|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Приспособления в сварочных установках и станках
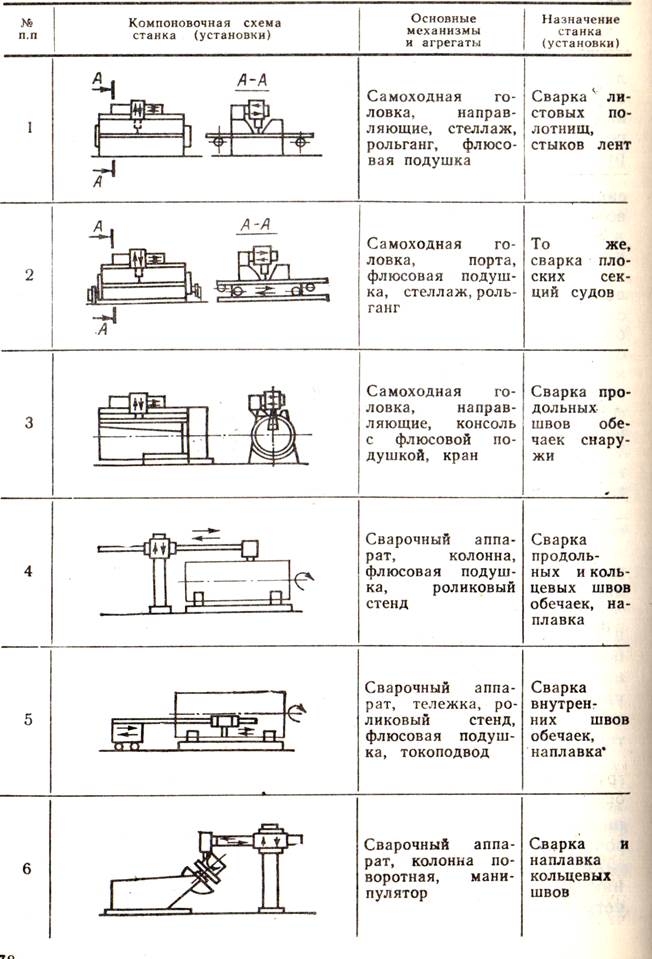
Любая установка или станок для сборки, сварки или наварки (наплавки) состоит из: сварочного оборудования (сварочной аппаратуры, источника питания, аппаратуры контроля и регулирования процесса сварки); технических средств размещения и перемещения сварочных автоматов, головок, машин и инструментов; оборудования и аппаратуры для подачи флюсов, порошков, газов; технических средств размещения, закрепления и перемещения изделия; вспомогательного оборудования; технических средств управления. В сварочных установках манипулятор изделия и манипулятор сварочного инструмента либо вообще конструктивно не связаны между собой, либо крепятся к общему фундаменту или плите. В сварочных станках манипуляторы изделия и сварочного инструмента имеют общее основание (станину), конструкция которой придает станку зрительно целостный облик. Многообразие типоразмеров свариваемых изделий, способов сварки, особенностей технологии, развития организаций производства, способов транспортировки и т. гг. обусловливают множество компоновочных схем сварочных установок и станков на основе агрегатирования. При проектировании установки или станка надо внимательно проанализировать конструктивно-технологические особенности сварного изделия. Выбирая компоновочную схему, необходимо определить целесообразность перемещения в процессе сварки сварочного аппарата при неподвижном изделии, изделия при неподвижном сварочном аппарате или сварочного аппарата и изделия. При этом прежде всего подбирают рациональный тип сварочного электротехнического оборудования, так как от него в основном зависит выбор всех других технических средств. Типовые приспособления, механическое оборудование сварочного производства, а также рекомендации по их выбору содержатся в табл. К техническим средствам размещения и перемещения сварочных тракторов, головок, машин, приспособлений и инструментов относятся: колонны, порталы, катучие балки, тележки различного вида, направляющие и специальные конструкции, например направляющие станков. Оборудование и аппаратуру для подачи флюсов, порошков и газов представляют: флюсовые аппараты и устройства для подачи флюса (порошка) в зону сварки, а также уборки не использованной его части; флюсо-приемные устройства; флюсоудерживающие приспособления; всасывающие и защитные насадки и наконечники; бункеры; сепараторы, осушители, дозаторы и т. д. Для размещения, закрепления и перемещения изделий используются манипуляторы, позиционеры, вращатели, кантователи, поворотные столы, роликовые стенды (большинство из них типизировано и унифицировано), а также различные сварочные и сборочно-сварочные специальные приспособления. В качестве вспомогательного оборудования широко применяются: устройства для уплотнения стыков; токоотводящие устройства; для зачистки мест под сварку; для загрузки и выгрузки изделий; технические средства охраны труда и техники безопасности. Технические средства управления предназначены для управления как сварочным оборудованием, так и манипуляционной системой и всем оборудованием, входящим в комплекс установки или станка. Их тип, структурная схема и конструктивная сложность определяются в каждом конкретном случае.
