Иметь технологичность заводского производства и возможность обеспечения условий их транспортирования и монтажа. · Предусмотрен защитный слой бетона. · Армирование - сварными сетками и каркасами. · Применение предварительного напряжения арматуры. · Экономичное армирование конструкций. · Легкое стыкование изделий в сооружениях. · Высокая или максимальная заводская готовность. · Долговечность и архитектурная выразительность. Основные направления совершенствования номенклатуры: · Укрупнение монтажных единиц при одновременном снижении их массы и повышении заводской готовности. · Развитие сборно-каркасного и каркасного домостроения · Безусловными преимуществами являются широкий выбор форм и возможность использования нестандартной геометрии конструкций. · Использование современных материалов: СУБ, высоко- и сверхвысокопрочных бетонов, фибро- и высокопластичного бетона. · Использование искусственных заполнителей для тяжелых и легких бетонов · Новое развитие легкого бетона на минеральных заполнителях · Совершенствование технологического оборудования под новые бетоны и изделия из них. Определения по ГОСТ 7473 и классификация бетонных смесей. 1. Бетонная смесь (БС), приготовленная на стройплощадке: БС, приготовленная в месте строительства производителем работ для собственного использования. 2. Товарная бетонная смесь: БС, поставляемая в пластичном состоянии лицами или организациями, не являющимися потребителями. 3. Бетонная смесь заданного качества: БС, требуемые свойства и дополнительные характеристики которой задаются производителю, несущему ответственность за обеспечение этих требуемых свойств и дополнительных характеристик. 4. Бетонная смесь заданного состава: БС, состав которой и используемые при ее приготовлении составляющие задаются производителю, несущему ответственность за обеспечение этого состава. 5. Бетонная смесь заданного нормированного состава: БС заданного состава, который определен конкретным стандартом или техническим документом, например, производственными нормами. Классификация бетонных смесей: 1. По типу бетона бетонные смеси подразделяют на: - бетонные смеси тяжелого бетона (БСТ); - бетонные смеси мелкозернистого бетона (БСМ); - бетонные смеси легкого бетона (БСЛ). 2. В зависимости от показателя удобоукладываемости бетонные смеси подразделяют на группы: - жесткие (Ж), - подвижные (П) и - растекающиеся (Р). 3. Группы подразделяют на марки по удобоукладываемости (: 1.2.3 и тд) 7. Основные требования к бетонным смесям по СНиП 3.09.01-85. 1. Соответствие ГОСТ 7473 и др. НТД. 2. Подбор состава смеси. 3. Корректировка рабочего состава смеси. 4. Специализация изготовления смесей. 5. Сохранность качества компонентов. 6. Сохранность качества смеси.
Классификация БСУ. 1. По назначению: -центральные районные; - приобъектные, - БСУ заводов сборного железобетона; - заводы сухих строительных смесей. 2. По принципу работы: -цикличного действия, - непрерывного действия. 3. По схеме расположения смесительных машин в плане: - линейные однорядные; - линейные двурядные; - гнездовые,. 4. По годовому объему производимой смеси: -малой производительности (до 100 тыс. м3 ), -средней ( 100 - 300 тыс. м 3) и -большой (свыше 300 тыс. м3) в год. 5. По компоновке оборудования: - одноступенчатые (высотные); - двухступенчатые (партерные). 6. По технологии смешения компонентов: - одностадийная технология; - двухстадийная технология. Основное технологическое оборудование БСУ. Основные его характеристики. 1. Средства транспортирования компонентов, 2. Дозаторы, 3. Смесители, 4. Датчики уровня, 5. Средства транспортирования бетонной смеси Дозаторы v Дозирование с погрешностью не более ±1% для цемента, добавок и ±2% - для заполнителей. v По принципу действия дозаторы подразделяются на весовые, объемные и объемно-весовые. v По характеру работы дозаторы подразделяются на циклические и непрерывного действия. v Различают дозаторы однофракционные (индивидуальные) и многофракционные (многокомпонентные). v По способу управления дозаторы различают с ручным, дистанционным и автоматическим управлением. v По схеме подвески весовые дозаторы бывают с рычажные и безрычажные, т.е. на тензометрических преобразователях. Каждый дозатор состоит из основных узлов: - весового бункера, - течки с затвором или питателем, - весоизмерительного устройства
Смесители Для стабильного качества смесей их приготовление организуют в бетоносмесителях. Смесители обеспечивают: - коэффициент вариации по прочности бетона на сжатие не более 10 % и - подвижности смеси 5 см и более допускается применение гравитационных смесителей для легкого бетона классов В12, 5 и выше с маркой по средней плотности D1600 и выше и - в турбулентных смесителей для мелкозернистого и легкого бетона классов В125-В25 с марками по средней плотности D1200 - D1500. Смесители по принципу работы делятся: - перемешивание при свободном падении материалов в барабанных (гравитационных), - с принудительным перемешиванием компонентов смеси, - виброперемешивание.
