
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Построение и анализ контрольных карт по количественному признаку
Легко строятся контрольные карты в системе STATISTICA. Пример 14.1. при анализе технологического процесса в течение 25 часов каждый час отбиралось по пять проб, которые анализировались в химической лаборатории. Необходимо построить по имеющимся данным, указанным в таблице 14.1, контрольную карту средних значений, карту размахов и определить, является ли технологический процесс стабильным. Таблица 14.1
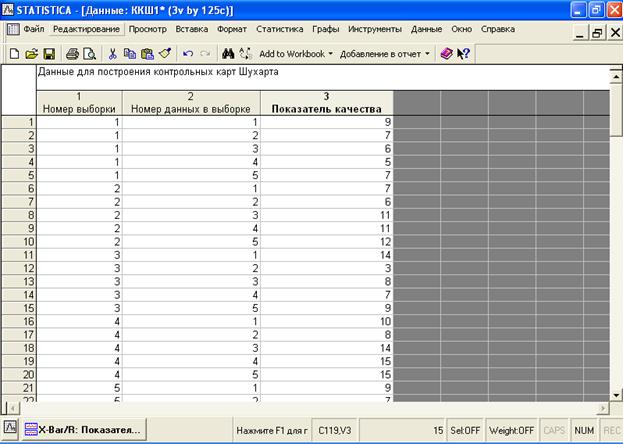
Открываем программу STATISTICA командой Пуск► Программы► STATISTICA 6.0► STATISTICA. В открывшемся окне закрываем ранее сохраненные документы и открываем новый документ при помощи команды Файл► Новый. При этом открывается диалоговое окно Создание нового документа, в котором имеются 4 вкладки: Электронные таблицы; Отчет; Макрокоманда программы (SVB), Книга. Вкладка Электронные таблицы позволяет в строке Количество выбрать количество исследуемых переменных (характеристики, описывающие анализируемые свойства), а в строке Число регистров общее число имеющихся данных. Группа переключателей Размещение вкладки Электронные таблицы позволяет выбрать размещение электронной таблицы либо В новой рабочей книге, либо Как автономное окно. Вкладка Макрокоманда программы (SVB) позволяет использовать макрокоманду, написанную на языке STATISTICA BASIC при обработке данных. Вкладка Отчет содержит группу переключателей Размещение отчета и позволяет выбрать размещение отчета после обработки данных или В новой рабочей книге, или Как автономное окно. Вкладка Книга позволяет вывести новую книгу, содержащую таблицу размером 10 строк ´ 10 столбцов. Во вкладке Электронные таблицы в строке Количество выбираем 3 исследуемые переменные (1-идентификатор выборок, 2- номер переменной в выборке, 3 – исследуемые данные), а в строке Число регистров – 125 исследуемых переменных, в группе переключателей Размещение щелчком левой кнопки мыши выбираем Как автономное окно и нажимаем кнопку ОК. В результате программа создает таблицу, изображенную на рисунке 14.1.
Рис. 14.1. Электронная таблица в Statistica Для изменения названия переменных (или исследуемых свойств) щелкаем дважды мышкой на названии переменных Var 1, Var 2 и Var 3. Программа выведет диалоговые окна Variables 1, Variables 2 и Variables 3 соответственно. В строке Name вводим названия переменных, например, Номер выборки, Номер данных в выборке и Показатель качества. В строке Код МD выбираем или вводим код пропущенных значений (оставляем без изменений). В строке Type переключателем выбираем тип данных: Double – данные с возможной двойной записью как числовыми значениями так и текстовыми (для облегчения работы с текстовыми переменными), Text – текстовые значения, Integer – целочисленные значения, Byte – восьмизначное значение. В нашем случае выбираем Double. В блоке переключателей Формат отображения выбираем формат отображения данных Основной, в строке Длинное имя (метка или Function) вводим, при необходимости, длинное название переменной или функцию, по которой она рассчитывается, используя кнопку Function, и нажимаем кнопку ОК. Далее вводим название таблицы (ее заголовок) и имена переменных. Для этого двойным щелчком мыши устанавливаем курсор в поле заголовка (в верхней части таблицы), вводим с клавиатуры название, например Данные для построенияконтрольных карт Шухарта и нажмем клавишу Enter. Сохраним получившуюся таблицу с помощью команды Файл► Сохранить как. Вводим имеющиеся данные в такой же последовательности, в какой они расположены на рисунке 14.2 (в первом столбце – номер выборки, во втором – номер данного в выборке и в третьем – показатель качества). и сохраняем получившуюся таблицу.