Таблица№4 Типовые компоновочные схемы установок и станков
Продолжение таблицы№4
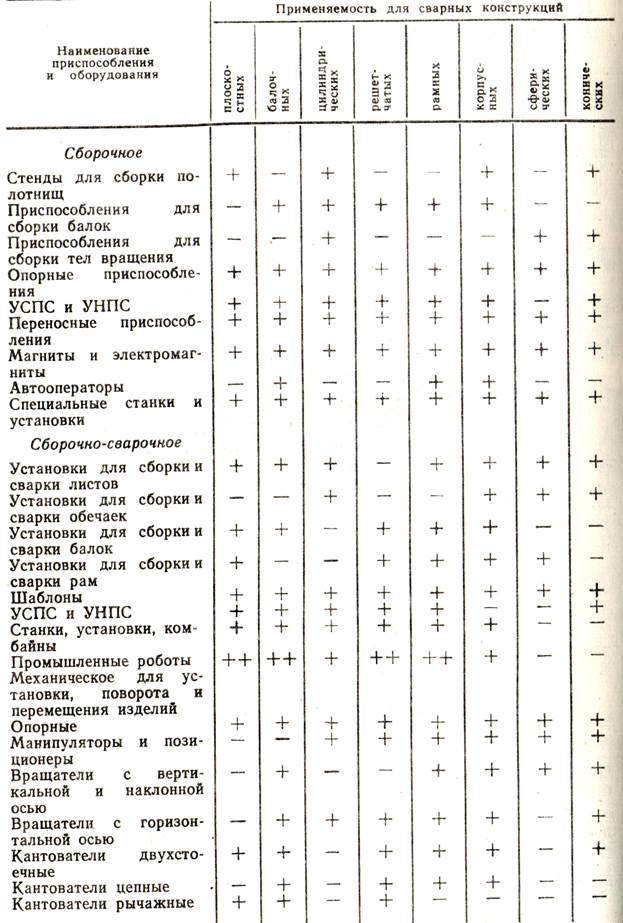
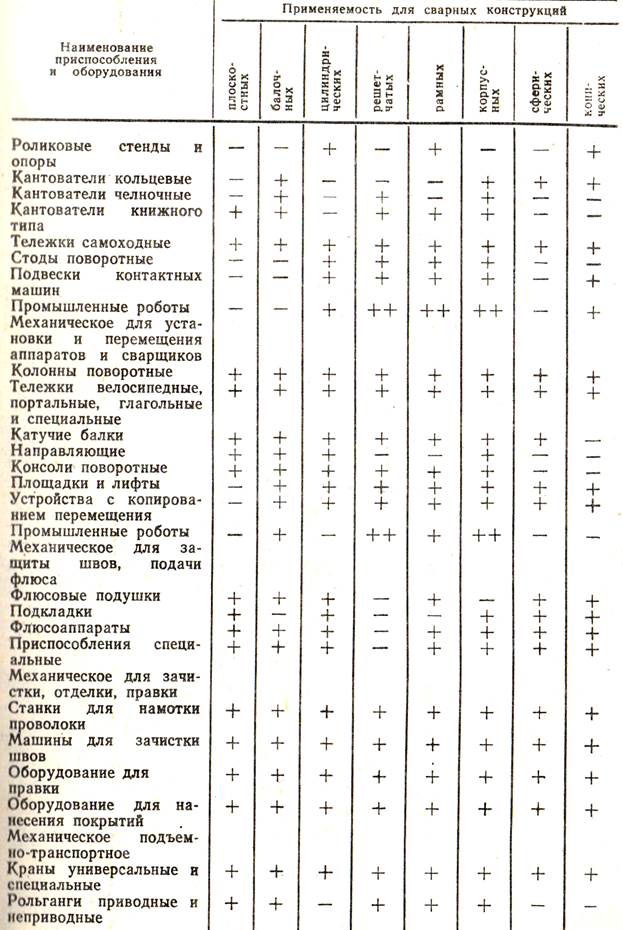
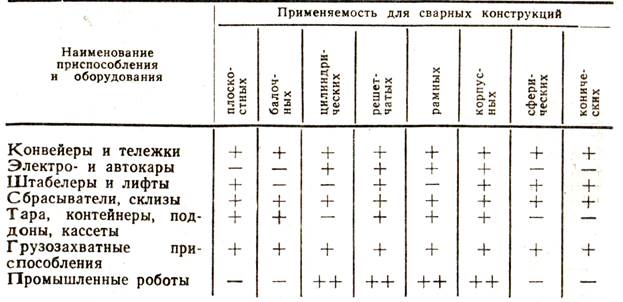
Таблица №5 Типовые приспособления и механическое оборудование для сварки и сборки конструкций
Продолжение Таблицы№5
Продолжение таблицы №5
Примечание + применяются, - не применяются, ++ перспективны для применения. При включении в сварочные приспособления и установки механического и вспомогательного оборудования следует максимально использовать типовые и унифицированные модели. Укрупнение блоков цементных печей на строительно-монтажной площадке производится с применением специальных сборочно-сварочных установок. Последние имеют роликовый стенд 1, где отдельные обечайки собираются и свариваются в блоки 2, размеры которых определяются грузоподъемностью монтажного крана 3. Сборка кольцевых стыков производится с помощью стяжных приспособлений, временно привариваемых планок и клиньев. Сварку осуществляют трактором ТС-17М по ручнойподварке. Для сварки наружных швов применяют площадки 4 конструкции ИЭС им. Е. О. Патона, которые подвешиваются на крюке 3 крана ( а)либо удерживаются расчалками (б), а также передвижные мостики (в), перемещающиеся по рельсам. Сооружение индустриальными методами резервуаров большой емкости для хранения сжиженных газов, жидкостей, нефтепродуктов предусматривает временное деформирование тонкостенных листовых полотнищ на двухъярусной установке для рулонирования. Принцип изготовления на ней сварных рулонированных полотнищ — конвейерный: совмещается сборка, сварка, кантовка, деформирование и контроль качества. Деформирование изгибом и кантовка проводятся обычно в упруго- пластической стадии, что позволяет сворачивать рулоны диаметром, удобным для перевозки к месту монтажа.
