|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Назначить шероховатость и допуски формы поверхностей
Значение шероховатости поверхностей сопрягаемых деталей определяем методом подобия. Для соответствующих квалитетов при нормальном уровне относительной геометрической точности (А) [1, табл. 2.3 и табл.2.4]: — для отверстия 7-го квалитета Ø 85: Ra =1, 6 мкм; — для вала 6-го квалитета: Допуск формы поверхности − цилиндричности (круглости и допуск профиля продольного сечения) назначить по [1, табл. 2.3]; [1, табл. 2.9]:
Tф=10мкм, — для вала Ø 26k6 требуется 5-я степень, которая при относительной геометрической точности А − Tф=6 мкм.
а) б) Рис.1.5. Эскизы: а – промежуточный корпус 11; б − крышка 21
2.2. Назначение посадки расчетным методом Таблица1.4 Карта исходных данных по D3
Выбрать систему посадки Обод зубчатого колеса 9 установлен по D3 на ступицу 7 с натягом, оговоренным заданием. Дополнительно предусмотрено крепление с помощью шести болтов 8 с нормальной длиной свинчивания. Выбираем посадку H/p. Посадка H/p обладают высокой степенью центрирования. Применяются, как правило, с дополнительным креплением.
Рассчитать допуск посадки: TN =Nmax - Nmin= 90 -25=65 мк м По номинальному размеру i=2, 5 мкм. Средняя точность по числу единиц допуска посадки: aN =TN/ i= 65/2, 5 =26. Исходя из того, что aN = aD + ad, принимаем aD = ad =10, что соответствует 6-му квалитету для детали ступица, а для детали обод принимаем aD = ad =16, что соответствует 7-му квалитету.
Определить предельные отклонения сопрягаемых деталей Для отверстия: Для вала:
Назначена посадка Расчет характеристик посадки Предельные размеры отверстия:
Предельные размеры вала:
 мм. мм.
Минимальный натяг: Средний натяг: Расчетный допуск посадки
Проверка правильности расчета посадки производится путем сравнения табличных (стандартных) значений предельных зазоров с заданными:
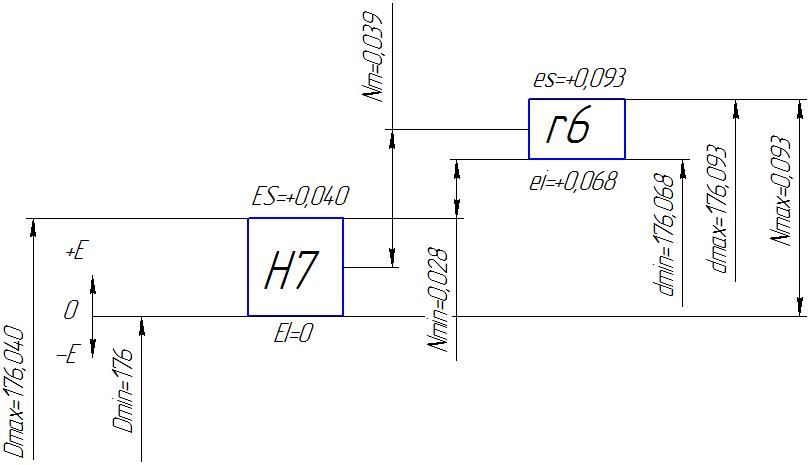
Условия правильности расчета выполнены. Схема расположения полей допусков посадки по диаметру D3 представлена на рис.1.6.
Рис 1.6. Схема расположения полей допусков вала и отверстия посадки по D3
Технические требования на рабочие чертежи деталей определить расчетным методом для нормального уровня относительной геометрической точности (А). Коэффициенты соотношения допусков размеров к допускам шероховатости и формы поверхностей принимают значения [1, табл.2.11]: Для отверстия и вала допуск размера TD =Td = 25 мкм Ra = Kr Td =0, 05× 25 = 1, 25 мкм, принимаем для отверстия и вала: 1, 6 мкм по [1, табл. 2.2]. Расчет допуска формы (допуска цилиндричности): Tф = Кф × Тd = 0, 3× 25 = 0, 0075, округляем до Tф =10 мкм[1, табл.2.9].
а) б) Рис. 1.7. Эскизы: а − ступица 7; б − зубчатого колеса 9
Таблица 1.7 Карта исходных данных для проектирования калибров
Определить допуски и отклонения гладких калибров По номинальному размеру вала (отверстия) и по квалитету точности выбранной посадки найти отклонения и допуски для калибра-скобы (пробки), а также на контркалибры К-И, К-ПР, К-НЕ. Допуски и отклонения гладких калибров определены по ГОСТ 24853-81 [4, табл. 1] или [1, табл. 8.1]. Найденные значения указаны в табл. 3.5. Таблица 3.5 Популярное:
|
Последнее изменение этой страницы: 2017-03-09; Просмотров: 1789; Нарушение авторского права страницы
 Ra =0, 8 мкм.
Ra =0, 8 мкм.
 находим единицу допуска [1, табл.1.1]:
находим единицу допуска [1, табл.1.1]: 
 мм;
мм; 
 мм;
мм; 

 мм;
мм;  мм.
мм.
 [1, табл.1.1 и 1.2].
[1, табл.1.1 и 1.2]. мм;
мм;  мм;
мм;  мм.
мм. мм;
мм;  мм;
мм;  мм.
мм. мм.
мм. мм.
мм. мкм.
мкм. мм.
мм. ,
,  .
.
 .
.