Рис.14.2. Таблица данных Построим контрольную карту средних значений. Для этого вызываем диалоговое окно Диаграммы управления показателем качества командой Статистика► Производственная статистика и Six Sigma► Диаграммы управления качеством. Диалоговое окно Диаграммы управления показателем качества имеет четыре вкладки: Быстрый – позволяет: построить Переменные – позволяет: построить и обработать контрольные карты для непрерывных переменных, например, S-карта (модуль X-bar & S chart for variables ); индивидуальных переменных, например, контрольная карта накопленных сумм (CUSUM-карта, модуль CuSum chart for individuals); контрольная карта скользящего среднего (MA-карта, модуль MA X-bar& R chart for variables ); контрольная карта экспоненциально взвешенного скользящего среднего (EWMA-карта, модуль EWMA X-bar& R chart for variables ) и др. Атрибуты – позволяет: построить и проанализировать контрольные карты по альтернативному признаку, такие как: С-карта, модуль С-chart for attributes; U-карта, модуль U-chart for attributes; Np – карта, модуль Np-chart for attributes; P – карта , модуль P-chart for attributes. В реальном времени – позволяет задавать возможность прослеживать изменение графиков в реальном времени с помощью соответствующих переключателей. Для того чтобы построить контрольную карту средних значений, в диалоговом окне Диаграммы управления показателем качества щелчком левой кнопки мыши выбираем вкладку Переменные и двойным щелчком левой кнопки мыши модуль X-bar& R chart for variables. Появляется диалоговое окно Задание переменных для Х-полосы и R-диаграммы, в котором имеются две вкладки: Быстрый и Метки, причины, действия. Во вкладке Быстрый выбираем столбец анализируемых переменных Показатель качества и идентификаторы выборки Номер выборки, для этого нажимаем кнопку Variables. При этом появляется диалоговое окно Select vars with measurements, в котором в строке Измерения вводим цифру 3 или щелчком левой кнопки мыши выбираем 3-Показатель качества. В строке Sample idents вводим идентификаторы выборки 1-Номер выборки, в строке Part idents – идентификаторы участка (при необходимости). В данном примере использовались показатели качества продукции, полученные на одном производственном участке, и при производстве продукции использовалось одно и то же сырье или материал, поэтому идентификаторы участка в данном случае не устанавливаем. С помощью переключателя задаем Минимальное количество измерений на выборку, т.е. число значений, меньше которого не должна быть учитываемая выборка, в нашем случае не менее 2. После выполнения указанных операций нажмем кнопку ОК. В результате программа группирует показатели качества с одинаковым номером в выборки, производит с ними необходимые действия и вычерчивает
Рис. 14.3. Можно не задавать идентификаторы выборки, но тогда обязательно необходимо задать объем постоянной выборки. В таком случае программа группирует данные в выборки в порядке их упоминания в количестве, обозначенном в качестве объема постоянной выборки. Для анализа контрольной карты нажмем в командной строке кнопку X-bar/R Показател… Появляется диалоговое окно X-bar/R Показатель качества, которое имеет семь вкладок: Спецификации R/S в которой можно задать необходимые параметры R- и S- карты, как то: центральная