|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Общие принципы проектирования и конструирования сварных приспособлений.Стр 1 из 9Следующая ⇒
Вводная лекция. Общие принципы проектирования и конструирования сварных приспособлений. Перед началом разработки и проектирования сварочно-сборного приспособления необходимо: - Определиться с типом проектируемого производства - Анализ конструкции изделия. 1)Входе анализа составляется список деталей, входящих в конструкцию, а также выполняют расчленение конструкции на сборочные единицы, присваивая каждой сборочной единице шифр. 2) Определяют тип сборочной единицы и ее основные геометрические параметры. 3) Составление схемы сборочных операций с указанием последовательности 4) Составление схемы базирования с целью определения системы координат изделия, а также указание точек закрепления - Определение типа приспособления (подвижное, неподвижное с вращающимися элементами) -Составление эскиза приспособления. На эскизе указывают расположение основных элементов приспособления (крепежных, зажимных элементов) -Определение зажимных усилий. Осуществляется с целью предотвращения деформирования сборочной единицы. -Уточнение конструктивных элементов при составлении сборочного чертежа приспособления. Из условия неподвижности изделия или заготовки наиболее надежным является закрепление, лишающее изделие или заготовку степеней свободы. Классификация приспособлений и зажимных элементов Приспособления классифицируются. По степени механизации и автоматизации. Ручные механические приспособления. Для данной группы приспособлений характерно широкое использование физической силы человека. основным достоинством является невысокая стоймость. Недостатки не всегда точное и надежное закрепление, отсутствие возможностей использования при изготовлении крупно-габаритных изделий. Механические приспособления. Достоинства: простота, надежность. Недостатки: большие затраты времени на снятие и установки. Полуавтоматические приспособления: Достоинства: Более быстрое закрепление приспособлений. Недостатки: менее надежные чем ручные и механизированные. Автоматические: полная автоматизация установки снятия изделия, отсутствие использования ручной силы позволяет повысить мощность. Недостатки: более высокая стоймость, снижение надежности за счет большого числа движущихся частей. Сварочные приспособления также классифицируются по назначению: - поворотные - роликовые вращатели -перемещения -разметки Материалы применяемые в сварочных конструкциях. Основными сварочными материалами являются проволока и флюс. Выбор сварочных материалов осуществляется комплексно в зависимости от предъявляемых требований к сварочному соединению. При сварке углеродистых и низколегированных конструкционных сталей широкое применение получили проволоки: СВ08А, СВ08ГА, СВ08ГС; в сочетании плавленых флюсов: АН348, АН348А. Наиболее часто применяют проволоки от 3 – 5 мм. Это связанно с тем что существует возможность применения более производительных режимов сварки. Так же в качестве сварочного материала могут использоваться порошковые проволоки как самозащитные так и применяемые в защитной среде. При использовании формированных режимов сварки (при повышении силы тока) для предупреждения прожога используют различного рода подкладки для удержания сварочной ванны. Подкладки бывают съемные и несъемные. В качестве съемных – медные, в качестве не съемных – стальные. Так же для улучшения механических свойств корня шва применяют флюсовую подушку. В ряде случаев (как правило при сварке больших толщин) АДФ используют в сочетании с иными способами сварки: Корень шва – РДС, МП, либо МП в СО2 Заполнение – АСФ Помимо односторенней автоматической сварки широкое применение получила двусторонняя Маркировка сталей Стали обыкновенного качества обозначаются буквами Ст 1- 6 (цифры от 1 – 6). Номер марки показывает на повышение содержания углерода в стали Ст1 0, 06 - 0, 12 Ст2 0. 