
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Грузозахватные приспособления ⇐ ПредыдущаяСтр 9 из 9
Грузозахватные приспособления предназначены для облегчения и ускорения погрузочно-разгрузочных, транспортных, кан-товочных и сборочно-монтажных операций. В общей трудоемкости подъемно-транспортных работ время, затрачиваемое на захват и освобождение груза, составляет в среднем 35... 40% общей продолжительности цикла. Поэтому для достижения высокой производительности подъемно-транспортных средств необходимо применять совершенные конструкции устройств для выполнения этих операций.
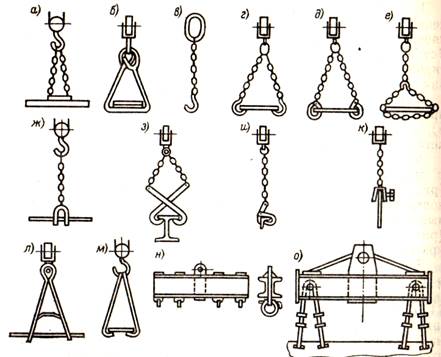
Рис№38 Грузозахватные приспособления. По принципу действия могут применяться три группы грузозахватных приспособлений: присоединяемые к грузу (застроповка) и отсоединяемые от груза (отстроповка) вручную рабочим-строповщиком; присоединяемые к грузу вручную, а отсоединяемые автоматически; присоединяемые к грузу и отсоединяемые от него автоматически (без участия строповщика). По степени специализации грузозахватные приспособления подразделяются на универсальные, обеспечивающие захват грузов различной конфигурации и размеров, и специальные, предназначенные для захвата грузов определенного вида.
Рис№39 Расчетные схемы траверс а- работающие на изгиб, б -работающие на сжатие. Грузозахватные приспособления связаны со стропами (из цепей или стальных канатов), с помощью которых осуществляется захват, подъем и подвешивание груза к крюку крана. Нее грузоподъемные приспособления и стропы должны проектироваться, изготавливаться и эксплуатироваться в соответствиис требованиями Госгортехнадзора. Для листовой стали наиболее эффективным грузозахватным приспособлением являются электромагнитные шайбы (а). применение которых устраняет операции по делению пакета, установку подкладок и строповку. Для погрузки-разгрузки профильного материала, балок, рам и других конструкций широко применяются чалочные цепи (б) и универсальные стропы (в). Схемы строповки показаны на рис., г—е. Часто чалочные цепи и канатные стропы по концам имеют приспособления в виде захватов (ж), клещи (з, и), струбцины (к) и крючки (л, м). Транспортировку кранами деталей и узлов большой длины, а также тяжелых крупногабаритных конструкций производят при помощи траверс со строповкой груза в 2... 6 местах (о, н). Траверса (н) состоит из двух сваренных швеллеров и имеет в верхней части проушину для подвески на крюк крана, а в нижней части — проушины для крепления строп. Траверса для подъема тяжелых крупногабаритных блоков резервуаров (о) имеет длину до 6 м и саморегулирующиеся стропы. Траверсы, работающие на изгиб (а), рассчитывают но изгибающему моменту:
Где Q- масса поднимаемого груза, кг; L- расстояние между стропами, м. Напряжение возникающее в траверсе, не должно превышать[
Где Табл№6
Для траверс, работающих на сжатие (рис. 72, б), определяют силы в элементах траверсы. Сила натяжения ветви стропа N при условии, что груз Q распределен на двухветвевой строп, будет.