линия или значение спецификации (кнопка Center ); верхний и нижний пределы регулирования (кнопки UCL и LCL, соответственно); строки предупреждения (кнопка Строки предупреждения ), характеристики контрольной карты (строка Если ); технологические характеристики (кнопка Технологические характеристики ); основные показатели тестирования контрольной карты и тестирование контрольной карты (кнопка Выполнение теста ). Возможно сохранение настроек и использование ранее определенных настроек (кнопки Открыть спецификацию и Сохранить спецификацию соответственно). Спецификация X (MA), аналогична Спецификации R/S. В ней можно задать параметры Диаграммы – вкладка, с помощью которой можно вызвать следующие диаграммы и гистограммы: диаграммы SixGraph (в том числе контрольные Отличный от нормального – вкладка, с помощью которой можно задать характеристики Наборы – вкладка, с помощью которой возможна работа над созданием различных наборов данных. Очистка – вкладка, с помощью которой можно удалять ненужные данные из выборок. Отчет – вкладка, с помощью которой возможно создание отчета об основных характеристиках. Выбираем вкладку Спецификации R/S, центральную линию задаем, по умолчанию, как технологическую среднюю, верхнюю и нижнюю границу регулирования задаем, по умолчанию, UCL = 3, 0000*S, LCL = -3, 0000*S. Задаем строки предупреждения, для этого нажимаем кнопку Строки предупреждения, появляется диалоговое окно Строки предупреждения. Оно имеет блок переключателей Задать в терминах и строки Lower (нижняя предупредительная строка) и Upper (верхняя предупредительна строка). Для того, чтобы задать предупредительные границы в единицах σ, устанавливаем переключатель в положение единицы sigma. и устанавливаем в строках Lower и Upper значения -2 и 2 соответственно. Таким образом, устанавливаются предупредительные границы в пределах -2σ и +2σ. Поскольку в данном случае используется карта средних значений, в строке Если указываем Use average n. Спецификация для R–карты создана. Далее выбираем вкладку Спецификация X (MA) и повторяем те же действия, что и со вкладкой Спецификации R/S, значение σ оставляем, по умолчанию, вычисленным, строка скользящего среднего остается отключенной. Соответствующий переключатель устанавливаем в положение off. Спецификация для R- и Для того, чтобы отобразить контрольные карты со строками предупреждения, обращаемся вновь к вкладке Диаграммы диалогового окна X-bar/R Показатель качества и нажимаем кнопку X(MA)& R/S. Получаем контрольные карты, показанные на рис. 14.4.
Рис 14.4. Контрольные карты Шухарта с контрольными и предупредительными границами На рисунке 14.4 пунктирными линиями изображены рассчитанные программой контрольные границы, а штрихпунктирной – предупредительные границы. Программа STATISTICA позволяет проводить автоматизированный анализ контрольных карт. Существуют различные подходы к анализу контрольных карт, поэтому методика данного анализа, заложенная в программе STATISTICA, немного отличается от методики анализа контрольных карт, изложенной в лабораторной работе № 8. Проанализируем контрольную карту исходя из следующих основных положений: Зоны A, B, C. Для задания критериев поиска серий точек область контрольной карты над центральной линией и под ней делится на три " зоны" (Рис.14.5).
