|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Универсально-сборные приспособления сварочного производства
В настоящее время до 70% трудозатрат в технологической подготовке производства приходится на проектирование и изготовление приспособлений. Стала актуальной проблема изыскания путей их удешевления для условий как серийного, так и мелкосерийного производства. Наиболее эффективными методами, ускоряющими и удешевляющими проектирование и изготовление приспособлений, являются унификация, нормализация, стандартизация деталей и элементов приспособлений и установок. Унификация — это рациональное сокращение количества типов, видов и размеров приспособлений, числа механизмов, деталей и заготовок для деталей с целью повышения однотипности приспособлений и улучшения их качественных и технико-экономических характеристик. Высшей степенью унификации, дающей наибольший экономический эффект, является применение серийно изготавливае мых сборочных единиц и деталей. Нормализация — это стандартизация в масштабе предприятия или отрасли. Стандартизация — это высшая форма нормализации, предусматривающая широкое применение общесоюзных стандартов (ГОСТов). Нормализация и стандартизация позволяют повысить рентабельность приспособлений за счет уменьшения стоимости, удешевления эксплуатации и повторного многократного использования элементов. На основе унификации строится агрегатирование, представляющее собой метод конструирования изделий из унифицированных и стандартных деталей и агрегатов, т. е. из модулей. Расчленение оборудования на отдельные модули возможно по различным принципам (размерам, массе, числу координат др. ). Унификация, стандартизация и агрегатирование являются основой для автоматизации проектирования приспособлений. Универсально-сборные приспособления для сварки (УСПС) эффективно применяются как при сварке изделий, так и при их сборке. При сварке они особенно эффективны, если недопустимы деформации свариваемого изделия. Комплект УСПС состоит из следующих элементов: базовых (плит, угольников, планшайб и др. ); Таблица№3 Техническая характеристика некоторых УСПС
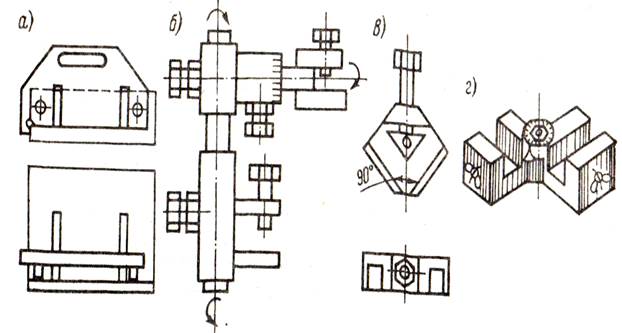
Рис№23Принципиальная схема приспособления для сборки и сварки кронштейна (а) вид УСПС(б) Корпусных и опорных (призм, угольников, подкладок и др. ); установочных (шпонок, пальцев, валиков, втулок, центров и др. ); направляющих (втулок, планок, колонок и др. ); прижимных (прихватов и прижимов различных типов); крепежных (винтов, болтов, гаек); узлов (самоустанавливающихся опор, пневмоцилиндров, поворотных головок и др. ); вспомогательных (рукояток, пружин и др. ). Обычно комплект элементов УСПС включает 2200... 3400 деталей и узлов, из которых одновременно может быть собрано несколько десятков приспособлений (табл. 3). Благодаря универсальности и взаимозаменяемости элементов УСПС продолжительность сборки и разборки приспособления не превышает 1—8 ч в зависимости от его сложности. Применение УСПС значительно сокращает и удешевляет Технологическую подготовку производства, повышает коэффициент его технической оснащенности. Это достигается благодаря тому, что комплекты нормализованных и стандартных деталей и механизмов обратимы, взаимозаменяемы и могут использоваться многократно для различных приспособлений. Проектирование УСПС сводится лишь к разработке принципиальной компоновочной схемы приспособления, а изготовление— к сборке приспособления из готовых элементов и наладке. После сборки (сварки) партии изделий УСПС разбирают на составляющие их элементы, которые в дальнейшем используются для компоновки новых приспособлений. На а показана принципиальная схема приспособления для сборки и сварки кронштейна, а на рис., б — общий вид приспособления, собранного из комплекта УСПС. Универсально-сборные приспособления применяются на предприятиях с индивидуальным и мелкосерийным, а также с серийным и крупносерийным характером производства в период освоения выпуска новой продукции с последующей заменой их специальными приспособлениями. УСПС целесообразно использовать также на ремонтных предприятиях и для сборки приспособлений-дублеров при ремонте основной оснастки. В отраслях промышленности организованы прокатные базы УСПС для обслуживания заводов, нуждающихся в приспособлениях. Универсально-наладочные приспособления сварочного производства (УНПС) отличаются от универсально-сборных лишь тем, что имеют механизмы и устройства, позволяющие быстро, без разборки приспособления перестроить (наладить) его для сборки и сварки однотипных изделий другого размера. Принципы создания и применения УНПС и УСПС аналогичны. Переносные приспособления Переносные универсальные и специализированные сборочные приспособления применяются в единичном, мелкосерийном и серийном производствах, а также при монтаже сварных изделий. Универсальные переносные приспособления могут использоваться для сборки различных конструкций, а специализированные—для сборки определенных конструкций. Трубы диаметром до 42 мм в монтажных условиях часто центруются по наружным поверхностям трубы с помощью клещей Для центровки труб диаметром более 100 мм в монтажных условиях применяют приспособления в виде винтовых хомутов (рис. 60, а) или стяжных уголков, прихватываемых к трубам а также безмоментные наружные центраторы (рис. в).