Возможные концепции 1. Мобильная бетонораздаточная система опалубка неподвижная – бетонораздаточная система подвижная 2. Стационарная бетонораздаточная система опалубка неподвижная – бетонораздаточная система неподвижная опалубка подвижная (вращение поддонов) - бетонораздаточная система неподвижная 3. Заливка бетона сверху обычный бетон, роторный насос, стационарная стрела или круговой распределитель 4. Заливка бетона снизу
Бетонораздатчик СМЖ-306А 1-станина, 2- наклонная рама, 3-рефлекторные ролики; 4 -поворотный круг стола; 5, 18, 19- роликоопоры, 6, 12- барабан; 7-разгрузочная воронка; 8 - питатель; 9 - электрооборудование; 10 - площадка оператора, 11-платформа, 13- ходовое колесо, 14-цепной привод, 15-поворотная течка, 16-разгрузоч-ная воронка, 17, 22 -барабан; 20-рама, 21-лоток, 23 – ящик, 24 – кассета
Назначение. · Получение стабильно качественных характеристик, · Формирование высокой степени уплотнения, · Приобретение изделиями заданной точности геометрических размеров, · Получение надежной и высокой заводской готовности строительных элементов. Процесс формования включает: 1. Подготовку форм или стендов к бетонированию (очистка, смазка, сборка если необходимо), 2. Установку и закрепление арматурного каркаса в форме, закладных изделий, вкладышей, натяжение напрягаемой арматуры предварительно напряженных конструкций, 3. Укладку бетонной смеси, ее распределение в форме и уплотнение, 4. Отделку в процессе формования или заглаживание верхней открытой поверхности изделия, 5. Немедленную или ускоренную распалубку элементов бортоснастки до тепловой обработки, 6. Извлечение из формы готового изделия после тепловой обработки (с передачей усилий натяжения на бетон при изготовлении предварительно напряженных изделий). Ударные виброплощадки 1- форма с бетонной смесью; 2 - продольные балки; 3- поперечные балки; 4- направляющие; 5- ролики рамы; 6, 7- ударные балки; 8- кулачки. Требуют небольшого расхода энергии, лучшие условия формования и возможность экономить до 20% цемента.
Прессование Принудительное перемешивание и взаимное сближение твердых частичек бетонной смеси. Каждой бетонной смеси присуще свое оптимальное прессующее давление.