Где Сила в распорке:
А напряжение сжатия в распорке:
Где F- площадь сечения распорки; Конструкция специальных грузозахватных приспособлений зависит от вида груза. ТЕХНИКА БЕЗОПАСНОСТИ, ЭКСПЛУАТАЦИЯ И РЕМОНТ ПРИСПОСОБЛЕНИЙ Требования безопасности труда со сварочными приспособлениями При разработке и применении сварочных приспособлений следует учитывать санитарно-гигиенические, психофизиологические, эстетические, социально-физиологические факторы и их комплексное воздействие на организм рабочего. Рабочее место электросварщика или слесаря-сборщика металлоконструкций представляет собой пространственную зону вокруг сварочного или сборочно-сварочного приспособления, используемого им. Планировка стационарного рабочего места предусматривает (рис. 84) размещение на нем, кроме приспособления, также сварочного оборудования, складские места для инструмента, деталей и сборочных единиц, образующих металлоконструкцию, складское место готовых изделий, организационную оснастку, грузоподъемно-транспортные средства. Их пространственная увязка должна производиться в соответствии с требованиями современных норм проектирования сборочно-сварочных производств. Связи сборочно-сварочного приспособления с соседними рабочими местами, складами заготовок и изделий осуществляются в зависимости от типа производства подъемно-транспортными механизмами, автооператорами, роботами или непосредственно рабочими. В зависимости от конструктивно-технологических признаков сварной конструкции, а также необходимости работы в производственном помещении (цехе) на открытой площадке внизу или на монтаже на высоте содержание и условия труда рабочего будут разные. Причем слесарь-сборщик металлоконструкций может работать один, в составе бригады слесарей сборщиков или в комплексной бригаде, включающей также электросварщиков и рабочих других профессий. Наибольшую опасность при использовании сварочных приспособлений представляют поражения электрическим током, излучения сварочной дуги, загазованность и запыленность воздуха, ожоги тела брызгами и каплями металла, разогретыми деталями, травмирование падающими, вращающимися и движущимися частями приспособлений, возрастание психофизиологических нагрузок на рабочего в связи с повышением интенсивности труда, скоростей сварки и требований к качеству изделий. В связи с использованием электрического тока (в электроприводах, электромагнитных прижимах и т.п.) необходимо производить заземление корпусов приспособлений и установок.
Рис№40 Схема расположения оборудования на рабочем месте слесаря сборщика и электросварщика. 1- ящик с заготовками, 2, 7- приспособления сварочно-сборочные, 3- ширма с встроенной вентиляцией, 4- полуавтомат с консолью, 5- кран консольно поворотный, 6-стул поворотный, 8-стол двухпозиционный поворотный. Для защиты от излучения сварочной дуги, от поражения рабочего брызгами и каплями расплавленного металла место сварки (наплавки) должно быть закрыто кожухом с защитным стеклом, ширмой, экраном или выдвижным щитком. Для предупреждения травм движущимися и вращающимися механизмами в конструкции приспособлений следует предусматривать кожухи ограждения и их блокировку, обеспечивающую выключение системы при отсутствии или открывании кожуха. Для предохранения от выпадения изделия из поворотного приспособления при аварийном отключении энергоносителя (электроэнергии, сжатого воздуха и др. ) необходимо устанавливать самотормозящиеся зажимы, один-два механических зажима в пневматическом приспособлении или обратные клапаны на входе в пневмоцилиндры. На корпусах приспособлений, средств их механизации следует ставить защитные козырьки и сетки, предохраняющие от выпадения деталей, изделий и инструмента. Самоходное сборочное и сварочное оборудование должно оснащаться тормозами, иметь звуковую и световую сигнализацию. В конце зоны работы ходовые пути оборудуются конечными выключателями, упорами — ограничителями хода, а зона движения ограждается. Штоки пневмо- и гидроцилиндров, направляющие и другие обработанные поверхности деталей защищаются от ударов, попадания на них грязи, шлака, брызг и капель металла. В зоне нахождения рабочего не должно быть открытых подвижных частей приспособлений. Корпуса, станины, рамы и другие прямоугольные части приспособлений должны иметь скругления. На пневматических приспособлениях и оборудовании устанавливаются глушители шума. ' В приспособлениях и установках с повышенным газо- и пы- левыделением необходимо предусматривать местные отсосы, которые крепятся к основанию или встраиваются в него. Допускаемая концентрация пыли на рабочих местах сварщиков 4 мг/м3. На сборочных приспособлениях и установках, имеющих большие габариты и обслуживаемых двумя рабочими, должна быть предусмотрена электрическая блокировка зажимных и поворотных механизмов в зоне работы каждого сборщика. Приспособления, станки и установки надежно закрепляются на фундаменте или устанавливаются устойчиво. Самопроизвольный поворот шпинделя или наклон стола манипуляторов, вращателей и кантователей должен быть исключен. Для этого в конструкции механизмов предусматривают самотормозящую пару или стопорный механизм. На элементах управления должны быть четкие надписи и аварийные кнопки «Стоп». Основная базовая поверхность приспособления в зависимости от конструктивно-технологических признаков изделия и от вида производства может располагаться вблизи от пола или на различной высоте от него (нулевой отметки). В связи с этим рабочие операции производятся рабочим сидя, стоя с наклонами или без наклонов туловища, либо с подъемом на различную высоту монтажной площадка. Наиболее удобно такое приспособление, которое обеспечивает расположение базовой поверхности перед рабочим на уровне 800... 