09 – 0. 15 Ст3 0. 14 – 0. 22 Ст4 0. 18 – 0. 27 Ст5 0. 28 – 0. 37 Ст6 0. 38 – 0. 49 Ст0< 0. 23 В обозначении стали с повышенным содержанием марганца после цифры, показывающую марку ставится буква Г. Эту группу сталей классифицируют по степени раскисления КП – кипящая ПС – полуспокойная СП – спокойная По состоянию поставки стали делятся на три группы: А – сталь поставляется с гарантированным хим составом (для изготовления конструкций не используется) Б – сталь поставляется с гарантированными механическими свойствами В – гарантированные механические свойства и хим состав. В конце обозначения марки стали в некоторых случаях ставится категория раскисления (ВСт3ГСП) Качественные стали Нелегированные конструкционные стали в соответсвии с ГОСТ 1050-88 стали этой группы маркируются двухзначными цифрами, указывающие содержание углерода в сотых долях процента. 20 – сталь содержащая 0. 2 % углерода 0. 07 – 0. 14 обозначается 10 0. 42 – 0. 50 обозначается 45 При этом стали с содержанием углерода менее 0. 2 % неподвергнуты полному раскислению, добавляет обозначение КП или ПС Для спокойных сталей буква обозначающая степень раскисления не ставится. 20 по степени раскисления спокойная При повышенном содержании марганца ставится буква Г Стали с повышенными свойствами используются для изготовления котлов и сосудов, работающих под давлением в соответствии с ГОСТ 5520-79 обозначают добавлением буквы К в конце маркировки 15К, 20К, 18К. Конструкционные легированные стали В соответствии с ГОСТ 4543 – 71 наименование марки таких сталей состоит из цифр и букв. Первые цифры марки обозначают содержание углерода в сотых долях процента. Далее следует буквенное обозначение основных легирующих элементов с указанием цифр указывающие среднее содержание основных легирующих в процентах. если цифра не стоит, то содержание легирующих элементов составляет от 1 - 1, 5 %. Стали этой группы делятся по качеству в зависимости от содержания вредных примесей серы и фосфора стали с пониженным содержанием серы и фосфора относится к группе высокого качества. Они в конце обозначения имеют букву А (08ГА) Особо высококачественные стали подвергнуты электрошлаковому переплаву. Обозначает добавление буквы Ш через тире (18ХГ-Ш) Литейные конструкционные стали В соответствии с ГОСТ 977-88. Стали обозначаются аналогично конструкционным легированным сталям. Отличие заключается лишь в том что в конце обозначения ставится Л. Строительные стали по ГОСТ 27772-88 обозначаются буквой С в начале марки и цифрами обозначающими минимальный предел текучести. Буква К в конце маркировки указывает что сталь с повышенной коррозионной стойкостью. буква Т прокат термоупрочненный. Буква Д – повышенное содержание меди (С350Д). Автоматные стали Обозначение этих сталей начинается с буквы А. если сталь легирована свинцом, то марка начинается с букв АС. для обозначения содержания в этих сталях легирующих элементов, входящих в состав стали используют те же правила что и для конструкционных сталей (А20, АС328ХГМ) Подшипниковые стали Обозначения марки начинаются с буквы Ш для деталей подвергнутых электрошлаковому переплаву в конце ставится через тире буква Ш также в марке аналогично конструкционным сталям указывается состав легирующих элементов. Инструментальные стали Делятся на качественные и высококачественные. Качественные стали обозначаются буквой У. Далее следующие цифры указывают на среднее содержание углерода в десятых долях процента. В обозначение высококачественные добавляют букву А в конце при повышении содержания марганца в конце ставится буква Г (У8ГА, У8А). Инструментальные легированные стали Обозначения в основном тоже что и у