Прессование жестких смесей лучше проводить послойно. Метод эффективен при уплотнении жестких мелкозернистых смесей и для изделий небольшой толщины
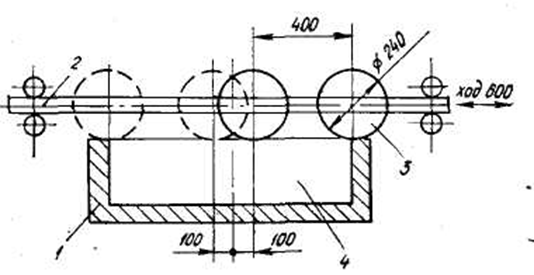
Метод текучего клина Схема роликового формования цилиндрических изделий: 1-заглаживающий цилиндр; 2 - ролик; 3 - штанга; 4- лопатки; 5-распределительный диск; 6- наружная форма; 7 – поддон
Номенклатура – формооснаска } Для формования плоских и крупноразмерных тонкостенных элементов (стеновых панелей, шатровых и ребристых панелей перекрытий, оболочек и т. п.) применяют стационарные металлические формы и железобетонные формы-матрицы. } Для формования крупноразмерных элементов в формах без дна, с обычным армированием и с напряжением арматуры применяют бетонные стенды с гладкой, шлифованной поверхностью. } Для формования изделий сложной конфигурации (предварительно-напряженные балки, ребристые плиты, шпалы, сваи) изготавливают в металлических и железобетонных, разборных или неразборных, групповых формах-стендах, собранных в пакеты значительной протяженности или на подогреваемых металлических полах-стендах. Виды стендов А) Длинные стенды: пакетные или протяжные. } На пакетных стендах арматурные пакеты с зажимами на концах собирают на отдельной установке, а затем переносят и укладывают в захваты стендов или форм. } На протяжных стендах арматурную проволоку сматывают с бухт, установленных в одном конце стенда, и протягивают по всей длине стенда до другого упора непосредственно на линии формования. Б) Короткие стенды: } Короткие стенды предназначаются для изготовления одного изделия по длине стенда и одного-двух изделий по ширине стенда в горизонтальном положении (ферм, двускатных балок и др.). } Разновидностью коротких стендов являются переносные металлические силовые формы, опрокидные поддоны и т.п.. Основные технологические операции при формовании железобетонных изделий на длинных стендах: · Заготовка арматурных пакетов. · Подготовка стендов-форм. · Установка и натяжение пакетов. · Установка борт оснастки и доармирование. · Укладка бетонной смеси и ее уплотнение. · ТО и отпуск арматуры. · Распалубка (съем) готовых изделий.
Короткий стенд для изготовления двух изделий: 1 -паз для вкладыша; 2 -натяжные штанги-захваты; 3 -гидродомкрат возврата; 4- натяжная балка; 5 - гидродомкраты ГД-200; 6- неподвижная балка; 7 - ферма; 8 - железобетонная распорная балка; 9 - напрягаемая арматура; 10 - неподвижные штанги-захваты. Преимущества технологии } О беспечивает выпуск изделий широкой номенклатуры при сравнительно несложной переналадке оборудования. } В озможность изготавливать большепролетные и длинномерные изделия. } Д ля увеличения оборачиваемости формовочных площадей применяют быстротвердеющие цементы высоких марок и различные ускорители твердения бетона. } Т епловая обработка – неглубокие напольные камеры или термоформы или термостенды. Недостатки технологии } П родолжительность технологического цикла зависит от времени выдерживания изделия на стенде. } М алая механизация работ и автоматизация. } И спользование только подвижных бетонных смесей. } Б ольшая массивность строительных конструкций зданий цехов из-за большой грузоподъемности крановых агрегатов Разновидности стендов } Напольный стенд наиболее удобен для формования крупноразмерных и длинномерных элементов в стендовых термоформах, обеспечивающих прогрев бетона подачей пара во внутренние полости бортов и поддонов. } Лотковый стенд заглублен по отношению к уровню пола, что дает возможность перекрывать его крышками для прогрева изделий паром и применять автоматические устройства для закрепления лотков. } Специализированные стенды для формования криволинейных оболочек, прогонов, тавровых балок, шпал и других подобных конструкций оборудованы неразборными металлическими или железобетонными формами. Основные технологические операции при формовании железобетонных изделий на длинных стендах: · Заготовка арматурных пакетов. · Подготовка стендов-форм. · Установка и натяжение пакетов. · Установка борт оснастки и доармирование. · Укладка бетонной смеси и ее уплотнение. · ТО и отпуск арматуры. · Распалубка (съем) готовых изделий. Схемы объемных блоков
1- трехстенный блок, 2- плита пола, 3- стеновая панель, 4- пятистенный блок Рис. 1. Схема двухъярусного стана 1-подъемник; 2 -толкатель; 3- привод подъемника; 4-бетоноукладчик, 5-вибронасадка; 6 - заглаживающее устройство; 7- зона выдерживания, 8- камера предварительной тепловой обработки; 9 - привод снижателя, 10- снижатель; 11-форма; 12 -камера тепловой обработки
Рис. 1. Схема двухъярусного стана 1-подъемник; 2 -толкатель; 3- привод подъемника; 4- бетоноукладчик, 5- вибронасадка; 6 - заглаживающее устройство; 7- зона выдерживания, 8- камера предварительной тепловой обработки; 9 - привод снижателя, 10- снижатель; 11-форма; 12 - камера тепловой обработки
Технологический процесс. Технологический процесс изготовления изделий на конвейерных линиях состоит из типовых операций по подготовке форм и поддонов с последующей укладкой бетонной смеси и ее уплотнения. Тепловая обработка используется только в камерах непрерывного действия, ходя в настоящее время зарубежные технологии предлагают установки –стеллажи для прогрева железобетонных изделий в среде с меньшей влажностью, которые работают совместно с пакетировщиком. Современные конвейерные линии не проектируются с подземными установками ТВО. Для укладки бетонной смеси широкое распространение получают «Камкастеры»- установки со способностью выдавать бетонную смесь в уплотненном состоянии, что улучшает качество отформованного изделия и повышает условия труда формовщиков (уменьшается вибрация, шум и т.п.).
