|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Ферменные балочные конструкции
Фермы являются высоконагруженными бальными конструкциями. Получили широкое применение при изготовлении и строительстве различых конструкции, краны. Основным достоинством ферменных нагрузок является воспринимать большие нагрузки при относительно малом весе. Нагрузки передаваемые на ферму равномерно распределяются между ее элементами. При изготовлении ферм широкое применение получили нахлесточные соединения, но а также для приварки косынок и усилков использует угловые и тавровые соединения ввиду того что швы при изготовлении ферменных конструкций имеют небольшую применяемость – применение автоматической сварки нецелесообразно. Основными способами при изготовлении ферменых конструкций являются РДС, МП. Может применяться в качестве защитной среды и используют углеродистый газ или смесь газов. В некоторых случаях при изготовлении порошковой самозащитной проволокой – в зону сварки дополнительно подают защитный газ для повышения защиты дуги. Чаще всего при изготовлении ферменных конструкций встречаются соединения:
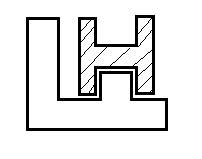
Рис. №7 Основными нагрузками, прилагаемым к ферменным конструкциям является растяжение и изгиб. Требование к качеству сварных швов. Основные требования указываются в нормативной документации, к которой относится тот или другой тип ферм. Недопустимо наличие внешних дефектов, таких как трещины, подрезы, наплывы, свищи. Также не допускается наличие следующих внутренних дефектов: не сплавления, повышенная пористость шва, шлаковые и неметаллические включения, горячие и холодные трещины. Конструктивные элементы разделки кромок должны выбираться либо по ГОСТ 14771 – 76, 5264-78, либо конструктивные элементы разделки кромок выбираются в соответствии с СНиП или РД. Механическая оправка допускается при положительных температурах и предварительных подогревах. Для предупреждения образования наклепа при необходимости произвести нормализацию или отпуск. Двутавровые балки Двутавровые балки нашли широкое применение при изготовлении различных конструкций во всех отраслях промышленности. В основном их используют как несущий элемент конструкции, работающий на изгиб.
Рис№8. 1- полка, 2-стенка. Выбор способа сварки при изготовлении двутавровых балок напрямую зависит от протяженности балки, толщины конструктивных элементов и назначения. двутавровые балки в длину могут достигать от нескольких метров до десятков метров. сборка двутавровой балки должна обеспечивать симметрию и взаимную перпендикулярность полок стенки, также их обжатия и постановку прихваток. для выполнения сборочных операций чаще всего используют кондукторы, которые позволяют достичь требуемой точности сборки.
Рис. №9 Помимо сборки в кондукторе для сборки двутавровых балок также применяют порталы. Их применение целесообразно при большой длине.
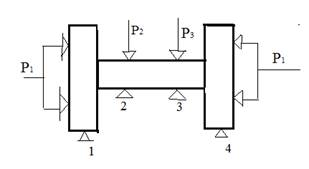
Рис№10. На самоходных порталах сборка двутавровых балок осуществляется последовательно то есть установка прихваток осуществляется последовательно. Для этого портал подводят к месту начала сборки (середина балки). далее включают режимы и портал перемещают вдоль балки на расстояние равное шагу прихватки. Наличие у портала временных прижимов позволяет собирать балки значительной величины не опасаясь потери устойчивости стенки от действия горизонтальных прижимов. Универсальный сборочный кондуктор
Рис№11. 1-основание, 2-неподвижный упор, 3-подвижный упор, 4-балка, 5-невмоприжимы, 6-крепежные элементы, 7- фундамент. Неподвижные кондукторы позволяют осуществлять прихватки только с одной стороны балки, поэтому дальнейшее развитие сборочно-сварочного оборудования стало появление поворотных кондукторов и кантавателей с кольцами. Основными недостатками поворотных кантавателей и кондукторов является сложность конструкции.
Рис. №12. Оболочковые конструкции Горизонтальные емкости – нашли широкое применение во всех отраслях промышленности. классифицируются по нескольким признакам I по толщине стенки: - тонкостенные (до 7 мм) - средней толщиной стенки (8 – 40 мм) - толстостенные емкости (более 40 мм) II по условиям эксплуатации емкости делят на 2 основные группы: - работающие без давления - работающие под давлением Для первой группы особых требований к сварным швам не предъявляется Основное требование герметичность сварных соединений и швов К второй группе предъявляются дополнительные требования. Разнообразные области применения данного вида конструкций достигаются за счет применения различных материалов. емкости изготавливаются из низкоуглеродистых, низколегированных качественных сталей, среднелегированных, высоколегированные сплавы и стали. Применение различных металлов и сплавов позволяет получить различные технологические характеристики изделий. III По исполнениям газораспределительные емкости бывают с эллиптическим днищем, с сферическим днищем, коническим днищем. Чаще всего корпус емкости цилиндрический.
Рис№13. I-сферическое, II-эллиптическое, III-коническое. Основными элементами емкости являются: днище, корпус Днище в зависимости от конструктивных особенностей бывают сварными и штампованными. Корпус емкости как правило изготавливается в виде цилиндра может быть как одностенным так и двустенным.
Рис№14. Как правило корпус емкости изготавливается из оболочек. Также неотъемлемой частью любой емкости являются штуцера, система патрубков, горловин, люк-лазов. При изготовлении емкости могут использоваться различные способы сварки. В виду относительной простоты конструкции процесс сборки и сварки хорошо поддается механизации и автоматизации. Как правило опоры используемые для удержания емкости также являются сварными. Причем конструкция их может быть различной.
Рис№15. Наиболее часто используемые соединения: стыковые (при продольных швах, при кольцевых швах, при приварке днища к корпусу), угловые соединения и тавровые (Т3, Т6). Так же при приварке усиливающих накладок используют нахлесточные соединения. Популярное:
|
Последнее изменение этой страницы: 2017-03-09; Просмотров: 1145; Нарушение авторского права страницы