Рис№24 универсальные приспособления для сборки а, б, в- Струбцины; г, д- стяжные устройства; е- прижим рычаг; ж, з- распорки(стяжки); и- хомут
Рис№25 специальные сборочные приспособления а- шаблоны; б- переносное поворотное приспособление; в- для сборки деталей под углом 90; г- для сборки деталей под различными углами.
Рис№26 клещи для центровки труб 1-рукоятка; 2- хомут стопорный; 3-накладка; 4- окно для прихватки; 5-стыкуемые трубы.
Рис№27 Приспособления для центровки труб а- хомутного типа, б- стяжные уголки, в-безмоментный наружный центратор.
Рис№28 Навесные подмости для наружной сварки вертикальной стенки резервуара.
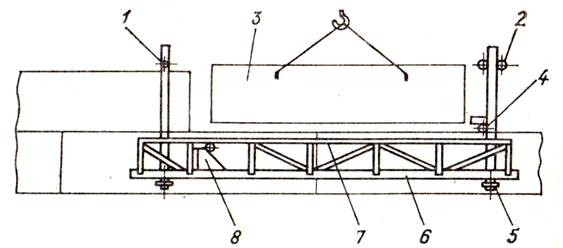
Рис№29 Будка для укрытия места сварки 1- каркас; 2- брезент; 3, 4-окна для вентиляции. При монтаже поясов вертикальной стенки цилиндрических резервуаров большой емкости полистовым методом применяются навесные подмости (рис. 6 1). Они имеют ходовые ролики и перекатывающиеся по ранее установленным листам корпуса резервуара 3, нижнюю съемную роликоопору4и боковые опорные ролики 5, которые крепятся на раме 6, перила 7 и лебедку 8 для ручного перемещения подмостей от стыка к стыку. Стальной канат от лебедки закрепляется за противоположную вертикальную кромку листа, и вращением рукоятки лебедки подмости перемещаются на длину одного листа. Установка и снятие подмостей производятся краном. При сварке на монтажной площадке кольцевых горизонтальных швов Цилиндрических резервуаров большой емкости зону сварки от ветра и атмосферных осадков защищают передвижными кабинами / (pис.63), которые навешивают на стенку резервуара 2 в каждой из кабин оборудуется пост 3 ручной или механизированной сварки. Кабины могут перемещаться по стенке резервуара с помощью электропривода 4. Крутящий момент от привода передается ходовым колесам 5. Электропривода передвижения кабин включается во время перерывов сварки и питается током от сварочного источника тока, располагаемого в будке6.