1000 мм от пола. Учитывая разный рост рабочих, в конструкцию приспособления включают специальные устройства для регулировки высоты, применяют подставки под ноги, сиденья с регулируемой высотой. " Приспособления должны иметь внизу пространство высотой и глубиной не менее 150 мм для размещения ног, а при необходимости и пространство для колен, чтобы они не упирались в раму (стол) приспособления. При работе на большей высоте площадки для размещения приспособлений и сами приспособления должны иметь перила и замкнутый бортик высотой не менее 40 мм, который препятствует соскальзыванию и случайному падению внизу инструмента, приспособлений, деталей, электродов. На переносных приспособлениях следует предусматривать крючья на корпусе, позволяющие быстро и надежно закрепить (повесить) их на металлоконструкции. Весьма затруднительна комплексная механизация и особенно автоматизация работ на приспособлениях при установке их на движущейся конвейерной линии или при проведении монтажных работ на высоте. Дополнительное неблагоприятное воздействие на рабочего оказывают ветер, атмосферные осадки, низкие температуры в зимние месяцы, слепящее действие прожекторов, освещающих рабочие места в ночное время. Перед работой на сборочном приспособлении слесарь-сбор-щик должен подготовить его: проверить отсутствие посторонних деталей, электродов, огарков, удалить остатки флюса, шлака, брызги и капли металла с установочных поверхностей и прижимов, отвести прижимы и подвижные части приспособления в исходное положение и т. п. Сборка ведется путем установки и закрепления в приспособлении всех деталей и сборочных единиц, образующих конструкцию, причем работа производится в строгом соответствии с последовательностью, регламентированной технологическим процессом сборки. Прихватка деталей между собой осуществляется, как правило, после сборки конструкции. При наличии качественных заготовок, хорошо сконструированного приспособления и подъемно-транспортных средств процесс сборки осуществляется быстро, без значительных затрат физических усилий, без подгонки, переустановки, выверки деталей. Рабочий не совершает лишних движений, хождений, наклонов. Однако такие условия сборки имеют место только при серийном и массовом производствах однотипных изделий. В единичном и мелкосерийном производствах, когда сборка ведется по разметке или используются простые универсальные приспособления, от рабочего требуется постоянное внимание. Он должен видеть мелкие элементы собираемой конструкции, постоянно контролировать правильность установки деталей и точность размеров, производить захват деталей и инструмента руками, вести подгонку и т. п. Все это вызывает утомление рабочего. В то же время комплексная механизация и автоматизация таких производств пока еще нерациональна и технически затруднена. Конструкция приспособления во многом влияет на позу рабочего. Применение поворотных приспособлений повышает удобство работы, точность изготовления, создает наименьшие физические нагрузки на рабочего. Этому же способствует применение подъемно-транспортных механизмов, чалок и грузозахватных приспособлений. Следует учитывать также влияние эстетических и социальнопсихологических факторов на производительность, качество и утомляемость рабочих. В частности, внешний вид приспособления, его компоновка, форма и размещение рукояток и органов управления должны соответствовать принципам художественного конструирования и формообразования машин, учитывающим требования техники безопасности, психофизических возможностей человека и эстетического воздействия. Такие приспособления вызывают бережное отношение со стороны обслуживающего персонала, что способствует повышению их долговечности, надежности в работе, повышению производительности труда и качества. Хороший внешний вид приспособления в значительной степени влияет на создание благоприятной и располагающей обстановки, которая снижает утомляемость рабочего, приносит ему моральное удовлетворение, делает труд радостным. Таким образом, сварочное приспособление должно быть удобным в работе, обеспечивать высокопроизводительный и безопасный труд рабочего. Популярное: |
Последнее изменение этой страницы: 2017-03-09; Просмотров: 1441; Нарушение авторского права страницы


 ]:
]: 
 -коэф. снижения допускаемых напряжений, принимается в зависимости от длинны L.
-коэф. снижения допускаемых напряжений, принимается в зависимости от длинны L.
 - угол между вертикальной осью ветви стропа.
- угол между вертикальной осью ветви стропа.

 – коэффициент продольного изгиба.
– коэффициент продольного изгиба.