Рис 14.5. Разбивка контрольных карт по зонам По умолчанию зона А определяется как область, расположенная на расстоянии от 2 до 3 сигма по обе стороны от центральной линии. Зона В определяется как область, отстоящая от центральной линии на расстояние от 1 до 2 сигма, а зона С - как область, расположенная между центральной линией по обе ее стороны и ограниченная прямой, проведенной на расстоянии одной сигма от центральной линии. 9 точек в зоне С или за ее пределами (с одной стороны от центральной линии). Если этот критерий выполняется (т.е. если на контрольной карте обнаружено такое расположение точек), то делается вывод о возможном изменении среднего значения процесса в целом. Заметим, что здесь делается предположение о симметричности распределения исследуемых характеристик качества вокруг среднего значения процесса на графике. Но это условие не выполняется, например, для R-карт, S-карт и большинства карт по альтернативному признаку. Тем не менее, данный критерий полезен для того, чтобы указать занимающемуся контролем качества инженеру на присутствие потенциальных трендов процесса. Например, здесь стоит обратить внимание на последовательные выборочные значения с изменчивостью ниже среднего, так как с их помощью можно догадаться, каким образом снизить вариацию процесса. 6 точек монотонного роста или снижения, расположенные подряд. Выполнение этого критерия сигнализирует о сдвиге среднего значения процесса. Часто такой сдвиг обусловлен изнашиванием инструмента, ухудшением технического обслуживания оборудования, повышением квалификации рабочего и т.п. 14 точек подряд в " шахматном" порядке (через одну над и под центральной линией). Если этот критерий выполняется, то это указывает на действие двух систематически изменяющихся причин, которое приводит к получению различных результатов. Например, в данном случае может иметь место использование двух альтернативных поставщиков продукции или отслеживание двух различных альтернативных воздействий. 2 из 3-х расположенных подряд точек попадают в зону A или выходят за ее пределы. Этот критерий служит " ранним предупреждением" о начинающейся разладке процесса. Заметим, что для данного критерия вероятность получения ошибочного решения (критерий выполняется, однако процесс находится в нормальном режиме) в случае 4 из 5-ти расположенных подряд точек попадают в зону B или за ее пределы. Как и предыдущий, этот критерий может рассматриваться в качестве индикатора - " раннего предупреждения" о возможной разладке процесса. Процент принятия ошибочного решения о наличии разладки процесса для этого критерия также находится на уровне около 2%. 15 точек подряд попадают в зону C (по обе стороны от центральной линии). Выполнение этого критерия указывает на более низкую изменчивость по сравнению с ожидаемой (на основании выбранных контрольных пределов). 8 точек подряд попадают в зоны B, A или выходят за контрольные пределы, по обе стороны от центральной линии (без попадания в зону C). Выполнение этого критерия служит свидетельством того, что различные выборки подвержены влиянию различных факторов, в результате чего выборочные средние значения оказываются распределенными по бимодальному закону. Такая ситуация может сложиться, например, когда отмечаемые на Вернемся к диалоговому окну X-bar/R Показатель качества и вновь выберем вкладку Спецификация X (MA). Для анализа воспользуемся кнопкой Выполнить тест. После ее нажатия появится диалоговое окно Выполнить проверки для диаграмм управления, в котором в блоке переключателей Zone выбираем границы зон согласно данных, обозначенных выше. Проанализируем контрольные карты по всем критериям разладки процесса. Для этого нажимаем кнопку Все тесты. При этом флажки располагаются напротив всех анализов. Есть возможность расставить флажки напротив тех анализов, которые на данный момент наиболее важны. Выполнив эту процедуру, нажимаем кнопку Да (сделать проверки). Появляется таблица, обозначенная рис.14.6.
Рис 14.6. Таблица результатов тестирования Из таблицы видно, что при анализе 1.- 14 точек расположены подряд в " шахматном" порядке (через одну над и под центральной линией) выборки со 2 по 15. Это указывает на действие двух систематически изменяющихся причин, которое приводит к получению различных результатов. 2. - 2 из 3-х расположенных подряд точек попадают в зону A или выходят за ее пределы - это средние значения выборок с 5 по 7 и с 16 по 18. Популярное:
|
Последнее изменение этой страницы: 2017-03-09; Просмотров: 797; Нарушение авторского права страницы

 - и
- и  -карты для непрерывных переменных (модуль X-bar & R chart for variables ), построить контрольную карту для отдельных наблюдений, полученных в ходе производственного процесса (модуль Individuals & moving range ); построить С -карту для числа дефектов (модуль С-chart for attributes ); Р -карту для процента обнаруженных бракованных изделий (модуль P-chart for attributes ).
-карты для непрерывных переменных (модуль X-bar & R chart for variables ), построить контрольную карту для отдельных наблюдений, полученных в ходе производственного процесса (модуль Individuals & moving range ); построить С -карту для числа дефектов (модуль С-chart for attributes ); Р -карту для процента обнаруженных бракованных изделий (модуль P-chart for attributes ).


