|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
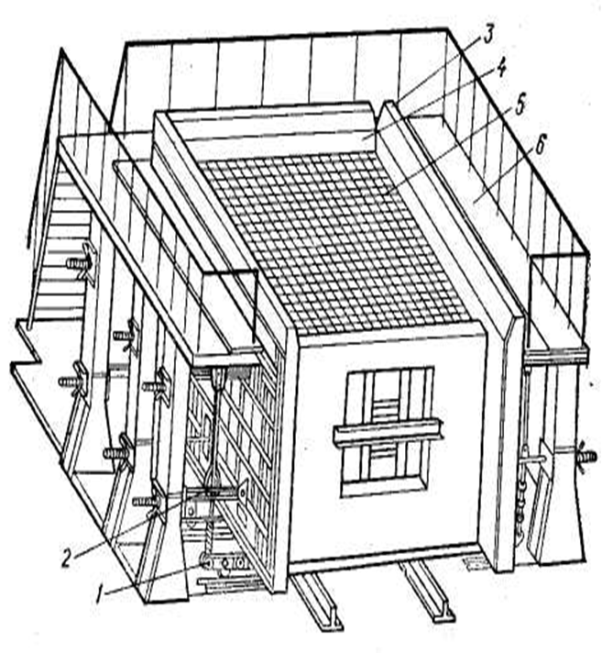
Технологическая схема формования объемных элементов на установке МОБ-УВ.1
1 – устройство для подачи продольных щитов, 2 – рычажный механизм, 3 – продольный щит, 4 – торцевой щит, 5 – сердечник, 6 – площадка обслуживания. Установка МОБ-УВ.1 для формования объемных блоков состоит из механизма подачи продольных щитов, торцового щита и сердечника. Продольные и торцовые щиты с укрепленными на них вибраторами служат наружной опалубкой, которая поддерживает вакуум-секции; стены бетонируют в два этапа (поярусно). Сменные сердечники подготавливают на пяти постах технологической линии главного корпуса: их чистят, смазывают, устанавливают в них проемообразователи, объемные арматурные каркасы, наружную стеновую панель и выполняют другие операции, в том числе подогрев сердечника до температуры 60°С. Затем сердечник подают передвижной тележкой в одну из формовочных установок, регулируют и фиксируют положение арматуры. Объемные блоки формуют из тяжелой бетонной смеси марки М300 подвижностью 18...20 см осадки конуса, доставляемой из бетоносмесительного узла к посту формования в автосамосвалах и перегружаемой в бункер. На 1 м3 бетонной смеси расходуют портландцемента марки М500 — 450, гранитного щебня фракции 5..., 10 мм — 1090, кварцевого песка — 575 кг. Уплотняют бетонную смесь наружными вибраторами, закрепленными на вакуум-щитах; после бетонирования стен укладывают и заглаживают бетон потолка. Затем производят вакуумирование стен в течение 20...30 мин и отдельным вакуум-щитом вакуумируют Технологическая схема формования объемных элементов на установке ФУК-2. Установка состоит из вибростола, раскрывающейся формы с " гидроцилиндрами, сердечника, рабочей площадки с платформой и других устройств. Установка снабжена системами паро-, водоснабжения и конденсатоудаления; все системы подключены стационарно для управления с центрального пульта.
1 – вибростол, 2 – сердечник, 3 – гидроцилиндр, 4 – передвижная платформа, 5 – борт, 6 – наклонные направляющие, 7 – рабочая площадка, 8 – кронштейн, 9 – ролик. Установка состоит из вибростола, раскрывающейся формы с гидроцилиндрами, сердечника (рис. 16.8), рабочей площадки с платформой и других устройств. Установка снабжена системами паро-, водоснабжения и конденсатоудаления; все системы подключены стационарно для управления с центрального пульта. Установка работает следующим образом: для распалубки изделия открывают замки, запирающие борта, затем гидроцилиндрами поднимают подвижную платформу; при этом наклонные направляющие, откатываясь по роликам, открывают борта, а железобетонный колпак отрывается от сердечника. Распалубленные изделия снимают краном и подают на посты конвейера для комплектации и доводки до полной заводской готовности. После чистки и смазки формующих поверхностей бортов и сердечников в установку укладывают пространственный арматурный каркас, убирают упоры и гидроцилиндрами опускают подвижную платформу. При этом борта закрываются, образуя формующую полость установки, после чего их плотно запирают стяжными замками, полость заполняют бетонной смесью и включают вибростол. В это время ролики не касаются наклонных направляющих (между ними образован зазор), и вибрация опалубки не передается рабочим площадкам.
Организация производства ЖБИ по конвейерной технологии. Классификация технологии. Конвейерный способ - усовершенствованный агрегатно- поточный способ формования железобетонных изделий. При конвейерном способе технологический процесс расчленяется на элементные процессы, которые выполняются одновременно на отдельных рабочих постах. Классификация: - по характеру работы - по способу транспортирования - по расположению тепловых агрегатов - по виду теплового агрегата
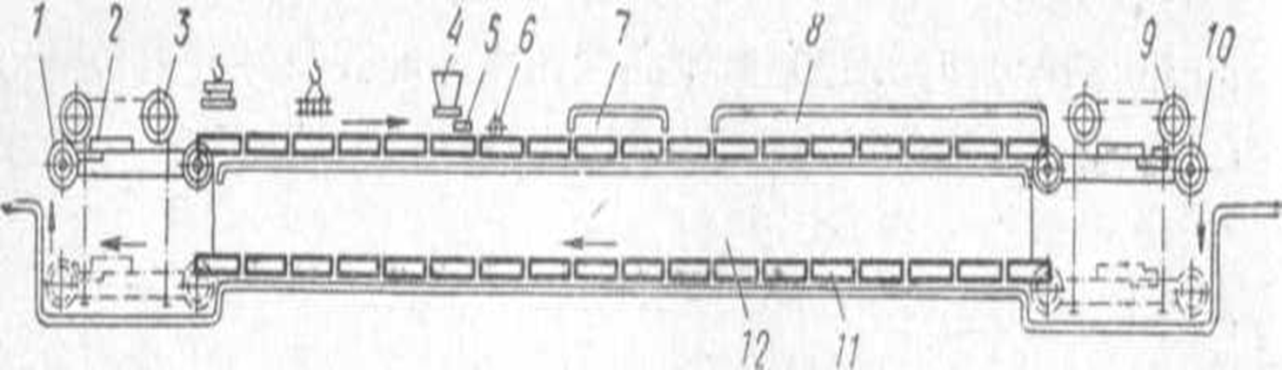
Рис. 1. Схема двухъярусного стана 1-подъемник; 2 -толкатель; 3- привод подъемника; 4-бетоноукладчик, 5-вибронасадка; 6 - заглаживающее устройство; 7- зона выдерживания, 8- камера предварительной тепловой обработки; 9 - привод снижателя, 10- снижатель; 11-форма; 12 -камера тепловой обработки
Популярное:
|
Последнее изменение этой страницы: 2017-03-08; Просмотров: 1672; Нарушение авторского права страницы