конструкционных легированных сталей отличие заключается лишь в цифрах указывающих содержание углерода процентное содержание углерода указывается в десятых долях процента. если в инструментальной стали содержание углерода около 1 %, то соответствующую цифру не ставят ( 4Х2В5МФ, ХВГ ) Быстрорежущие стали Обозначения начинаются с буквы Р. далее следует цифра указывающая среднее содержание вольфрама в стали, следующие буквыв и цифры указывают содержание легирующих элементов. В отличие от легированных сталей стали этой группы содержание хрома не указывают так как обычно оно составляет 4 %. Обозначение ванадия (Ф) ставят в том случае если его содержание превышает 2 %. Нержавеющие стали Аналогичные конструкционным сталям углерод в сотых долях процента. если сталь литейная то в конце ставится буква Л. Помимо стандартных нержавеющие стали могут иметь и другие обозначения: ЗаводЭлектроСталь – ЭИ, ЭП, ЭК + номер марки (ЭП255) ЗаводДнепроСпецСталь – ДИ + номер марки (ДИ97) Челябинский Металлургический комбинат – ЧС + номер марки (ЧС97) Помимо этого в обозначении через тире могут присутствовать буквы: - ВД – Вакуумнодуговой переплав - ВИ – Вакуумноиндукционная выплавка - ЭЛ – Электроннолучевой переплав - ГР – Газокислородное рафинирование - ИД – Вакуумноиндукционная выплавка с последующим вакуумнодуговым переплавом - ПД – плазменная выплавка с последующим вакумнодуговым переплавом - ИЛ – вакуумно индукционная выплавка с последующим электроннолучевым переплавом Обозначение основных легирующих элементов: А – азот Ю – алюминий П – бериллий Р – бор Ф – ванадий Ви – висмут В – вольфрам Гл – гелий И – иридий Кд – кадмий К – кобальт С – кремний Мг – магний
Г – марганец Д – медь М – молибден Н – никель Б – ниобий О – олово Е – селен Тт – талий Т – титан Х – хром Ц – цинк Ч – редкоземельные металлы Транспортное производство Основными внутрицеховым транспортным оборудованием является: - Роликовые стенды - Тали (подъемные механизмы) - краны (мостовые, кран-балка) Транспортное хозяйство должно быть устроено таким образом чтобы исключалось встречное движение, таким образом позволяло избежать застопаривания при передвижении грузов. От производительности транспортных работ напрямую зависит время изготовления изделия. Оборудование применяемое при сборке и сварке металлоконструкции
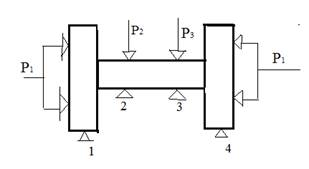
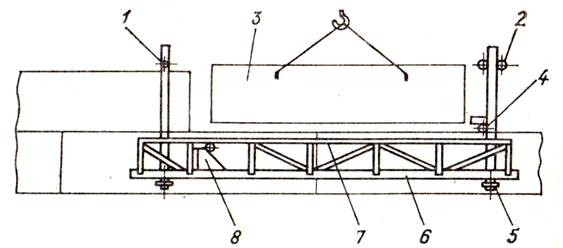
Рис. №3 1-основание опоры, 2- рельса, 3- колесо, 4- опора приводная, 5- холостая опора, 6-подвижный балкон, 7-привод траверсы, 8-траверса, 9-направляющая балка, 10-сварочная головка, 11- лестница.
1-основание, 2-колонна, 3-направляющая, 4-траверса, 5-стрела, 6-направляю-щая, 7-бегунок, 8-сварочная головка.
Рис№5 1-балкон, 2-роликовый стенд, 3-изделие, 4-сварочный трактор.
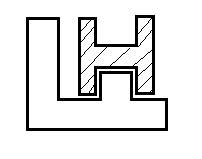
Рис№6 1-лестница, 2-ролики, 3-обечатки изделия, 4-сварочный трактор, 5-трактор для внутренней сварки, 6- штанга. Двутавровые балки Двутавровые балки нашли широкое применение при изготовлении различных конструкций во всех отраслях промышленности. В основном их используют как несущий элемент конструкции, работающий на изгиб.
Рис№8. 1- полка, 2-стенка. Выбор способа сварки при изготовлении двутавровых балок напрямую зависит от протяженности балки, толщины конструктивных элементов и назначения. двутавровые балки в длину могут достигать от нескольких метров до десятков метров. сборка двутавровой балки должна обеспечивать симметрию и взаимную перпендикулярность полок стенки, также их обжатия и постановку прихваток. для выполнения сборочных операций чаще всего используют кондукторы, которые позволяют достичь требуемой точности сборки.
Рис. №9 Помимо сборки в кондукторе для сборки двутавровых балок также применяют порталы. Их применение целесообразно при большой длине.
