
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Допуски и отклонения гладких калибров, мкм
Для калибра-пробки выбираем схему расположения полей допусков для размеров до 180 мм, квалитетов с 6-го по 8-й [4, рис.1, а] или [1, рис.8.1, а]. Схема представлена на рис.1.8.
Расчет исполнительных размеров калибра-пробки Исполнительные и предельные размеры пробки согласно схеме расположения полей допусков (рис. 1.8), подсчитываются по формулам [1, табл. 8.2]:
Размер предельного износа пробки определяется по следующей формуле:

Рис. 1.8. Схема расположения полей допусков отверстия и калибра-пробки
Технические требования к калибрам Допуск цилиндричности (для круглых пробок) [1, 4]:
Шероховатость рабочих поверхностей Ra по ГОСТ 2015-84 [1, табл. 8.3]: пробки и скобы − Ra = 0, 05 мкм, контркалибров − Ra = 0, 025 мкм. Шероховатость торцов ― Ra= 1, 6 мкм, фасок ― Ra = 0, 8 мкм. Размер контролируемого отверстия свыше 50 мм, поэтому выбираем калибры-пробки с насадками: проходную по ГОСТ 14815-69, непроходную – ГОСТ14816-69.
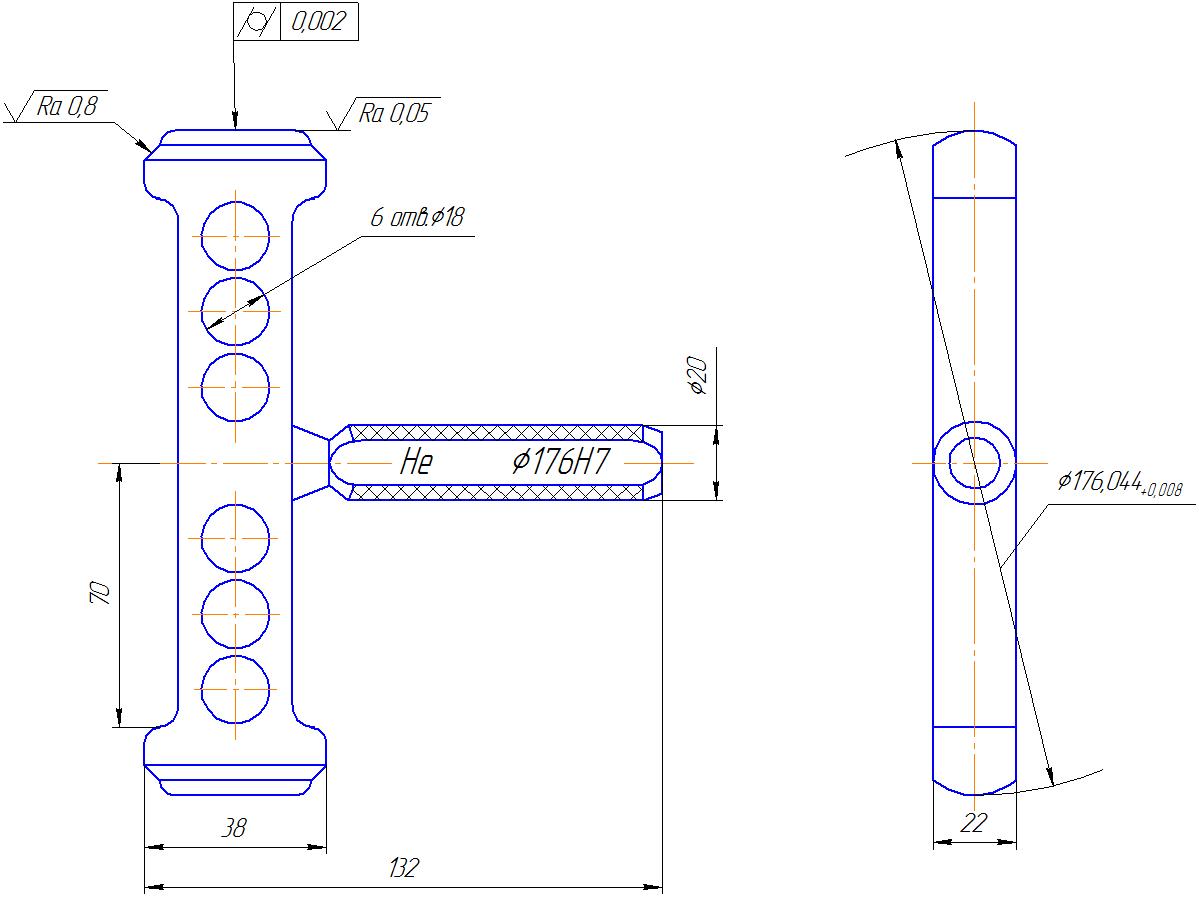
Конструктивные размеры калибра-пробки
а)
Рис 1.9. Эскизы пробок: а − пробка проходная - 8140-0118 Н7, ГОСТ 14822-69; б − пробка непроходная - 8140-0178 Н7, ГОСТ 14823-69
Проектирование калибра – скобы Для калибра-пробки выбираем схему расположения полей допусков для размеров до 180 мм, квалитетов с 6-го по 8-й [4, рис.2, а] или [1, рис.8.2, а] Расчет исполнительных размеров калибра-скобы Исполнительные и действительные размеры скобы, согласно схеме расположения полей допусков (рис.1.10.), подсчитываются по формулам [1, табл. 8.2]:
 мм, мм,
Размер предельного износа скобы определяется по следующей формуле [1, табл. 8.2; 4, с. 8]:
Рис.1.10. Схема расположения полей допусков вала, калибра-скобы и контркалибров
Таблица1.10 Конструктивные размеры скобы
На каждом калибре должна быть маркировка, включающая: − номинальный размер контролируемого отверстия (вала), − условное обозначение поля допуска заданного размера, − числовые величины предельных отклонений контролируемого отверстия (вала) в мм, − обозначение типа калибра ПР или НЕ; − товарный знак предприятия-изготовителя (на калибрах для собственных нужд не указывается). Маркировка производится на лыске ручки пробки или на переднем торце вставки, у скобы – на лицевой стороне.

Рис. 1.11. Эскиз скобы 8113-0219 g6, ГОСТ 18360-93 Расчет контркалибров для контроля скобы Для контроля размеров калибров-скоб используют контркалибры. Исполнительные размеры контркалибров, согласно схеме расположения полей допусков (рис. 3.8), подсчитываются по формулам [1, табл. 8.2; 4, с. 8]:
 Рис. 1.12. Эскиз контркалибров для скобы Популярное:
|
Последнее изменение этой страницы: 2017-03-09; Просмотров: 1925; Нарушение авторского права страницы








 мм,
мм,  мм,
мм,  мм,
мм,  мм,
мм,  мм,
мм,  мм.
мм. мм.
мм.  мкм. Округляем до ближайшего числа из ряда чисел: (0, 8; 1; 2; 2, 5; 3; 4; 5; 6; 8; 10…)
мкм. Округляем до ближайшего числа из ряда чисел: (0, 8; 1; 2; 2, 5; 3; 4; 5; 6; 8; 10…)  мкм.
мкм.
 мм,
мм,  мм,
мм,  мм,
мм,  мм,
мм,  мм.
мм. мм.
мм.
 -Hp=(176, 093+0, 004+
-Hp=(176, 093+0, 004+  -0, 0035=176, 09875-0, 0035
-0, 0035=176, 09875-0, 0035 -Hp=(176, 093-0, 006+
-Hp=(176, 093-0, 006+  -Hp=(176, 068+
-Hp=(176, 068+