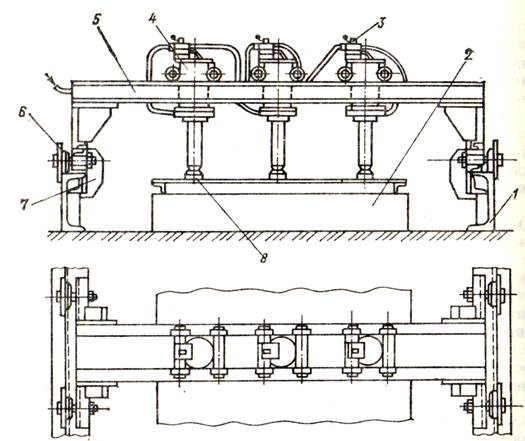
Рис№30 Передвижные кабины для сварки горизонтальных швов цилиндрических резервуаров. Стенами называют устройства для сборки и сварки крупногабаритных изделий, например листовых конструкций. При сборке листы устанавливают так, чтобы кромки их были параллельны. Встроенные электромагниты плотно притягивают кромки листов к стенду и воспринимают реакцию от давления пневматических флюсовых подушек. Стенд для сборки и сварки полотнищ имеет стеллаж 2, катучую балку 5, перемещающуюся по боковым направляющим / на четырех колесах 6. На балке устанавливаются передвижные (или неподвижные) пневмоприжимы8, цилиндры4, которые управляются своими пневмокранами3. Балка имеет рельсовые захваты 7, предотвращающие ее подъем во время прижатия изделия. Флюсовые подушки и магнитные прижимы встроены а стеллаже 2 (на рисунке условно не показаны). При сооружении цементных вращающихся печей с целью повышения транспортабельности опорные бандажи корпуса доставляются с заводов-изготовителей в виде полуколец, которые свариваются на месте монтажа электрошлаковой сваркой. Каждая из половин бандажей 5 устанавливается на сборочно-сварочном стенде (рис. 65) на три шаровые опоры4, которые домкратами 3 могут регулироваться по высоте. Это позволяет при установке полуколец расположить их с переменным зазором в стыке (снизу меньшим, сверху большим), а при сварке создавать противодействующий момент и обеспечивать заданную точность сваренного бандажа. Сварочный стенд, кроме того, имеет подставки 2, стойки 6, на которые устанавливаются бухты со сварочной проволокой 7, подающие механизмы 8 сварочных аппаратов. Плавящие мундштуки 9 заводятся в зазор полуколец, для уплотнения стыков привариваются выводные планки 10 карманы 11 и крепятся боковые медные водоохлаждаемые накладки 12. Оборудование стенда монтируется на мощной бетонной площадке 1.
Рис№31 Стенд для сборки и сварки полотнищ.
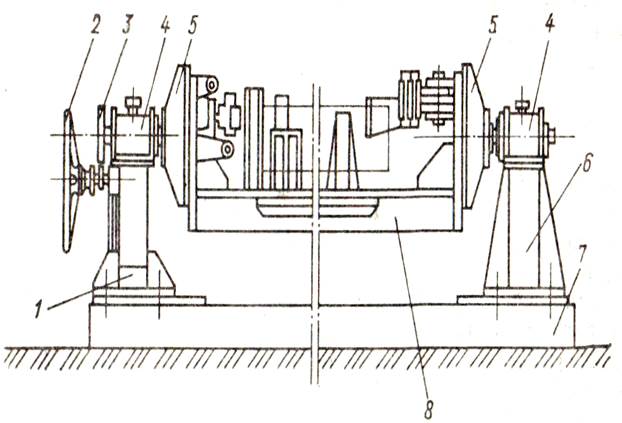
Рис№32 Электрошлаковая сварка бандажей цементных печей на монтажных базах.
Рис№33 кондуктор кантователь для сборки элементов фонарей. Стенд обеспечивает одновременную электрошлаковую сварку обоих стыков с точностью, не требующей последующей механической обработки бандажей. Сборочно-сварочными кондукторами называют приспособления с постоянными упорами и другими фиксирующими элементами, а также зажимными устройствами, служащие для сборки и сварки изделий типа кронштейнов, рам, ферм, балок и др. Для удобства сборки, прихватки и сварки кондукторы часто устанавливают на планшайбы манипулятора или двухстоечного цапкового кантователя. На рис. 66 приведен кондуктор-кантователь для сборки и сварки элементов конструкций фонарей. На сварной раме 7 смонтированы стойки 1 и 6. Сборочное приспособление (кондуктор) 8 крепится к планшайбам 5, вращающимся в подшипниках скольжения 4. Поворот осуществляется вручную штурвалом 2через редуктор 3 приводной стойки /. Делительное устройство обеспечивает фиксацию поворота изделия через 45° и управляется педалью. Популярное:
|
Последнее изменение этой страницы: 2017-03-09; Просмотров: 1869; Нарушение авторского права страницы