Рис№10. На самоходных порталах сборка двутавровых балок осуществляется последовательно то есть установка прихваток осуществляется последовательно. Для этого портал подводят к месту начала сборки (середина балки). далее включают режимы и портал перемещают вдоль балки на расстояние равное шагу прихватки. Наличие у портала временных прижимов позволяет собирать балки значительной величины не опасаясь потери устойчивости стенки от действия горизонтальных прижимов. Универсальный сборочный кондуктор
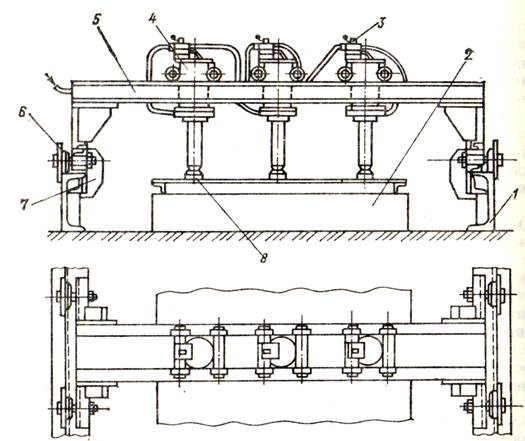
Рис№11. 1-основание, 2-неподвижный упор, 3-подвижный упор, 4-балка, 5-невмоприжимы, 6-крепежные элементы, 7- фундамент. Неподвижные кондукторы позволяют осуществлять прихватки только с одной стороны балки, поэтому дальнейшее развитие сборочно-сварочного оборудования стало появление поворотных кондукторов и кантавателей с кольцами. Основными недостатками поворотных кантавателей и кондукторов является сложность конструкции.
Рис. №12. Оболочковые конструкции Горизонтальные емкости – нашли широкое применение во всех отраслях промышленности. классифицируются по нескольким признакам I по толщине стенки: - тонкостенные (до 7 мм) - средней толщиной стенки (8 – 40 мм) - толстостенные емкости (более 40 мм) II по условиям эксплуатации емкости делят на 2 основные группы: - работающие без давления - работающие под давлением Для первой группы особых требований к сварным швам не предъявляется Основное требование герметичность сварных соединений и швов К второй группе предъявляются дополнительные требования. Разнообразные области применения данного вида конструкций достигаются за счет применения различных материалов. емкости изготавливаются из низкоуглеродистых, низколегированных качественных сталей, среднелегированных, высоколегированные сплавы и стали. Применение различных металлов и сплавов позволяет получить различные технологические характеристики изделий. III По исполнениям газораспределительные емкости бывают с эллиптическим днищем, с сферическим днищем, коническим днищем. Чаще всего корпус емкости цилиндрический.
Рис№13. I-сферическое, II-эллиптическое, III-коническое. Основными элементами емкости являются: днище, корпус Днище в зависимости от конструктивных особенностей бывают сварными и штампованными. Корпус емкости как правило изготавливается в виде цилиндра может быть как одностенным так и двустенным.
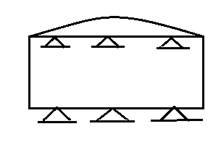
Рис№14. Как правило корпус емкости изготавливается из оболочек. Также неотъемлемой частью любой емкости являются штуцера, система патрубков, горловин, люк-лазов. При изготовлении емкости могут использоваться различные способы сварки. В виду относительной простоты конструкции процесс сборки и сварки хорошо поддается механизации и автоматизации. Как правило опоры используемые для удержания емкости также являются сварными. Причем конструкция их может быть различной.
Рис№15. Наиболее часто используемые соединения: стыковые (при продольных швах, при кольцевых швах, при приварке днища к корпусу), угловые соединения и тавровые (Т3, Т6). Так же при приварке усиливающих накладок используют нахлесточные соединения. Сборка обечаек Могут собираться различными способами: Изначально прокат для изготавления обечаек подвергают резки – термодинамической или механической. Далее выполняют контроль качества реза и при необходимости производят механическую резку кромок шлифмашинами или на станках. Также при обработке параллельно могут производить разделку кромок. Далее полученную заготовку подвергаю вальцеловке на специальных вальцеловочных станках. после вальцеловки полученную заготовку стягивают и осуществляют либо постановку прихваток либо сварку АДФ
Рис№18. Для повышения производительности сборочно-сварочных работ по изготовлению обечаек применяют специализированные установки (стенды сборки обечаек). Принцип действия этих установок заключается в следующем: вальцовочные устройства осуществляет гибку проката заготовки и одновременно с этим выполняется сварка продольного шва.