46. Линия циркуляции паллет (поддонов). Схема. Технологический процесс. На линиях циркуляции паллет с различной степенью автоматизации изготавливаются плоские железобетонные изделия, такие как потолочные элементы, двойные и массивные стеновые панели, стеновые панели из легкого бетона и трехслойные стеновые панели с утеплителем, а также фасадные элементы. До получения готовой продукции паллеты проходят через различные технологические посты. Отдельные технологические посты, а также оборудование подбираются в соответствии с индивидуальными запросами заказчика. Бетонные сборные изделия изготавливаются на поддонах для опалубки, которые перемещаются по кругу от одной станции к другой. Готовыми изделиями являются в основном такие плоскостные элементы, как перекрытия (сборный элемент перекрытия и пустотные перекрытия) и стены (монолитные стены, двойные стеновые блоки, " сэндвич" -элементы), а также специальные изделия или другие сборные бетонные изделия. Данная технология позволяет использовать машины, вспомогательные средства и материалы в нужных местах, и тем самым увеличивать выход готовой продукции и улучшать качество и производительность при одновременном сокращении затрат на производство. Линия циркуляции поддонов является здесь просто непревзойденной. По сравнению со стационарной производственной технологией инвестиции здесь, как правило, выше, но они быстро компенсируются при соответствующей производительности. Линии циркуляции поддонов выпускаются с разной степенью автоматизации: от простых модульных базовых решений до высокосложных многофункциональных установок.
Формовочные паллеты являются несущ. констр. для бет. элементов, начиная от чистки паллета до складирования готов. изд. Она передвигается по одной рабочей станции к др. и проходит через различные стадии производства. Паллета состоит из виброустройства. Плоттер – робот для установки опалубки, борт-оснастки. Бетонораздатчик – виброплощадка. Заглаживающее устройство (виброрейка, лопастной заглаживатель) Переворачивающее устройство. Грузоподъёмные траверса Для производства плит перекрытий и многослойных элементов используются палеты 10, 5 х 3, 75 м. После очистки и смазывания палет и вычерчивания геометрии элемента с помощью плоттера, на палетах устанавливаются опалубочные системы со встроенными магнитами с краевым профилированием. После установки арматуры и закладных деталей на двух станциях с помощью бетонораздатчика можно укладывать и уплотнять бетон. При помощи вибробруса и лопастного заглаживателя элементы выравниваются и затираются, а затем отправляются на сушку в систему штабельных стеллажей. После твердения стеновые панели при помощи опрокидывающего устройства устанавливаются в вертикальное положение, оптимальное для транспортировки и последующего монтажа. Вся установка циркуляции охвачена системой управления для контроля и управления всеми процессами Кассетные формы Ebaweпередачи данных и транспортировки. Номенклатура железобетонных конструкций и изделий из бетона Сборные железобетонные изделия и конструкции производят в основном линейными, плоскостными, блочными и объемными. Геометрические размеры железобетонных изделий унифицированы и группируются, объединяя в серии, типовые проекты и т.п. Цель подобного действия – возможность строительства зданий по принципу «лего». · Линейные конструкции (колонны, фермы, ригели, балки, прогоны и др) · Плоскостные конструкции (плиты покрытий и перекрытий, панели стен и перегородок, стенки бункеров и резервуаров и др) · Блочные конструкции (массивные фундаменты, стены подвалов и пр.) · Объемные конструкции (санитарно-технические кабины, блок-комнаты, коробчатые элементы силосов, кольца колодцев и др.) Популярное:
|
Последнее изменение этой страницы: 2017-03-08; Просмотров: 5404; Нарушение авторского права страницы