Рис№34 Установка для сварки кольцевых стыков блоков цементных печей а-сварочная площадка удерживаемая краном, б-сварочная площадка удерживаемая расчалками, в-с передвижными мостиками.
Рис№35 Схема двух ярусной установки для изготовления сварных листовых полотнищ методом рулонированния.
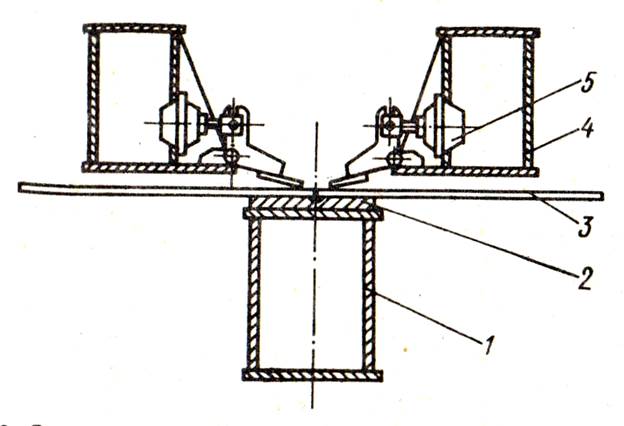
Рис№36 Схема пневмоприжима кромок листов к медной подкладке. На нижнем ярусе типовой установки располагается стеллаж 1 для сборки и сварки, укладка листов на который производится с помощью электротельфера, перемещающегося по монорельсу 12 и имеющего электромагнитный захват 11. Кантовочный барабан 2 обеспечивает поворот полотнища 3 на 180° после механизированной сварки под флюсом швов с одной стороны. На верхнем ярусе осуществляется механизированная сварка под флюсом полотнища 3 с другой стороны, контроль качества и исправление обнаруженных дефектов, для чего стенд имеет контрольную площадку 4. Сворачивающее устройство 5 обеспечивает получение рулонов 6 и 7, которые хранятся на стеллаже 9 или устанавливаются на железнодорожную платформу 8. Площадки обслуживания 10 предназначены для подъема рабочих и работы на втором ярусе установки. Надежное поджатие кромок листов 3 к медным подкладкам 2 (рис. 69), закрепленным на балке 1, производится с помощью пневморычажных прижимов 5, смонтированных на верхних балках 4.
Контрольные приспособления В собранных и сваренных изделиях часто проверяют геометрические размеры и их соответствие допускам, установленным рабочими чертежами. Контроль прочности и плотности, отсутствия внутренних дефектов (гамма-, рентгеновский-, или ультразвуковой), а также наружный осмотр требуют вращения изделия в процессе контроля. Возникает необходимость применять контрольные приспособления, иногда довольно сложные контрольные установки. Контрольные приспособления улучшают условия труда, облегчают его, повышают производительность. На рис. показана установка для ультразвукового контроля сварных швов прямошовных труб, разработанная в ИЭСим. Е. О. Патона.
Рис№37 Установка для УЗК сварных прямошовных труб. В ее состав, кроме ультразвукового дефектоскопа, имеющего датчики слежения за швом 1, входят головки УЗД 2, отметчики дефектов 3, механизм корректировки 4, механизм подъема 5, аппаратура управления 6, передвижная тележка 7, оборудованная роликовым стендом 8, площадка обслуживания 9. Контроль ведется при перемещении тележки с трубой относительно датчиков УЗД. Датчики поджимаются к трубе и их положение относительно шва корректируется по светоуказателю следящей системы.
Популярное:
|
Последнее изменение этой страницы: 2017-03-09; Просмотров: 1320; Нарушение авторского права страницы