Рис№19. Наиболее распространенным является АДФ. В зависимости от толщины применяемого проката автоматическая сварка может осуществляться на весу, на флюсовой подушке, на медной подкладке, либо на охлаждаемом медном?. Выбор проката для изготовления обечаек осуществляют в соответствии с нормативными документами ГОСТ и РД 19903-83 “Прокат горячекатный” Чаще всего для изготовления обечаек используют прокат с нормальной или повышенной плоскостностью. Для снижения затрат времени на изготовительные операции стараются использовать прокат с обрезанными кромками. Сборка обечаек в приспособлении. Сборку обечаек между собой производят в приспособлении с применением центрирующего оборудования. Основным условием является соблюдение соосности обечаек. предельное отклонение по соосности чаще всего оговаривается в соответствующих нормативных документах. Далее постановка прихваток Сборка обечаек к днищу.
Рис№20. Как правило сборка обечаек и днища завершается постановкой прихваток. после чего сборочную единицу перемещают на приспособление (выставляют на ролики dроликов подбирается в зависимости от массы и диаметра конструкции скорость вращения роликов равна скорости сварки). В некоторых случаях при варке днища к обечайке осуществляется в приспособлении. Как правило сварку кольцевых швов осуществляют автоматической сваркой на роликовом стенде. В зависимости от величины свариваемых кромок осуществляет автоматической сваркой на весу. При необходимости выполняют двухстороннюю сварку под флюсом. При значительных толщинах свариваемых кромок и отсутствии возможности подварки чаще всего корень шва выполняют РД или МП, а затем заполнение разделки кромок ведут в среде СО2 или под флюсом. После сварки корневого слоя следует выполнить зачистку, а так же необходимо проводить ВИК. Объектом контролирования служит поверхность корневого слоя, а так же контролируется формирование обратного валика. Сварное соединение должно соответствовать требованиям НТД. В случае обнаружения каких либо дефектов создается комиссия, на которой принимается решение о возможности ремонта дефектного участка. На поверхности швов допускается наличие чешуйчитости, наплывов. После зачистки и контроля качества корневого слоя производят сварку заполняющих слоев выбранным способом. При этом при многослойной сварке выполняют контроль сварного слоя. по завершению сварочных работ – конструкция перемещаются на участок контроля качества. Контроль качества состоит: 1) ВИК – объектом контроля служат не только швы но и вся конструкция в целом. Измеряется соосность. Контролю подвергаются основные геометрические размеры. После чего составляется акт приемки, в котором описываются результаты ВИК. 2) Контроль качества сварных швов производится в несколько этапов: I ВИК II УЗК (рентгенография) Объем контроля не менее 70 % от общей длинны швов. Чем выше степень ответственности конструкции, тем больше объем контроля. Испытания на герметичность - Керосиновая проба - Пневмо или гидро испытания Как правило объем контроля качества оказывается в НТД. Требования к сварочным приспособлениям К конструкциям сварочных приспособлений предъявляется целый ряд требований: удобство в эксплуатации (предполагает доступность к местам установки деталей, зажимным устройствам и устройствам управления, местам наложения прихваток и сварных швов, удобные позы рабочего, минимум его наклонов и хождений и другие требования научной организации труда); обеспечение заданной последовательности сборки и наложения швов в соответствии с разработанным технологическим процессом; обеспечение заданного качества сварного изделия (приспособление должно быть достаточно прочным и жестким, а закрепляемые детали оставаться в требуемом положении без деформирования их при сварке); возможность использования при конструировании и изготовлении сварочных приспособлений типовых, унифицированных, нормализованных и стандартных деталей, узлов и механизмов (это способствует снижению их себестоимости приспособлений, сроков их проектирования и изготовления, повышению ремонтоспособности и т. п. ). обеспечение сборки всей конструкции с одной установки, наименьшего числа поворотов при сборке и прихватке (сварке), свободного съема собранного и сваренного (прихваченного) изделия или монтажного приспособления;. обеспечение быстрого отвода тепла от места сварки для уменьшения коробления, заданного угла поворота изделия, свободной установки и съема изделия, свободного доступа для осмотра, наладки и контроля; технологичность деталей и узлов