|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Технологии производства ЖБИ периодическим способом (показать не менее двух схем – компоновок).(9)
· Агрегатно-поточный способ, · Полуконвейерный способ, · Кассетный способ, · Стендовый способы: -формование на длинных стендах, - формование на коротких стендах, - формование на опрокидных поддонах. 1 - бетоноукладчик; 2 - виброплощадка секционная; 3 - тележка самоходная - формоукладчик; 4 - камера твердения; 5 - пост распалубки; 6 - подготовка форм; 7 - тележка самоходная а- типовая: 1 - распалубка и освобождение формы от изделия; 2 - очистка и смазка формы; 3 - укладка арматурного каркаса или напряженное армирование; 4 - формование изделия; 6 - тепловая обработка; А - подача арматурных каркасов; Б - подача бетонной смеси; Ф1 - перемещение формы; Ф2 - перемещение изделия в камеру; Ф3 - перемещение изделия из камеры; И - выдача изделия на склад.
б - с операционным рольгангом: 1 - распалубка и освобождение формы от изделия; 2 - очистка и смазка формы; 3 - укладка арматурного каркаса или напряженное армирование; 4 - формование изделия; 6 - тепловая обработка. И - выдача изделия на склад. 23. Общие основы организации процесса изготовления изделий (блок-схема).(9) Схема основных этапов производства арматурных изделий и бетонной смеси Схема основных этапов производства ЖБИ Агрегатно-поточный и полуконвейерный способы производства ЖБИ. Схемы. Преимущества и недостатки.(лек9) а- типовая: 1 - распалубка и освобождение формы от изделия; 2 - очистка и смазка формы; 3 - укладка арматурного каркаса или напряженное армирование; 4 - формование изделия; 6 - тепловая обработка; А - подача арматурных каркасов; Б - подача бетонной смеси; Ф1 - перемещение формы; Ф2 - перемещение изделия в камеру; Ф3 - перемещение изделия из камеры; И - выдача изделия на склад.
в - двухветвевая с передаточной тележкой 1 - распалубка и освобождение формы от изделия; 2 - очистка и смазка формы; 3 - укладка арматурного каркаса или напряженное армирование; 4 - формование изделия; 5 - доводка изделия; 6 - тепловая обработка И - выдача изделия на склад. Схема агрегатно-поточная линия с операционным рольгангом 1-6 операционные посты рольганга; 7 - резервный; 8 - формовочный пост; 9 - отделочный пост; 10 - гидро- и термоизоляционный; 11- камеры тепловой обработки; 12 - складирование арматуры и изделий.
Преимущества и недостатки агрегатно-поточной технологии «+» · Не требует больших капитальных затрат. · Возможно изготовление широкой номенклатуры. · Гибкость процесса тепловой обработки. «-» · Не возможно автоматизировать технологический процесс. · Перемещения формы проводят мостовым краном. · Общий цикл изготовления изделия зависит от человека (большое количество ручного труда). Кассетный и стендовый способы производства ЖБИ. Схемы. Преимущества и недостатки.(лек9, 13) Схема – план кассетного способа 1 — пневморазгрузчик; 2 - бетоновод; 3 - кассетные установки; 4 - устройство для разборки и сборки кассет; 5 — мостовой кран; 6 - тележка; 7, 8 — стеллажи для изделий.