приспособления, а также приспособления в целом; использование механизмов для загрузки, подачи и установки деталей, снятия, выталкивания и выгрузки собранного изделия, применения других средств комплексной механизации Приспособление должно быть ремонтоспособным, безопасным в эксплуатации, иметь Достаточно высокий срок службы. Для этого следует предусматривать возможность замены быстроизнашивающихся деталей и восстановления требуемой точности приспособления. Оно должно включать устройства для подрегулировки в процессе эксплуатации. В конструкции приспособлений изнашивающиеся детали надо использовать с упрочненными рабочими поверхностями; избегать применения открытых механизмов и передач, предотвращать проникновение пыли, грязи, влаги, флюса, брызг металла на трущиеся и сопряженные поверхности; предупреждать возможность перегрузки приспособления в эксплуатации, вводить предохранительные и предельные устройства; предусматривать возможность удобной очистки базовых поверхностей от шлака и флюса, уборки последних после сварки. Для предупреждения самопроизвольного раскрепления прижимов и выпадения изделия в кинематическую схему механизмов поворотных приспособлений необходимо встраивать самотормозящие звенья. Целесообразность проектирования, изготовления и применения любого приспособления и его конструктивная сложность должны обосновываться технико-экономическими показателями. При разработке приспособлений и оборудования следует руководствоваться принципами художественного конструирования, формообразования машин, а также эргономическими требованиями. Надо определять оптимальную рабочую позу оператора и размеры его рабочего места, хорошо представлять себе конкретные действия человека, его связи с машиной. В сложных случаях необходимо готовить модели или макеты с целью проверки вариантов композиционных решений, при конструировании приспособлений анализировать известные технические решения и широко использовать опыт других предприятий и организаций. Для регулировки и подстройки механизмов следует предусмотреть специальные ручки или другие устройства, которые должны быть защищены от случайных поворотов, а также смазку устройств без разборки. Конструкция приспособления для контактной сварки должна: изолироваться во избежание шунтирования тока; незначительно увеличивать площадь вторичного контура машины; иметь надежный подвод тока в зоне сварки; оборудоваться зажимами, обеспечивающими плотное прилегание деталей и выпрямление неровностей, и упорами, предотвращающими проскальзывание зажатых деталей; исключать возможность протекания сварочного тока через подшипники качения, пружины, базовые опорные стекольные поверхности и фиксаторы; не изготавливаться из ферромагнитных материалов, если при сварке приспособление попадает внутрь сварочного контура машины; иметь интенсивное водяное охлаждение вблизи мест сварки; включать элементы вторичного контура из материалов с высокой электропроводностью; иметь устройства для зачистки контактной поверхности электродов и их быстрой смены; оборудоваться защитными устройствами, предохраняющими рабочих от действия электрического тока, брызг металла. Корпусные детали и кожухи не должны иметь острых кромок и углов, которые могут быть причиной травм. Приспособление должно исключать какие-либо подгоночные и доделочные работы с изделием, так как они плохо поддаются механизации и сопровождаются большими затратами времени. КОНСТРУКЦИИ ПРИСПОСОБЛЕНИЙ. УСТАНОВОК И СТАНКОВ Переносные приспособления Переносные универсальные и специализированные сборочные приспособления применяются в единичном, мелкосерийном и серийном производствах, а также при монтаже сварных изделий. Универсальные переносные приспособления могут использоваться для сборки различных конструкций, а специализированные—для сборки определенных конструкций. Трубы диаметром до 42 мм в монтажных условиях часто центруются по наружным поверхностям трубы с помощью клещей Для центровки труб диаметром более 100 мм в монтажных условиях применяют приспособления в виде винтовых хомутов (рис. 60, а) или стяжных уголков, прихватываемых к трубам а также безмоментные наружные центраторы (рис. в).
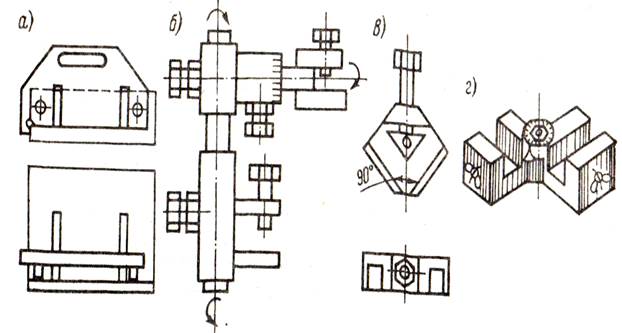
Рис№24 универсальные приспособления для сборки а, б, в- Струбцины; г, д- стяжные устройства; е- прижим рычаг; ж, з- распорки(стяжки); и- хомут
Рис№25 специальные сборочные приспособления а- шаблоны; б- переносное поворотное приспособление; в- для сборки деталей под углом 90; г- для сборки деталей под различными углами.
Рис№26 клещи для центровки труб 1-рукоятка; 2- хомут стопорный; 3-накладка; 4- окно для прихватки; 5-стыкуемые трубы.
Рис№27 Приспособления для центровки труб а- хомутного типа, б- стяжные уголки, в-безмоментный наружный центратор.
Рис№28 Навесные подмости для наружной сварки вертикальной стенки резервуара.
Рис№29 Будка для укрытия места сварки 1- каркас; 2- брезент; 3, 4-окна для вентиляции. При монтаже поясов вертикальной стенки цилиндрических резервуаров большой емкости полистовым методом применяются навесные подмости (рис. 6 1). Они имеют ходовые ролики и перекатывающиеся по ранее установленным листам корпуса резервуара 3, нижнюю съемную роликоопору4и боковые опорные ролики 5, которые крепятся на раме 6, перила 7 и лебедку 8 для ручного перемещения подмостей от стыка к стыку. Стальной канат от лебедки закрепляется за противоположную вертикальную кромку листа, и вращением рукоятки лебедки подмости перемещаются на длину одного листа. Установка и снятие подмостей производятся краном. При сварке на монтажной площадке кольцевых горизонтальных швов Цилиндрических резервуаров большой емкости зону сварки от ветра и атмосферных осадков защищают передвижными кабинами / (pис.63), которые навешивают на стенку резервуара 2 в каждой из кабин оборудуется пост 3 ручной или механизированной сварки. Кабины могут перемещаться по стенке резервуара с помощью электропривода 4. Крутящий момент от привода передается ходовым колесам 5. Электропривода передвижения кабин включается во время перерывов сварки и питается током от сварочного источника тока, располагаемого в будке6.
Рис№30 Передвижные кабины для сварки горизонтальных швов цилиндрических резервуаров. Стенами называют устройства для сборки и сварки крупногабаритных изделий, например листовых конструкций. При сборке листы устанавливают так, чтобы кромки их были параллельны. Встроенные электромагниты плотно притягивают кромки листов к стенду и воспринимают реакцию от давления пневматических флюсовых подушек. Стенд для сборки и сварки полотнищ имеет стеллаж 2, катучую балку 5, перемещающуюся по боковым направляющим / на четырех колесах 6. На балке устанавливаются передвижные (или неподвижные) пневмоприжимы8, цилиндры4, которые управляются своими пневмокранами3. Балка имеет рельсовые захваты 7, предотвращающие ее подъем во время прижатия изделия. Флюсовые подушки и магнитные прижимы встроены а стеллаже 2 (на рисунке условно не показаны). При сооружении цементных вращающихся печей с целью повышения транспортабельности опорные бандажи корпуса доставляются с заводов-изготовителей в виде полуколец, которые свариваются на месте монтажа электрошлаковой сваркой. Каждая из половин бандажей 5 устанавливается на сборочно-сварочном стенде (рис. 65) на три шаровые опоры4, которые домкратами 3 могут регулироваться по высоте. Это позволяет при установке полуколец расположить их с переменным зазором в стыке (снизу меньшим, сверху большим), а при сварке создавать противодействующий момент и обеспечивать заданную точность сваренного бандажа. Сварочный стенд, кроме того, имеет подставки 2, стойки 6, на которые устанавливаются бухты со сварочной проволокой 7, подающие механизмы 8 сварочных аппаратов. Плавящие мундштуки 9 заводятся в зазор полуколец, для уплотнения стыков привариваются выводные планки 10 карманы 11 и крепятся боковые медные водоохлаждаемые накладки 12. Оборудование стенда монтируется на мощной бетонной площадке 1.
Рис№31 Стенд для сборки и сварки полотнищ.
Рис№32 Электрошлаковая сварка бандажей цементных печей на монтажных базах.