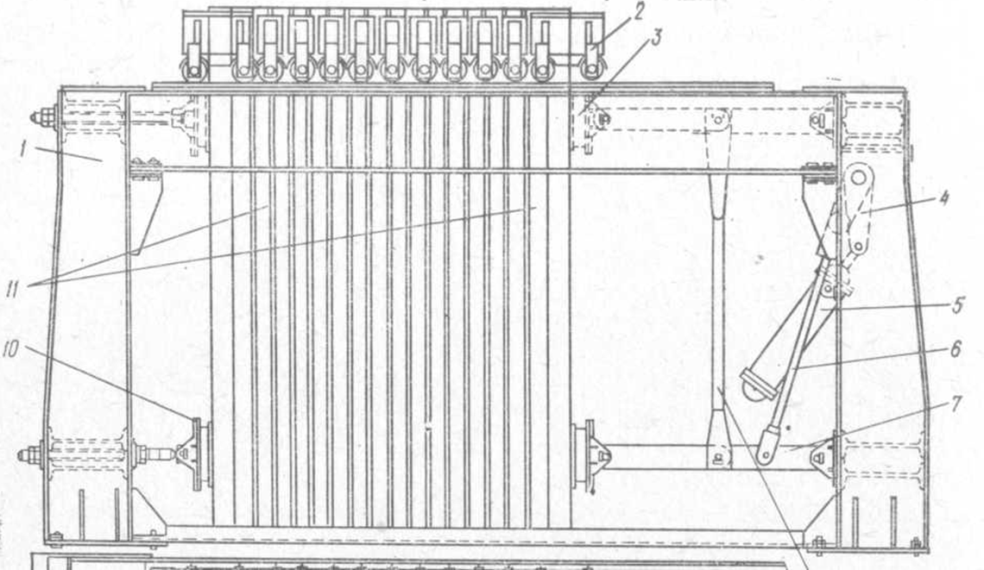
Кассетная установка Гипрострммаша 1 - рама; 2- опорные ролики; 3- упор; 4 - рычаги; 5 - пневмоцилиндр; 6 -тяга, 7 - рычажные упоры; 8 - соединительная тяга; 9 - защелка; 10 - амортизатор- 11 формовочные отсеки
Стендовая технология производства железобетонных изделий и конструкций Изделия изготовляют в неподвижных формах или на оборудованных для этого рабочих местах-стендах. В процессе формования и до приобретения бетоном необходимой прочности изделия остаются на месте. Технологическое оборудование и обслуживающие его рабочие звенья перемещаются от одной формы на стенде к другой. Номенклатура – формооснаска } Для формования плоских и крупноразмерных тонкостенных элементов (стеновых панелей, шатровых и ребристых панелей перекрытий, оболочек и т. п.) применяют стационарные металлические формы и железобетонные формы-матрицы. } Для формования крупноразмерных элементов в формах без дна, с обычным армированием и с напряжением арматуры применяют бетонные стенды с гладкой, шлифованной поверхностью. } Для формования изделий сложной конфигурации (предварительно-напряженные балки, ребристые плиты, шпалы, сваи) изготавливают в металлических и железобетонных, разборных или неразборных, групповых формах-стендах, собранных в пакеты значительной протяженности или на подогреваемых металлических полах-стендах. Виды стендов А) Длинные стенды: пакетные или протяжные. } На пакетных стендах арматурные пакеты с зажимами на концах собирают на отдельной установке, а затем переносят и укладывают в захваты стендов или форм. } На протяжных стендах арматурную проволоку сматывают с бухт, установленных в одном конце стенда, и протягивают по всей длине стенда до другого упора непосредственно на линии формования. Б) Короткие стенды: } Короткие стенды предназначаются для изготовления одного изделия по длине стенда и одного-двух изделий по ширине стенда в горизонтальном положении (ферм, двускатных балок и др.). } Разновидностью коротких стендов являются переносные металлические силовые формы, опрокидные поддоны и т.п.. Основные технологические операции при формовании железобетонных изделий на длинных стендах: · Заготовка арматурных пакетов. · Подготовка стендов-форм. · Установка и натяжение пакетов. · Установка борт оснастки и доармирование. · Укладка бетонной смеси и ее уплотнение. · ТО и отпуск арматуры. · Распалубка (съем) готовых изделий.
Короткий стенд для изготовления двух изделий: 1 -паз для вкладыша; 2 -натяжные штанги-захваты; 3 -гидродомкрат возврата; 4- натяжная балка; 5 - гидродомкраты ГД-200; 6- неподвижная балка; 7 - ферма; 8 - железобетонная распорная балка; 9 - напрягаемая арматура; 10 - неподвижные штанги-захваты. Популярное:
|
Последнее изменение этой страницы: 2017-03-08; Просмотров: 3108; Нарушение авторского права страницы