Рис№33 кондуктор кантователь для сборки элементов фонарей. Стенд обеспечивает одновременную электрошлаковую сварку обоих стыков с точностью, не требующей последующей механической обработки бандажей. Сборочно-сварочными кондукторами называют приспособления с постоянными упорами и другими фиксирующими элементами, а также зажимными устройствами, служащие для сборки и сварки изделий типа кронштейнов, рам, ферм, балок и др. Для удобства сборки, прихватки и сварки кондукторы часто устанавливают на планшайбы манипулятора или двухстоечного цапкового кантователя. На рис. 66 приведен кондуктор-кантователь для сборки и сварки элементов конструкций фонарей. На сварной раме 7 смонтированы стойки 1 и 6. Сборочное приспособление (кондуктор) 8 крепится к планшайбам 5, вращающимся в подшипниках скольжения 4. Поворот осуществляется вручную штурвалом 2через редуктор 3 приводной стойки /. Делительное устройство обеспечивает фиксацию поворота изделия через 45° и управляется педалью. Контрольные приспособления В собранных и сваренных изделиях часто проверяют геометрические размеры и их соответствие допускам, установленным рабочими чертежами. Контроль прочности и плотности, отсутствия внутренних дефектов (гамма-, рентгеновский-, или ультразвуковой), а также наружный осмотр требуют вращения изделия в процессе контроля. Возникает необходимость применять контрольные приспособления, иногда довольно сложные контрольные установки. Контрольные приспособления улучшают условия труда, облегчают его, повышают производительность. На рис. показана установка для ультразвукового контроля сварных швов прямошовных труб, разработанная в ИЭСим. Е. О. Патона.
Рис№37 Установка для УЗК сварных прямошовных труб. В ее состав, кроме ультразвукового дефектоскопа, имеющего датчики слежения за швом 1, входят головки УЗД 2, отметчики дефектов 3, механизм корректировки 4, механизм подъема 5, аппаратура управления 6, передвижная тележка 7, оборудованная роликовым стендом 8, площадка обслуживания 9. Контроль ведется при перемещении тележки с трубой относительно датчиков УЗД. Датчики поджимаются к трубе и их положение относительно шва корректируется по светоуказателю следящей системы.
Требования безопасности труда со сварочными приспособлениями При разработке и применении сварочных приспособлений следует учитывать санитарно-гигиенические, психофизиологические, эстетические, социально-физиологические факторы и их комплексное воздействие на организм рабочего. Рабочее место электросварщика или слесаря-сборщика металлоконструкций представляет собой пространственную зону вокруг сварочного или сборочно-сварочного приспособления, используемого им. Планировка стационарного рабочего места предусматривает (рис. 84) размещение на нем, кроме приспособления, также сварочного оборудования, складские места для инструмента, деталей и сборочных единиц, образующих металлоконструкцию, складское место готовых изделий, организационную оснастку, грузоподъемно-транспортные средства. Их пространственная увязка должна производиться в соответствии с требованиями современных норм проектирования сборочно-сварочных производств. Связи сборочно-сварочного приспособления с соседними рабочими местами, складами заготовок и изделий осуществляются в зависимости от типа производства подъемно-транспортными механизмами, автооператорами, роботами или непосредственно рабочими. В зависимости от конструктивно-технологических признаков сварной конструкции, а также необходимости работы в производственном помещении (цехе) на открытой площадке внизу или на монтаже на высоте содержание и условия труда рабочего будут разные. Причем слесарь-сборщик металлоконструкций может работать один, в составе бригады слесарей сборщиков или в комплексной бригаде, включающей также электросварщиков и рабочих других профессий. Наибольшую опасность при использовании сварочных приспособлений представляют поражения электрическим током, излучения сварочной дуги, загазованность и запыленность воздуха, ожоги тела брызгами и каплями металла, разогретыми деталями, травмирование падающими, вращающимися и движущимися частями приспособлений, возрастание психофизиологических нагрузок на рабочего в связи с повышением интенсивности труда, скоростей сварки и требований к качеству изделий. В связи с использованием электрического тока (в электроприводах, электромагнитных прижимах и т.п.) необходимо производить заземление корпусов приспособлений и установок.
Рис№40 Схема расположения оборудования на рабочем месте слесаря сборщика и электросварщика. 1- ящик с заготовками, 2, 7- приспособления сварочно-сборочные, 3- ширма с встроенной вентиляцией, 4- полуавтомат с консолью, 5- кран консольно поворотный, 6-стул поворотный, 8-стол двухпозиционный поворотный. Популярное:
|
Последнее изменение этой страницы: 2017-03-09; Просмотров: 2526; Нарушение авторского права страницы

 Рис№4.
Рис№4.